(54) ШТАМП ДЛЯ ВЫТЯЖКИ И ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для формовки и гибки | 1985 |
|
SU1349833A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Комбинированный штамп для вырубки ,вытяжки и формовки деталей из полосы | 1980 |
|
SU940930A1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2567966C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
1
Изобретение относится к обрабо- ке металлов давлением, преимущественно для вытяжки и формовки листовых заготовок на гидравлических или механических прессах.
Известен штамп для вытяжки и формовки, содержащий контейнер, с эластичным пуансоном, нижнюю плиту и установленную на ней сменную матрицу 1.
Однако при вытяжке деталей с помощью известного устройства наблюдается при обратном ходе пресса искажение формы вытянутой детали. Кроме того, в эластичном пуансоне необходимо рассверливать отверстия в зависимости от конфигурации и расположения полостей в штампуемых деталях для подвода воздуха и предотвращения коробления деталей, что значительно снижает его стойкость.
Цель изобретения - повышение качества получаемых деталей и. повышение стойкости эластичного пуансона.
Для достижения цели штамп для вытяжки и формовки, содержащий контейнер с эластичным пуансоном, нижнюю плиту и установленную на ней сменную матрицу.
снабжен расположенным между эластичным пуансоном и сменной матрицей вкладышем из эластичного пористого материала с жесткостью, меньшей жесткости материала пуансона.
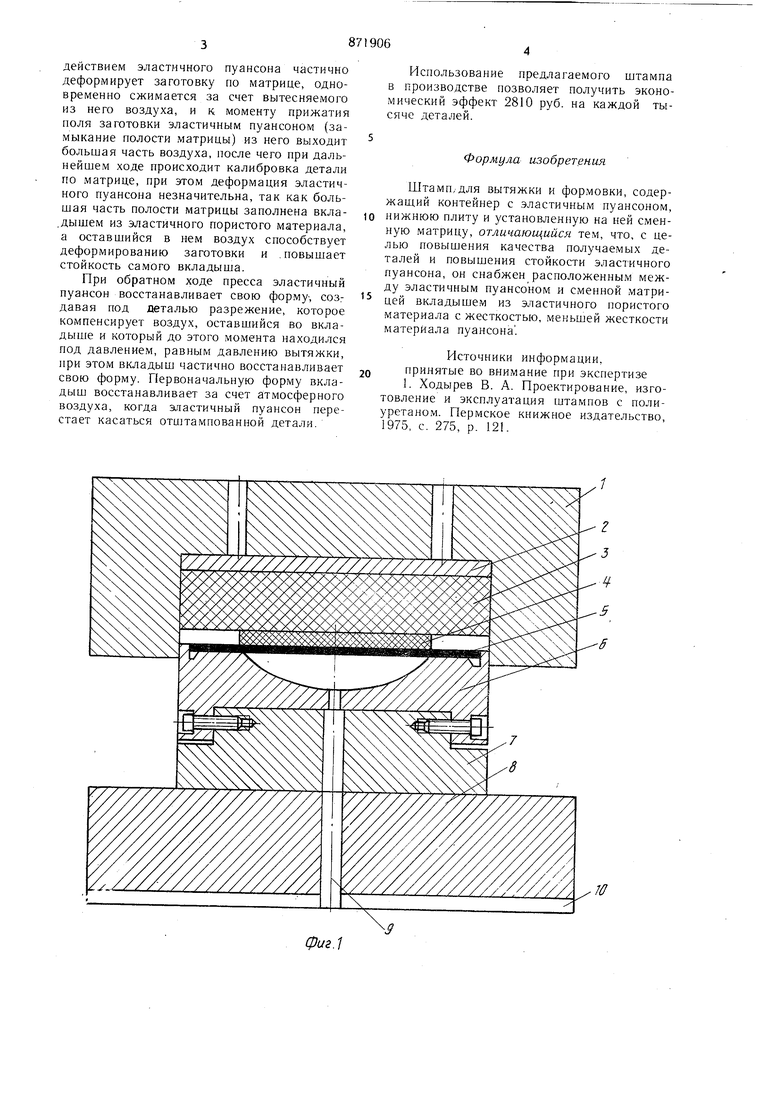
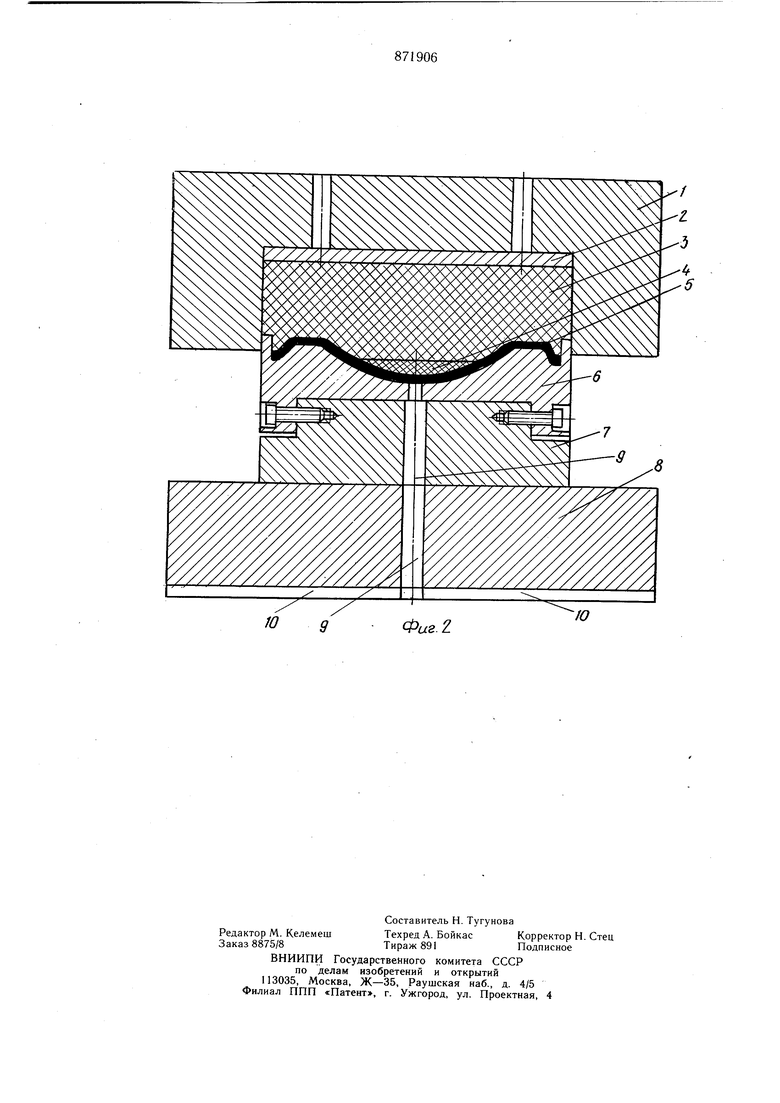
На фиг. 1 показан предлагаемый штамп, разрез; на фиг. 2 - схема вытяжки-формовки детали.
В контейнере 1 помещена подкладная плита 2, которая служит для выпрессовки изношенного эластичного пуансона 3. Вкладыш 4 из эластичного пористого материала
20 формообразовании.
При рабочем ходе (фиг. 2) вкладыш из эластичного пористого материала под
действием эластичного пуансона частично деформирует заготовку по матрице, одновременно сжимается за счет вытесняемого из него воздуха, и к моменту прижатия поля заготовки эластичным пуансоном (замыкание полости матрицы) из него выходит большая часть воздуха, после чего при дальнейшем ходе происходит калибровка детали по матрице, при этом деформация эластичного пуансона незначительна, так как большая часть полости матрицы заполнена вкла.дышем из эластичного пористого материала, а оставшийся в нем воздух способствует деформированию заготовки и .повышает стойкость самого вкладыша.
При обратном ходе пресса эластичный пуансон восстанавливает свою форму-, созг давая под деталью разрежение, которое компенсирует воздух, оставшийся во вкладыше и который до этого момента находился под давлением, равным давлению вытяжки, при этом вкладыш частично восстанавливает свою форму. Первоначальную форму вкладыш восстанавливает за счет атмосферного воздуха, когда эластичный пуансон перестает касаться отштампованной детали.
Использование предлагаемого штампа в производстве позволяет получить экономический эффект 2810 руб. на каждой тысяче деталей.
Формула изобретения
Штамп,для вытяжки и формовки, содержаший контейнер с эластичным пуансоном, нижнюю плиту и установленную на ней сменную матрицу, отличающийся тем, что, с целью повышения качества получаемых деталей и повышения стойкости эластичного пуансона, он снабжен расположенным между эластичным пуансоном и сменной матрицей вкладышем из эластичного пористого материала с жесткостью, меньшей жесткости материала пуансона .
Источники информации, принятые во внимание при экспертизе
