Изобретение относится к листовой штамповке, в частности, к технологической оснастке для холодной листовой штамповки, и может быть использовано в различных отраслях машино- строения.
Цель изобретения - повьпиение качества готовых изделий и стойкости эластичной среды.
На фиг, 1 представлен штамп в ис ходком положении и в момент окончани гибки бортов и полок, общий вид; разрез; на фиг. 2 - то же, в момент oкoнчa шя формовки детали.
Штамп сод ержит верхнюю плиту 1 и пуансон 2, который имеет формовочный и гибочный контуры. В нижней части штамповки находится контейнер 3 с помещенными в нем подкладной плитой 4 и эластичной средой 5. На верхнем торце контейнера 3 выполнено углубление, в котором разметцен фиксатор 6, Бьтолненный из эластичного мате- риала в виде рамки. В фиксаторе 6 размещена пластина 7 из эластичного материала, например, полиуретана марки СКУ-7Л. На эластичную пластину 7, в выемку фиксатора 6 укладывается заготовка 8. Глубина Ъ выемки фиксатора 6 равна толщине S штампуемой за готовки 8 и определяется из выражения
B(25-30)S, мм.
Величина зазора Z между стенками контейнера и меньшей ступенью пуансона 2 зависит от радиуса перехода от борта к полке детали 9 и определяется из соотношения
г(0,8-0,9)В+Ъ, мм.
При увеличении указанного радиуса величина Z также увеличивается, а при R 62S величина зазора минимальная.
Штамп работает следующим образом.
На эластичную пластину 7 в фиксатор 6 укладывается заготовка 8, При опускании верхней части штампа пуансон 2 соприкасается с заготовкой .8, передает давление на эластичную пластину 7, которая взаимодействует с внутренним контуром контейнера 3, изгибается, а при дальнейшем ходе пуансона 2 деформируется по толщине и втягивается в зазор между стенками контейнера 3 и меньшей ступенью пуансона 2. Одновременно с пластиной 7 изгибается заготовка 8 и при- втя
0 5 0
г
5
O
гивании пластины 7 в зазор Z на переходном от торца к стенке радиусе контейнера возникает реактивная сила Р, направленная к меньшей ступени пуансона 2, вследствие чего происходит фиксирование полки детали 9.При дальнейшем опускании верхней части штампа пластина 7 с заготовкой 8 полностью втягивается в зазор Z.
Пуансон 2 своей большей ступенью замыкает полость контейнера 3, после чего происходит соприкосновение пластины 7 с эластичной средой 5, давление возрастает и заканчивается формообразование детали 9, при этом эластичная среда 5 деформируется всего лишь на 2-3 мм в зависимости от глубины полостей формуемой детали 9.
Величина Н задается на 10-15 мм больше суммарной толщины эластичной пластины 7 и высоты меньшей ступени пуансона 2, выбирается в зависимости от степени деформации пластины 7 и должна обеспечивать замыкание полости контейнера 3 большей ступенью пуансона 2 до соприкосновения эластичной пластины 7 с эластичной средой 5.
Таким образом, штамп обладает
следуюш 1ми преимуществами..
I
Заготовка фиксируется на сменной полиуретановой пластине, вследствие чего отпадает необходимость в специальных элементах фиксации. Операция гибки бортов и полок производится до .операции формовки-вытяжки путем совмещенного изгиба эластичной пластины и заготовки о внутренний контур контейнера при минимальных усилиях. Исключены условия гофрообразо- вания, К моменту начала формовки-вытяжки борта уже отогнуты, жесткость (устойчивость) при этом возрастает в несколько раз ,. качество штамповки гарантируется. Операция формовки-вытяжки осуществляется при минимально необходимой глубине внедрения (2-3) пуансона в эластичную среду, что резко увеличивает ее стойкость. Размеры эластичной СР65ДЫ меньше размеров заготовки, что снижает усилие деформирования.
Формула изобретения
1. Штамп для формовки и гибки, содержащий закрепленный на верхней плите жесткий пуансон и установлен- ный на нижней плите полый контейнер
с эластичной соедой, о т л и ч а- ю щ.и и с я тем, что,, с целью повышения качества готовых изделий и стойкости эластичной среды, контейнер выполнен с кольцевым углублением со стороны, обращенной к пуансону, и снабжен установленными в упомянутом углублении эластичной пластиной и охватывающим ее эластичным фиксатором с выемкой для заготовки, пуансон выполнен ступенчатым с большей степенью со стороны опорного торца и установлен с возможностью вхождения большей ступенью в полость контейнера и образованием м ежду стенкой контейнера и его меньшей ступенью вертикального зазора, а эластичная сре
да установлена в контейнере с горизонтальным зазором между ее рабочей плоскостью и обращенной к ней плоскостью зласти чной пластины, превьша- ющем на 10-15 мм сумму толщины элас тичной пластины и высоты меньшей ступени пуансона.
2, Штамп по п. 1, отличающийся тем, что.односторонний вертикальньй зазор между стенкой контейнера и меньшей ступенью пуансона определяется из выражения
Z(0,8-0,9)B-fb,
где В - толщина эластичной пластины; Ъ - глубина выемки под заготовку фиксатора.
Фиг.2.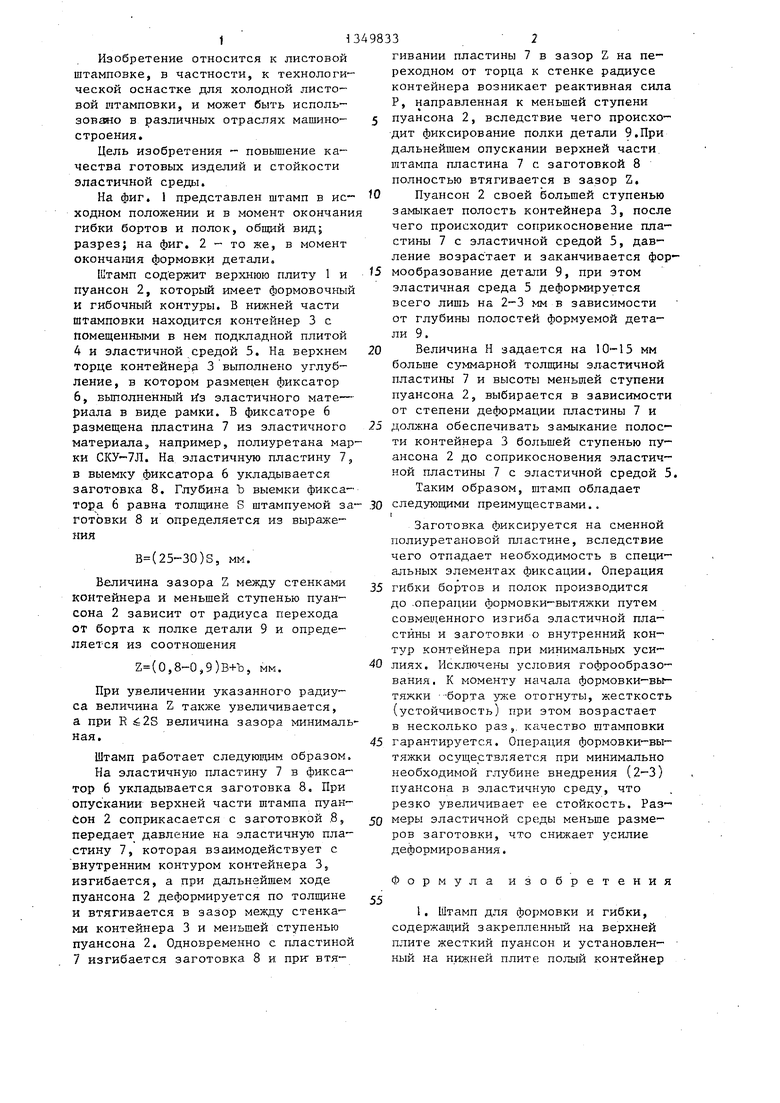
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для формовки и обрезки бортов | 1980 |
|
SU995988A1 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| Штамп для вырубки деталей и пробивки отверстий эластичной средой | 1979 |
|
SU854514A1 |
| Штамп для формовки и обрезкибОРТОВ | 1977 |
|
SU816619A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Штамп для вытяжки | 1979 |
|
SU871906A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |

Изобретение относится к листовой штамповке и может быть использовано в различных отраслях машиностроения для изготовления изделий из листового материала с использованием эластичной рабочей среды. Цель изобретения - повьшение качества готовых изделий и стойкости эластичной среды. Контейнер 3 со стороны открытого торца снабжен эластичным фиксатором 6j охватывающим эластичную пластину (ЭП). Эластичная среда 5 размещена в контейнере 3 с горизонтальным зазором между ее рабочей плоскостью и обращенной к ней плоскостью ЭП 7, превьшшощим на 10-15 мм сумму толщины ЭП 7 и высоты меньшей ступени пуансона 1, который имеет большую ступень со стороны опорного торца. При штамповке ЭП 7 изгибается, одно- . временно с заготовкой 8 и втягивается в зазор Z между меньшей ступенью пуансона 1. и стенкой контейнера 3. г(0,8-0,9)В+Ъ, где В - толщина Ъ - глубина выемки под.-заготовку фиксатора. При дальнейшем ходе пуансона 1 он своей большей ступенью замыкает полость контейнера 3. ЭП 7 соприкасается с эластичной средой 5, давление возрастает, и формообразование заканчивается. 1 з.п. ф-лы, 2 ил. с 3 (Л W) 4: со 00 со 00
Редактор А.Козориз
Составитель О.Матвеева Техред М.Ходанич
5215/7
Тираж 73IПодписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М. Демчик
| Ходырев В.А | |||
| Проектирование, изготовление и эксплуатация штампов с полиуретаном | |||
| Пермь, 1975, № 48, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| табл | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
