(54) СПОСОБ ИСПЫТАНИЯ НА МОРОЗОСТОЙКОСТЬ - МАШЖТ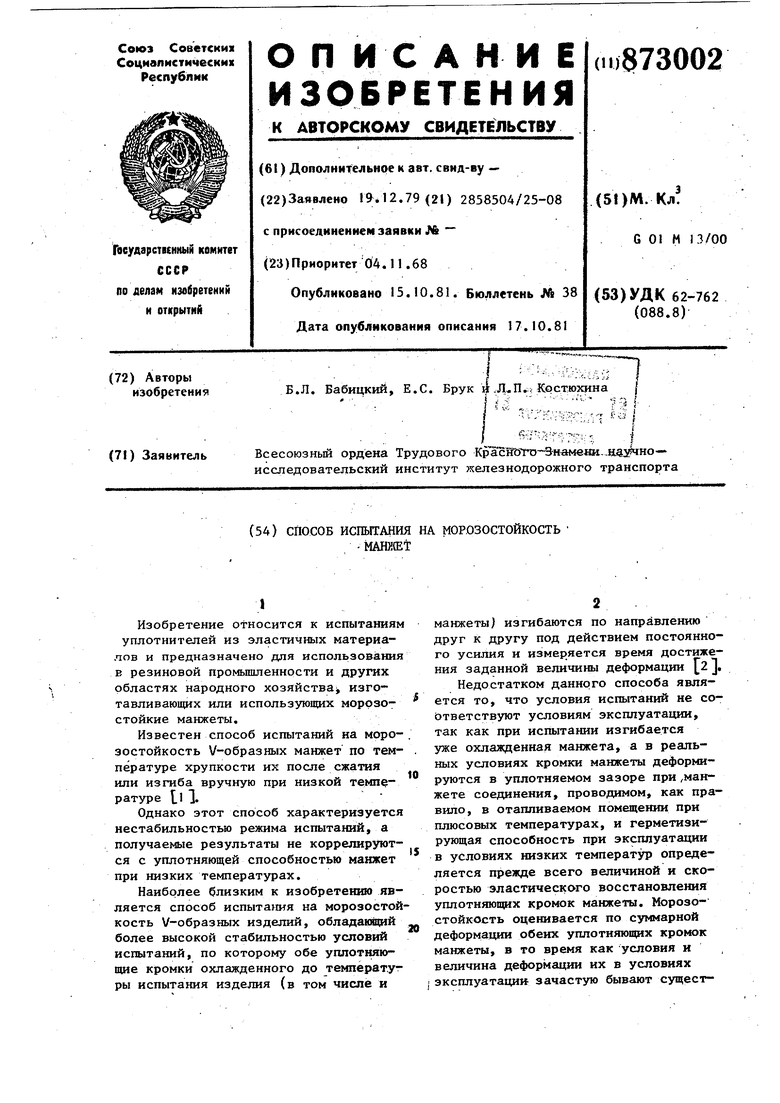

| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА V-ОБРАЗНОГО СЕЧЕНИЯ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА ДЛЯ ГЕРМЕТИЗАЦИИ КОЛЬЦЕВОГО ЗАЗОРА В ПОДВИЖНЫХ СОЕДИНЕНИЯХ С ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫМ ДВИЖЕНИЕМ | 1992 |
|
RU2027930C1 |
| ПРИБОР ДЛЯ ИСПЫТАНИЯ ГИБКИХ ИЗДЕЛИЙ НА МОРОЗОСТОЙКОСТЬ | 1971 |
|
SU293202A1 |
| КЛАПАННОЕ УПЛОТНЕНИЕ | 2006 |
|
RU2344326C2 |
| СПОСОБ ОБРАБОТКИ ДЕФОРМИРОВАННЫХ | 1973 |
|
SU407919A1 |
| УПЛОТНЕНИЕ ПОРШНЯ | 2004 |
|
RU2269050C1 |
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2012 |
|
RU2522731C1 |
| Уплотнительная манжета | 1980 |
|
SU932039A1 |
| Способ изготовления металлической спиральношовной трубы и устройство для его осуществления | 1981 |
|
SU1095874A3 |
| Прибор для испытаний манжет из эластичных материалов на морозостойкость | 1979 |
|
SU894439A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
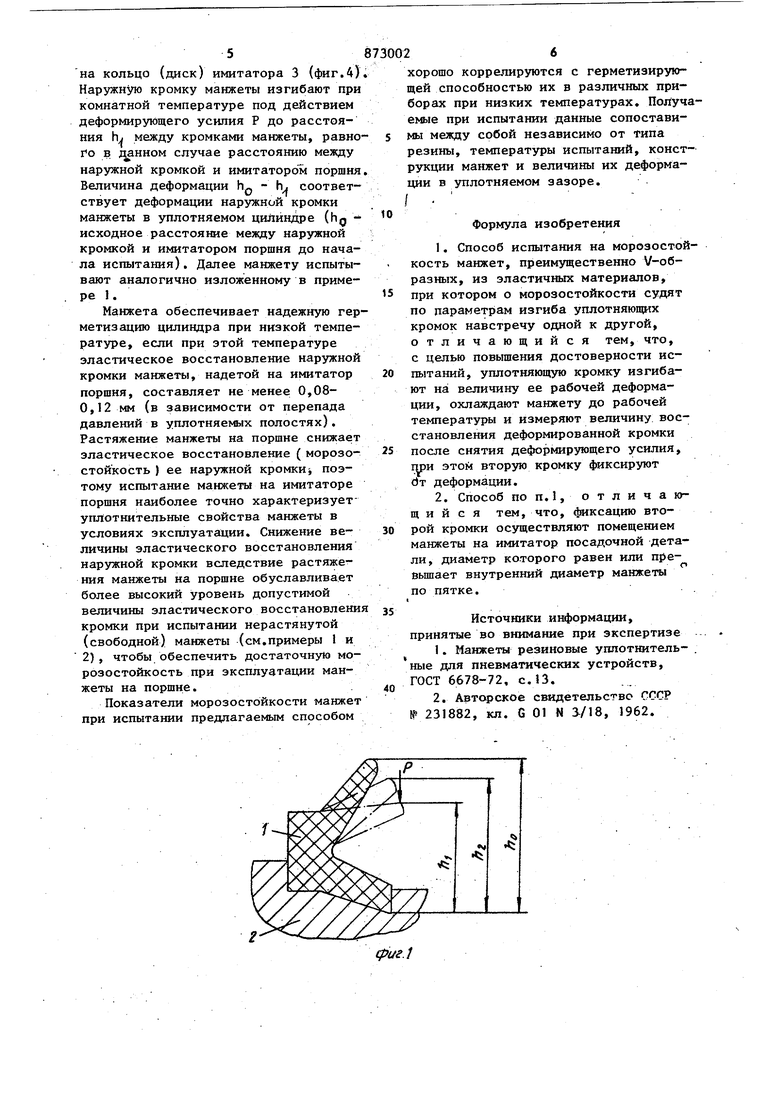
Изобретение относится к испытаниям уплотнителей из эластичных материалов и предназначено для использования в резиновой промышленности и других областях народного хозяйства изготавливающих или использующих морозостойкие манжеты. Известен способ испытаний на морозостойкость V-образных манжет по темпёратзфе хрупкости их после сжатия или изгиба вручную при низкой темпе ратуре Однако этот способ характеризуется нестабильностью режима испытаний, а получаемые результаты не коррелируются с уплотняющей способностью манжет при низких температурах. Наиболее близким к изобретению является способ испытания на морозостой кость V-образных изделий, обладающий более высокой стабильностью условий испытаний, по которому обе уплотняющие кромки охлажденного до температуры испытания изделия (в том числе и манжеты) изгибаются по направлению друг к другу под действием постоянного усилия и измеряется время достижения заданной величины деформации 2. Недостатком данного способа является то, что условия испытаний не соответствуют условиям эксплуатации, так как при испытании изгибается уже охлажденная манжета, а в реальных условиях кромки манжеты деформируются в уплотняемом зазоре при ,манжете соединения, проводимом, как правило, в отапливаемом помещении при плюсовых температурах, и герметизирующая способность при эксплуатации в условиях низких температур определяется прежде всего величиной и скоростью эластического восстановления уплотняющих кромок манжеты. Морозостойкость оценивается по суммарной деформации обеих уплотняющих кромок манжеты, в то время как условия и величина деформации их в условиях эксплуатации зачастую бывают сущест3венно разными. Кроме того, у многих манжет конструкция и деформируемость наружной и внутренней уплотняющих кромок значительно отличаются. При этом время достижения заданной величины деформации столь резко зависит от модуля резины, ее морозостойкости температуры испытания, конструкции манжет и деформирующего усилия, что для обеспечения проведения испытаний в реально приемлемые сроки приходится для каждого конкретного случая jc учетом модуля и морозостойкости ре зины, температуры испытания и конструкции манжеты) подбирать соответствующее деформирующее ускпие. Поэтому результаты- испытаний зачастую не сопоставимы. Целью изобретения является повышение достоверности испытаний и полу чение сопоставимых объективных показателей морозостойкости. Для достижения указанной цели одна из уплотняющих кромок манжеты изгибается при комнатной температуре по направлению к другой кромке на величину деформации ее в уплотняемом зазоре, манжета охлаждается до темпе ратуры испытания, и при этой темпера туре измеряется величина эластического восстановления деформированной кромки после снятия деформирующего усилия, при этом вторую кромку фикси руют от деформации, В целях предотвращения изгиба вто рой уплотняющей кромки при испытании ее предварительно фиксируют таким образом, что она не деформируется (не изгибается) в момент изгиба испытываемой другой уплотняющей кромки Для этого манжеты помещают в .соответ ствующее гнездо или надевают на имитатор поршня, диаметр которого равен или превьш1ает внутренний диаметр ман жеты по пятке. На фиг.1 изображена деформация кромки манжеты при испытании; на фиг.2 - положение манжеты в гнезде прибора при определении морозостойкости наружной уплотняющей кромки; на фиг.З - положение манжеты в гнез де прибора при определении морозостойкости внутренней уплотняющей крбмки; на фиг.4 - положение манжет на имитаторе поршня при определении морозостойкости наружной уплотняющей кромки. Пример 1. Манжету для уплотнения цилиндра помещают в гнездо 2 2, фиксирующее положение внутренней уплотняющей кромки (фиг.2). Наружную кромку манжеты изгибают при комнатной температуре под действием деформирующего усилия Р до расстояния h. между кромками манжеты (фиг.1). Величина деформации - h (Ьд- исходное расстояние между кромками манжеты до начала испытания) соответствует деформации нарзтаной кромки манжеты в уплотняемом цилиндре. Затем деформированную манжету охлаждают в жидкой среде при низкой температуре испытания, освобождают (не вынимая из охлаждающей среды) от деформирующего усилия и измеряют при этой температуре расстояние h между кромками манжеты (фиг.1). Величина эластического восстановления деформированной кромки Н, hrt hy. Манжета обеспечивает надежную герметизацию цилиндра при низкой температуре, если эластическое восстановление ее наружной кромки при этой температуре не менее 0,200,25 мм (в зависимости от перепада давлений в уплотняемых г олостях). Пример 2. Манжету 1 для уплотнения штока помещают в гнездо 2, фиксирующее положение наружной уплотняющей кромки (фиг.З). Внутреннюю кромку манжеты изгибают при комнатной температуре под действием деформирующего усилия Р до расстояния h между кромками манжеты (фиг. 1). Величина деформации соответствует деформации внутренней кромки манжеты на уплотняемом штоке. Затем деформированную манжету охпаждают 5 мин в жидкой среде при низкой температуре испытания, освобождают (не вынимая из охлаждающей среды) от деформирующего усилия и через 3 мИн измеряют при этой температуре h л между кромками манжеты (фиг.1). Величина эластического восстановления деформированной кромки Н , . - С Манжета обеспечивает надежную герметизацию штока при низкой температуре, если эластическое восстановление ее внутренней кромки при этой температуре не менее 0,20-0,25 мм (в зависимости от перепада давлений в уплотняемых полостях). Пример 3. Манжету 1 для уплотнения цилиндра, у которой диаметр но внутренней пятке D (фиг.2) меньше диаметра канавки поршня d, надевают
на кольцо (диск) имитатора 3 (фиг.4) Наружную кромку манжеты изгибают при комнатной температуре под действием деформирующего усилия Р до расстояния hj между кромками манжеты, равного в цанном случае расстоянию между наружной кромкой и имитатором поршня Величина деформации h - h. соответствует деформации наружной кромки манжеты в уплотняемом цилиндре (hg исходное расстояние между наружной кромкой и имитатором поршня до начала испытания). Далее манжету испытывают аналогично изложенному в примере 1 .
Манжета обеспечивает надежную герметизацию цилиндра при низкой температуре, если при этой температуре эластическое восстановление наружной кромки манжеты, надетой на имитатор поршня, составляет не менее 0,080,12 мм (в зависимости от перепада давлений в уплотняемых полостях). Растяжение манжеты на поршне снижает эластическое восстановление ( морозостойкость ) ее наружной кромки поэтому испытание манжеты на имитаторе поршня наиболее точно характеризуетуплотнительные свойства манжеты в условиях эксплуатации. Снижение величины эластического восстановления наружной кромки вследствие растяжения манжеты на поршне обуславливает более высокий уровень допустимой величины эластического восстановления кромки при испытании нерастянутой (свободной) манжеты (см.примеры I и 2), чтобы обеспечить достаточную морозостойкость при эксплуатации манжеты на поршне.
Показатели морозостойкости манжет при испытании предлагаемым способом
хорошо коррелируются с герметизирующей способностью их в различных приборах при низких температурах. Получемые при испытании данные сопоставимы между собой независимо от типа резины, температуры испытаний, конструкции манжет и величины их деформации в уплотняемом зазоре.
/ Формула изобретения
с целью повышения достоверности испытаний, уплотняющую кромку изгибают на величину ее рабочей деформации, охлаждают манжету до рабочей температуры и измеряют величину восстановления деформированной кромки после снятия деформирующего усилия, при этом вторую кромку фиксируют dT деформации.
по пятке.
I
Источники информации, принятые во внимание при экспертизе
ГОСТ 6678-72, с.13.
