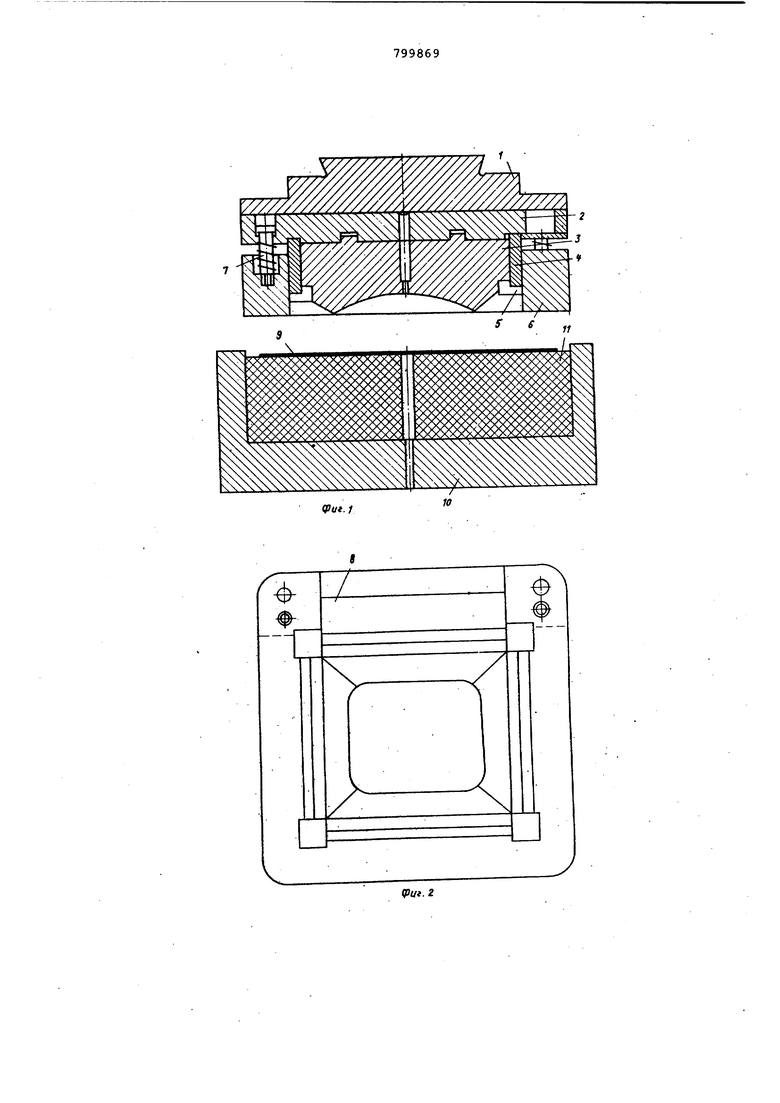
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении. Известен штамп для вырубки и формовки, имеющий контейнер с эластичным вкладышем, жесткую матрицу для обрезки и жесткую пуансон-матрицу для вырубки и формовки и прижим И Однако, в известном штампе не про изводится отгибка бортов, а формовка производится перед обрезкой. Известен штамп для формовки, обрезки и пробивки, содержащий контейтнер с эластичным вкладышем, а также шаблон-пуансон для обрезки , формовки и пробивки И Недостаток состоит в том, что штамп не содержит прижима, обрезка производится после формовки, что не позволяет производить на штампе также и гибку. Известен комбинированный штамп дл вырубки контура, вытяжки и гибки бор тов, содержащий в одной части контей нер с эластичным вкладышем, и в дру гой части плиту, несущую вытяжной и вырубной пуансоны. Последний выпол нен в виде рамки и после осуществления вырубки и формообразования снимается, а в штампе производится первая гибка, после чего убирается подкладочная планка и осуществляется вторая гибка 3} . Однако в этом штампе вытяжка, вырубка и гибка, производятся после промежуточной переналадки штампа (за три хода пресса), что повышает трудоемкость изготовления деталей. Цель изобретения - снижение трудоемкости изготовления деталей путем осуществления вырубки, вытяжки и гибки бортов за один ход пресса. С этой целью вырубной пуансон выполнен составным из ножей, часть из которых, оформляющая преимущественно вырезы в углах детали со стороны рабочих торцов, расположена ближе к эластичному вкладышу, чем другая часть ножей, штамп снабжен подпружиненным прижимом, охватывающим другую часть ножей, а вытяжной пуансон . выполнен ступенчатым и одна из его ступеней сделана по форме, соответствующей форме отогнутых участков детали. На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - верхняя
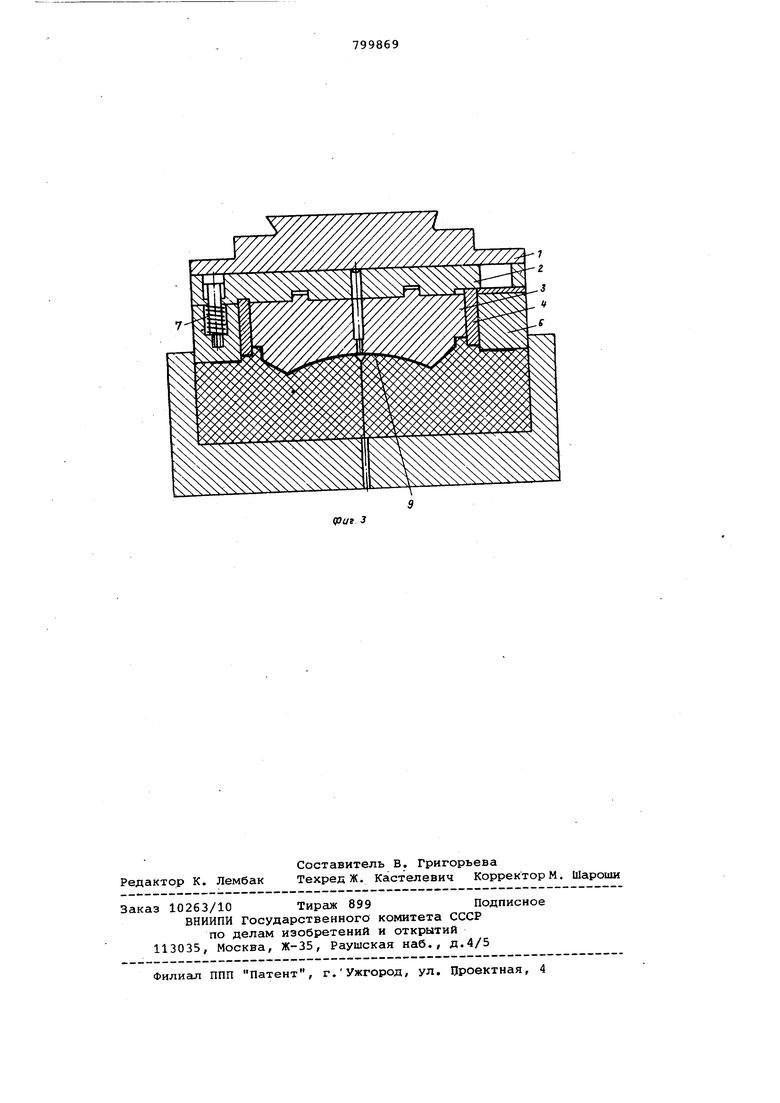
часть штампа, вид снизу на фиг. 3 штамп в нижнем положении при вытяжке с одновременной формовкой и.гибкой бортов.
На верхней плите 1 закреплена плита 2, .к которой крепится формообразующий (вытяжной) пуансон 3, который по наружному периметру выпол:нен ступенчатым, форма ступени соответствует профилю гибки - форме отогнутых участков детаэти. На плите 2 закреплен винтами вырубной контурный пуансон, который состоит из ножей 4, а также ножей 5, вырубающих преимущественно углы детсши, прижима с неподвижной секцией 6, который подпружинен пружина1ми 7. Высота ножей 5 больше высоты ножей 4 -на 8-10 толщин штампуемого материала, т.е, торцы ножей 5 расположены ближе к эластичному вкладышу, чем торцы ножей 4, Ъдин нож 4 контурного вырубного пуансона и два ножа 5 вырубного пуансона ,выполнены подвижными за счет того, что в плите 2 имеется направляющий паз и дополнительные отверстия для крепления ножей. Передвижной нож 4 контурного вырубного пуансона и два передвижных ножа 5 вырубного пуансона устанавливают в пазу по пуансону
3и крепят винтами к плите 2 через дополнительные отверстия.
Прижим состоит из 2-х секций и соответствукяцая секция 8 его, которая взаимодействует с подвижным ножом
4контурного вырубного пуансона, также имеет возможность перемещаться по пазам, выполненным в неподвижной секции 6 прижима. Бее это дает возможность установить в штампе другой формообразующий (вытяжной) пуансон, один габаритный размер которого больше прежнего. Во избежание присасывания отштампованной детали 9
к пуансону 3 в нем и в плите 2 выполнены отверстия с выходом на боковую поверхность для доступа воздуха между отштампованной деталью и рабочей поверхностью формообразующего пуансона 3, Для исключения коробления отштампованной детали 9 вследствие образования вакуума между отштампованой деталью и эластичным вкладышем в нем и в контейнере 10 с эластичным вкладышем 11 также выполнены отверстия для подвода воздуха.
При рабочем ходе (фиг. 2) заготовка прижимается прижимом 6 и 8 от пружины 7 к эластичному вкладышу.Формообразующий пуансон 3 через заготов у 9 деформирует эластичный вкладыш 11, одновременно происходит обрезка поля заготовки сначала на выступающих ножах .5 вырубного пуансона, а затем на ножах 4 вырубного пуансона. При дальнейшем внедрении формообразующего пуансона 3 в эластичный вкладыш 11 прижимы б и 8 упираются в плиту 2 и происходит гибка бортов по профилю ступени формовочного пуансона и окончательное оформление профиля детали.
Таким образом, в предлагаемом штапе сложная панель вытягивается и обрезается по контуру с отгибкой бортов за один рабо ий ход пресса. Кроме того, устройство обеспечивает штамповку одновременно двух-трех деталей при использовании сменного формовочного пуансона. Трудоемкость изготовления деталей снижается.
Формула изобретения
Комбинированный штс1мп для вырубки контура, вытяжки и гибки бортов, содержа1ций в одной части контейнер с эластичным вкладышем, и в другой части плиту, несущую вытяжной и вырубной пуансоны, отличающис я тем, что с целью снижения трудоемкости изготовления деталей путем осуществления вырубки, вытяжки и гибки за один ход пресса, вырубно пуансон выполнен составным из ножей часть из которых, оформляющая преимущественно вырезы в углах детали со стороны рабочих торцов, расположена ближе к эластичному вкладьдиу, чем другая часть ножей, штамп снабжен подпружиненным прижимом, охватывающим другую часть ножей, а вытяжной пуансон выполнен ступенчатым, и одна из его ступеней выполнена по форме, соответствующей форме отонутых участков детали.
Источники информации, принятые во внимание при экспертизе
1.Мерещин В.Т. Атлас схем Листовая штамповка , 1975, М., Машиностроение, с. 11, фиг. 533.
2.Мерещин В.Т. Атлас схем Листовая штамповка, М., Машиностроение, 1975, с. 165, фиг. 518.
3.Ходырев В.А. Проектирование, изготовление и эксплуатация штампов с полиуретаном, Пермь, 1975, с. 286 (прототип).
.f

| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
/
