(54) СПОСОБ ИЯЧЭГГОВЛЕНИЯ ОБЛЕГЧЕННЫХ БАЛОК МЕТАЛЛИЧЕСКИХ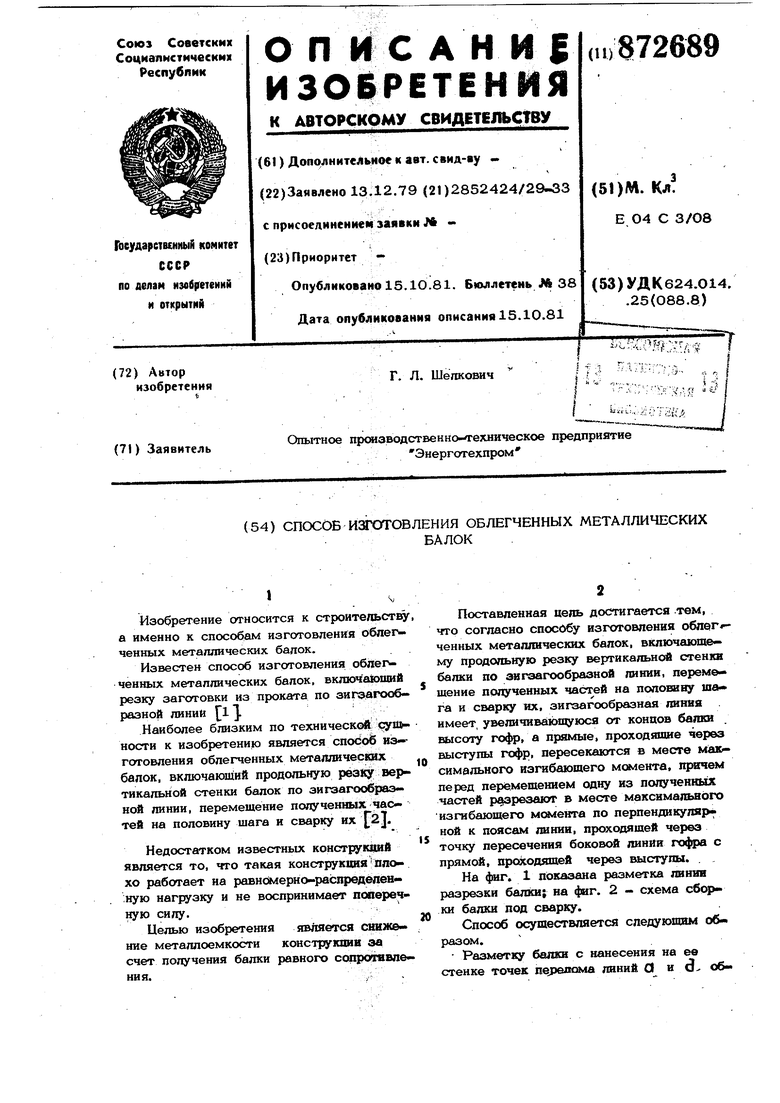
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления облегченной металлической балки | 1991 |
|
SU1795035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Способ изготовления металлической перфорированной балки | 1988 |
|
SU1609529A1 |
| Способ изготовления предварительно напряженной перфорированной металлической балки | 1983 |
|
SU1159995A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1754374A1 |
| Способ изготовления облегченных металлических балок | 1984 |
|
SU1250628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1738965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| Способ изготовления облегченных балок | 1982 |
|
SU1097766A1 |
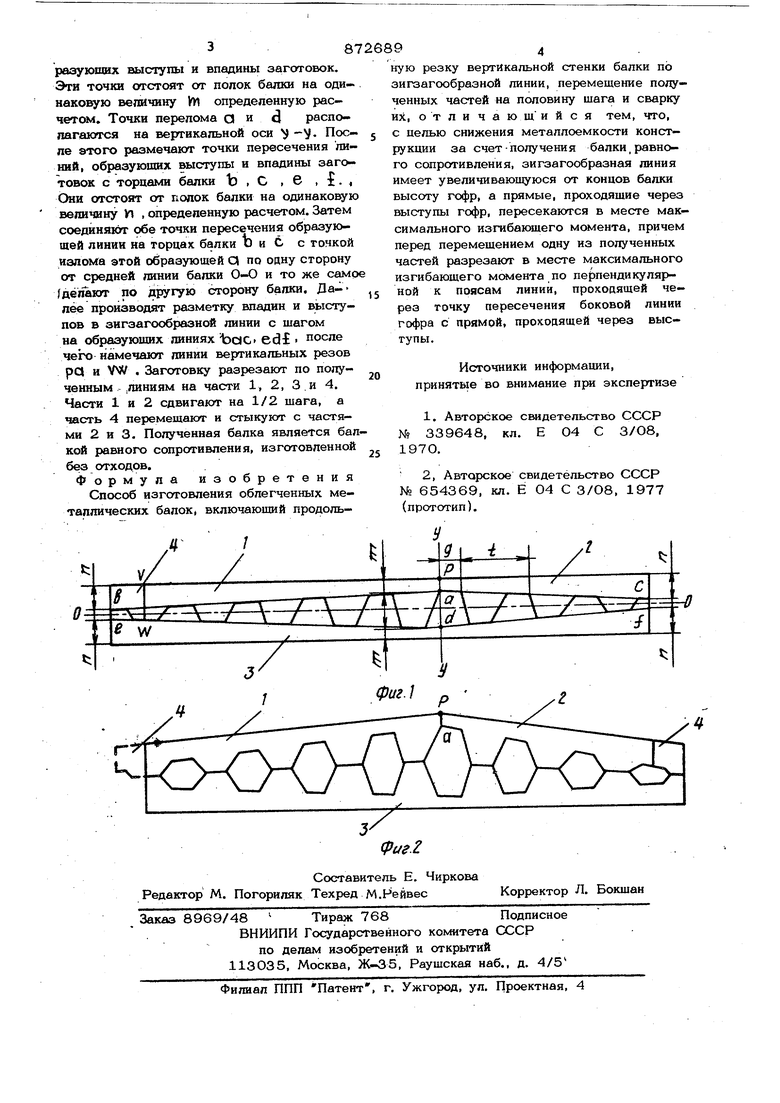
. . Изобретение относится к строительству а именно к способам изготовления облегченных металлических балок. Известен способ изготовления облепченных металлических балок, включающий резку заготовки из проката по зигзагообразной линии 1 Наиболее близким по технической; pyilbности к изобретению является способ из- готовления облегченных металлических балок, включающий продольную резку oeiv тикальной стенки балок по зигзагообразной линии, перемещение полученных-частей на половину шага и сварку их f2j. Недостатком известных конст кций является то, что такая конструкция пло хо работает на равномерно-распредёлен:ную нагрузку и не воспринимает поперечную силу. Целью изобретения является снижение металлоемкости конструкции за счет получения балки равного сощххгивле- ния. Поставленная цель достигается .тем, что согласно способу изготовления облвг ченных металлических балок, включающему продольную резку вертикальней стенки балки по зигзагообразной линии, перемещение полученных частей на половину ща- га и сварку их, зигзагообразная линия имеет, увеличивающуюся от концов балки высоту го, а прямые, проходящие через выступы гофр, пересекаются в месте м&к симального изгибающего момента, причем перед .мещеш1ем одну из полученных частей разрезают в месте максимального изгибающего момента по перпендикуляр ной к поясам линии, проходящей через точку пересечення боковой линии гофра с прямой, проходящей через выступы. . На фиг. 1 показана разметка линии разрезки балки; на фиг. 2 - схема сборки балки под сварку. Способ осушествляется следующим образом. Разметку балки с нанесения на ее стенке точек nejpeaoMa линий d и д об
