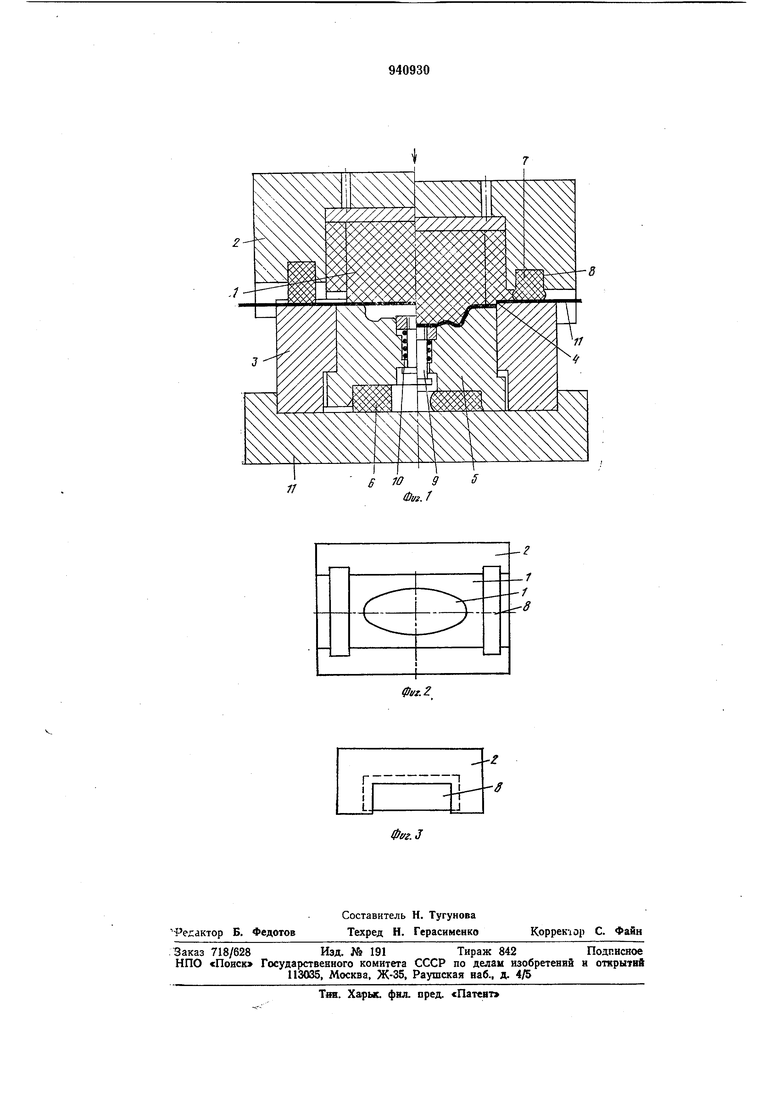
прямоугольного сечения 9, онирающийся на пружину 10, и нижнюю плиту 11.
I
Работает штамп следующим образом. Заготовку - полосу - укладывают в паз сменного корпуса 3. С началом хода верхней плиты пресса вниз прижим прижимает полосу к сменному корпусу 3, а выступ эластичного инструмента 1 производит вытяжку детали по .центральной формообразующей части 5 жесткого инструмента. При этом упругий элемент 6 удерживает центральную формообразующую часть 5 в верхнем положении. После завершения вытяжки детали давление в контейнере 2 резко возрастает, в результате чего упругий элемент 6 сжи|Мается, центральная формообразующая часть 5 опускается до упора в нижнюю плиту И, и происходит вырубка детали по внутренней поверхности сменного корпуса 3. В конце хода пресса вниз эластичный инструмент 1, оказавшись в замкнутом объеме между деталью, стенками контейнера и эластичными вставками, производит иоформовку и калибровку детали по центральной формообразующей части 5 жесткого инструмента, за счет утоне;ния М1атериала. При ходе верхней плить пресса вверх упругий элемент 6 возвращает центральную формообразующую часть 5 жесткого инструмента в исходное положение, а выталкиватель 9 под воздействием пружины 10 удаляет деталь из жесткого инструмента.
Конструкция комбинированного штампа за один рабочий ход обеспечивает выполнение вытяжки и формовки с последующей
вырубкой контура вытянутой детали эластичной средой, что значительно повышает качество изготавливаемых деталей.
Ожидаемый экономический эффект от внедрения одного штампа с комплектом из 10 сменных пакетов составляет 7,124 тыс. руб. в год.
Формула изобретения
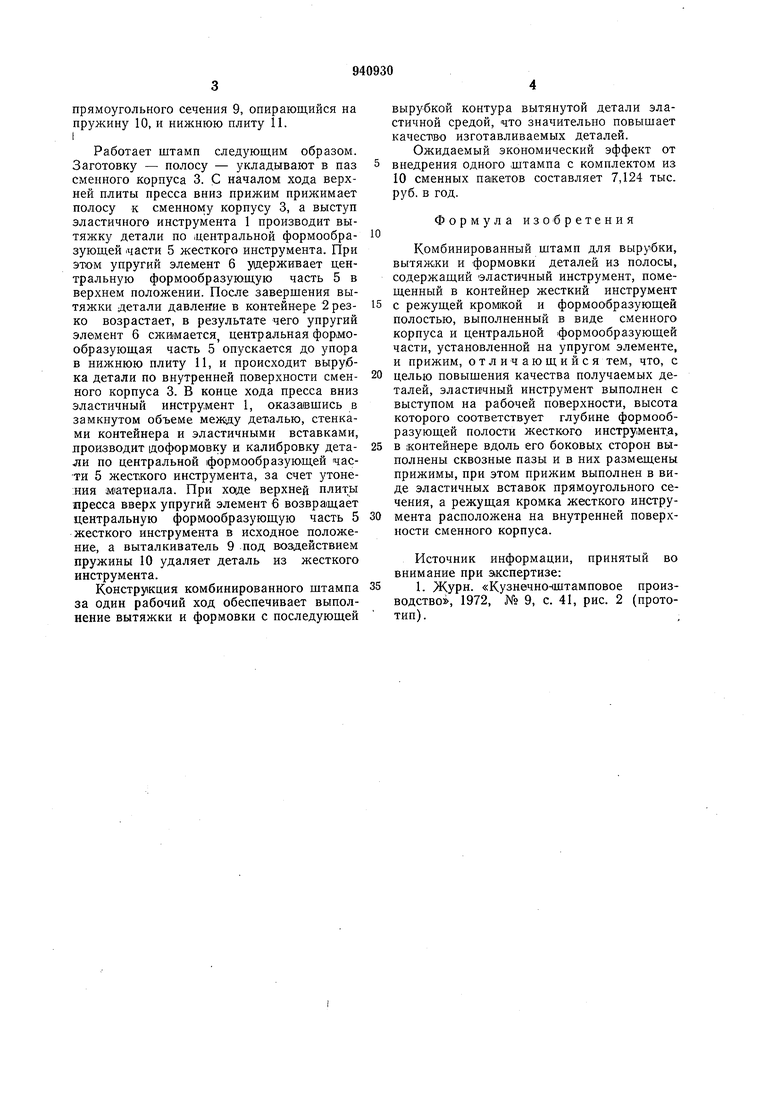
Комбинированный штамп для вырубки, вытяжки и формовки деталей из полосы, содержащий эластичный инструмент, помещенный в контейнер жесткий инструмент с режущей кромкой и формообразующей полостью, выполненный в виде сменного корпуса и центральной формообразующей части, установленной на упругом элементе, и прижим, о т л и ч аю щ и и с я тем, что, с целью повыщения качества получаемых деталей, эласти чный инструмент выполнен с выступом на рабочей поверхности, высота которого соответствует глубине формообразующей полости жесткого инструмента, в контейнере вдоль его боковых сторон выполнены сквозные пазы и в них размещены прижимы, при этом прижим выполнен в виде эластичных вставок прямоугольного сечения, а режущая кромка жесткого инструмента расположена на внутренней поверхности сменного корпуса.
Источник информации, принятый во внимание нри экспертизе:
1. Журн. «Кузнечнонщтамповое производство, 1972, № 9, с. 41, рис. 2 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОЛУПАТРУБКОВ ИЗ ПОЛОСЫ | 1991 |
|
RU2043179C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Кассета универсального штампа | 1981 |
|
SU1069905A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |