Практика изготовления коаксиальных высокочастотных кабелей локазывает, что повышение волнового сопротивления или уменьшение погонной емкости кабеля требуют либо увеличения диаметра кабеля, либо, при заданном диаметре кабеля, уменьшения диаметра жилы, уменьшения диэлектрической постоянной изолируюш,его материала кабеля или осуществления конструкции изоляции с малым удельным объемом изо,1ирую1це1Ч)материала в кабеле.
Наиболее эффективен последниа прием, так как при этом, наряду с улучШением электрических характ. теристик кабеля, имеется экономия материалов. Весьма распространенны.ми конструкциями высокочаетотпого кабеля этого типа являются конструкции; «шайбовая, «колпачковая, «кордельная и т. д.
Способы изготовлевия этих ти пов кабеля сложны и малопроизводительны.
Предлагаемый способ изготовления коаксиального высокочастотного кабеля с изоляцией из пластического материала дает уменьшеиие
погонной емкости и увеличение волнового сопротивления кабеля; это достигается уменьшение.м удельното объема диэлектрика в изоляции кабеля (т. е. понижением отношения объема диэлектрика к объему всей изоляции), которое осуществ..- яется тем, что в изоляционном материале кабеля, окружающем центральную жилу, вокруг центральной жилы оставлены воздушные каналы, параллельные центральной жиле кабеля.
При известных способах Изготов. кабелей с воздушно-пластмассовой изоляцией возникает необходимость наложения жесткого цилиндра из изоляции или металла вокруг внутреннего провода, что затрудняет непосредственное наложение обратного провода в виде мягкой оплетки. Это обстоятельство значительно осложняет производство и эксплуатацию и резко снижает достоинства кабеля.
Предлагаемый способ изготовления-кабеля придает изоляции, окружающей центральный провод, жесткую конструкцию (пяти- или шестиугольник), позволяюшую осушествить не1юсредствен ;;е иа,;ож1 п-ь мягкой мета.млическон ои/к-ткп обратного провода.
Таким образом может бып, изготовлен кабель, по своим AiexaHib чески.м свойствам мало уступаю1.иий кабелю со сплошным наполнением, а по своим эле ггрическим .характеристикам б.чизкин к кабеАям с шайбовой или колпачково конструкцией изоляции.
Другим важным CBOIICTBOM npe.i,Лагаемого способа является соз.можность повышения производи-тельности zieiiCTBylOHU-J.x 11рот5; кпь:х станков. Это объясняется тем, что при данном дпаметрс кабеля преде.тьная скорость кабеля
определяется тем количеством .uicсы, которое способен пропустить себя гфотяжной станок. Так как объем массы па метр длипы ripn предлагаемом способе ме 1ьп:о., eм в случае Изготов.тения кабе.ля сп сп.юшным паполпепием, то, еледовательно, скоростГ) п)отяжкп может быть увеличена.
При изготовлении кабеля по предлагаемому способу, с целью осун;еетвления продольных воздушных каналов в диэлектрике, окружающем центральную жилу, симметрично относите.пьно центрального отверстия дорна устанавливаются полые стержни, имеющие конфи17рапию, определяющуюся желаемой формой воздушных кана,||ОБ. Технология изготовления такого кабеля требует обязательного паличия в стержнях сквозных отверстий, через которые поступает воздух.
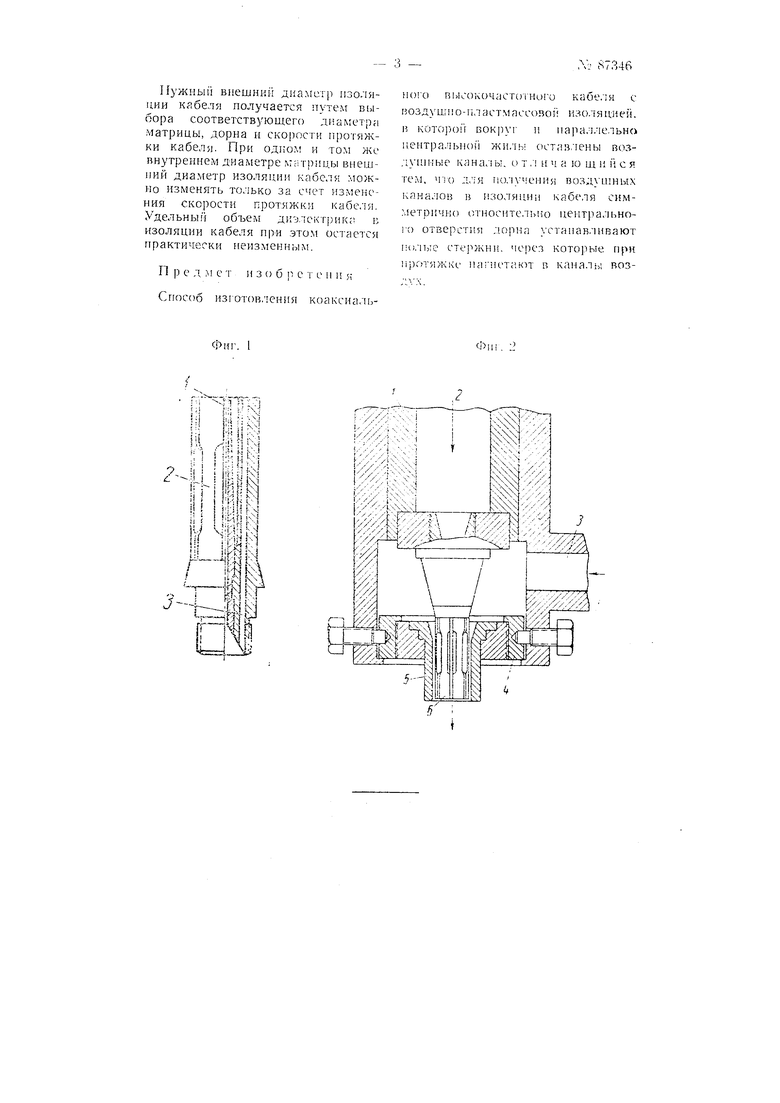
Наиболее целесообразная фор.ма выполнения предлагаемого дорна и способ его установки в матрице 1 риведены на прилагаемых чертежах (фиг. 1 н фнг. 2). Основной Особенностью этого дорна является наличие двух коаксиальных цилиндрических металлических трубок / и 2 (фиг. 1).
Трубка / тоикостенная н имеет внутренний диаметр несколько больший, чем диаметр провода центральной жилы кабеля.
Через эту трубку Нротяпивается провод (центральная жила кабеля. Внещняя поверхность трубки 1 дгожет быть конической.
Трубка 2 толстостенная, ISMCCTвпутренкий диаметр несколько боль1-пий, чем виещипг диаметр трубкя /. Fie внешпий дпа.метр определяется желательпь;м диаметрю.м кабеля. Стенкп этой трубки имеют радиа.тьные )сзп, сделанные под равными угла.ми. Длина этих прорезей вдоль образуюпдей опреде. ябтся, главным образом, требован;иями к мехапимескОЙ прочности дерна.
В теле ци.ли11дрической трубки 2 :сжду радиальным - прорезями сдс.га}П | вдоль образую1цей сквозные отверстия о, сообп.,8Ю)цисся с каналом тьигьной части дорна.
(Описанный дорн укрепл яется R обычном дорнодержателе протяжного пресса и располагается вггутри обычной матрицы, как это изображено на фиг. 2. Здесь ./--вту,тка, регулирующая вылет до1)на; 2-капал для нагнетания воздуха, - --отверстие для ПО.ДаЧИ НЗОЛЯЦИОН МЙ массы, 4-втулка д.И сов.мещения осей дорна и матрицы, .5 матрица и 6-дорн.
Масса выдавливается шнеком пресса, поступает в подогретом состоянии в щель между дорном и матрицей и равномерно заполнясг пространство между дорном и :лат|)ицей, а также прорези в трубке 2 (фиг. 1) и п)острапство между трубками / и 2.
8 результате одновременного движения провода и наплывания на провод выдавливаемой массы образуется нужная конструкция изо.тяцик с продольными воздушными каналами.
Выбором соотношений диаметраМИ матрицы и трубок дорна и щириной щелей, а также относительного расположения дорна и матрицы предлагается возможным видоизменять геометрические соотнощения в получаюишхся сечениях изоляции кабеля.
Сквозные отверстия в стенке трубки 2 обеспечивают заполнение воздухом получающихся полостей (каналов), которые при отсутствии доступа в них воздуха сплющ иваются внешним атмосферным давлением.
Нужный внешний диаметр изоляции кабеля иолучается путем Bi)iбора соответствующего диаметр; матрицы, дориа и скорости иротяжки кабеля. При одном и том же внутреннем диаметре л:атрицы внешний диаметр изоляции кабеля можио изменять только за счет измеиения протяжки кабе,1я. Удельный объем диэлектрик; и изоляции кабеля ири этом остается практически FieH3MeHHbiN.
П р е д Л е т и з о б р с т с и и я Сиособ изготов.чения коаксиальiioio П1 1сокочастотн1)го K;i6e.iH с иоздушпо-пластмассовой изоляцией, и )1 вокру И iiajia.i.ie.ibHo нейтральной жилы оставлены возл ин;ь е канасТы. о т. i и ч а ю ш и и с я тем, чго д.гя гкхчучения воздун ных каналов в изоляции кабеля сим.1етричц() относительно центр ал ьно14) отверстия лорна устанавливают по.тые . через которые при нагнета.ют R каиал;,; воз