Изобретение относится к области кабельной техники и может быть использовано при изготовлении кабелей с пластмассовой изоляцией.
Известны экструзионные головки для изолирования пластмассами жил секторной формы, в которых используется соответствующий технологический инструмент. Так, например, в английском патенте №1570386 МКИ В 29 F 3/10 патентуется набор инструмента для наложения электрической изоляции на токопроводящие жилы (ТПЖ) кабеля секторной формы. В дорне выполнено отверстие, соответствующее по форме поперечному сечению ТПЖ, а матрица представляет собой кольцо с отверстием круглой формы. При установке инструмента в головке пресса между дорном и матрицей образуется проход для экструдируемого материала. Принтом дорн не выступает за пределы матрицы в направлении движения ТПЖ.
Использование секторного инструмента (и дорна, и матрицы) рекомендуется разработчиком - Всероссийским научно-исследовательским институтом кабельной промышленности (ВНИИКП) - для изолирования ТПЖ секторной формы с обжатием за счет положения дорна и матрицы друг относительно друга.
Общими недостатками использования таких инструментов являются:
1. трудность изготовления качественного инструмента столь сложной конфигурации;
2. возможность повреждения поверхности ТПЖ и малого срока службы дорна за счет трения ТПЖ о внутреннюю поверхность дорна при ее вибрации в процессе изолирования на экструзионной линии;
3. значительная разнотолщинность слоя по периметру сектора, причем наименьшая толщина слоя на углах сектора за счет давления и перетекания расплава пластмассы на боковые образующие и дугу сектора, что в свою очередь вызывает нестабильность формы изолированной ТПЖ и, как следствие, не выдерживается форма сердечника кабеля при общей скрутке изолированных ТПЖ;
4. указанные обстоятельства приводят к повышенному расходу как изолирующего материала, так и материалов конструктивных элементов, расположенных поверх сердечника кабеля;
5. трудности при переходах с барабана на барабан.
Наиболее близкой к изобретению является известная экструзионная головка, содержащая корпус, дорнодержатель, дорн с цилиндрической частью, матрицу, приспособление для вакуумирования дорна, обеспечивающая выпрессовывание изоляции на секторную ТПЖ. В этом случае во внутреннем отверстии дорна создается разрежение (так называемое вакуумирование дорна) за счет подключения вакуумного насоса через соответствующее приспособление в дорнодержателе. За счет разрежения слой изоляции плотно облегает ТПЖ (см. Производство кабелей и проводов/ Под ред. Н.И.Белоруссова и И.Б.Пешкова. - М., Энергоатомиздат, 1981 - 632 с.). Это устройство не дает равномерного распределения толщины пластмассовой изоляции по периметру при некруглых, особенно секторных, профилях ТПЖ.
Изобретение направлено на стабилизацию толщины пластмассовой изоляции по периметру секторного профиля ТПЖ и, следовательно, снижение материалоемкости кабеля. Поставленный технический результат достигается тем, что в экструзионной головке для непрерывного наложения пластмассовой изоляции на токопроводящие жилы секторной формы, содержащей корпус, дорнодержатель, дорн с цилиндрической частью, матрицу, приспособление для вакуумирования дорна и устройство позиционирования токрпроводящей жилы в дорне, на наружной поверхности цилиндрической части дорна выполнены два симметричных относительно вертикальной оси дорна среза, расположение которых определяется для фиксированного положения сектора в дорне лучами, исходящими из геометрического центра дорна и проходящими через точки, ограничивающие левое и правое закругления сектора. Угол между осями симметрии срезов не более 180°, а срезы выполнены к образующей цилиндра под углом не менее 1°.
Толщина изоляции на отдельных участках токопроводящей жилы зависит от объема расплава пластмассы, напрессовываемой на элемент периметра сектора. При вакуумировании дорна расплав пластмассы движется по радиальным линиям к осевому центру дорна. Объем расплава пластмассы, приходящийся на элемент периметра секторной ТПЖ, определяется углами, образованными лучами, которые выходят из центра дорна и проходят через точки, ограничивающие элемент периметра.
Расплав пластмассы цилиндрического профиля сначала прилегает к поверхности секторной формы жилы с малым радиусом закругления. В такой ограниченной области происходит изгиб первоначально круглой стенки и значительные пластические деформации в зоне изгиба, вследствие чего происходит уменьшение толщины изоляции. Именно в этих местах и необходимо увеличить толщину выпрессовываемого расплава пластмассы с тем, чтобы после окончания деформации толщина изоляции приблизилась бы к нормируемому значению.
Учитывая, что положение ТПЖ секторной формы в технологическом инструменте может произвольно задаваться опрессовщиком экструзионной линии, а угол 2β между образующими сектора ТПЖ также изменяется от 90° до 120°, местоположение участков, требующих повышенного объема выпрессовываемой пластмассы, также меняется.
При произвольном положении ТПЖ секторной формы в цилиндрическом инструменте область дорна делится на шесть центральных углов:
α1 - центральный угол дорна, приходящийся на верхнее закругление сектора ТПЖ;
α2 и α6 - центральные углы дорна, приходящиеся на правую и левую образующие сектора ТПЖ соответственно;
α3 и α5 - центральные углы дорна, приходящиеся на правое и левое закругления сектора ТПЖ соответственно;
α4 - центральный угол дорна, приходящийся на образующую дугу сектора ТПЖ.
Геометрическим центром ТПЖ секторной формы принята точка, лежащая на линии наибольшей ширины сектора и делящая эту ширину пополам. Если обозначить через Y0 и Х0 смещение геометрического центра сектора относительно осевого центра технологического инструмента, то местоположение срезов на наружной поверхности цилиндрической части дорна определяется по уравнению:

и при принятом Х0=0 из практических соображений выражения для углов с учетом геометрических параметров ТПЖ секторной формы имеют вид:
где b - ширина сектора;
r - радиус закругления;
2β - угол между образующими сектора;
2γ - угол образующей дуги.
Наличие на наружной поверхности цилиндрической части дорна двух симметричных относительно вертикальной оси дорна срезов, расположение которых определено для фиксированного положения сектора в дорне лучами, исходящими из геометрического центра дорна и проходящими через точки, ограничивающие левое и правое закругления сектора, угол между осями симметрии срезов не более 180°, срезы выполнены к образующей цилиндра под углом не менее 1°, является отличием от прототипа и обуславливает соответствие критерию «новизна».
Анализ патентной и научно-технической информации не позволил выявить источники, содержащие сведения об известности отличительных признаков заявляемого изобретения, что свидетельствует о соответствии заявляемого изобретения критерию «изобретательный уровень».
Предлагаемое устройство иллюстрируется чертежами, где на фиг.1 представлена предлагаемая конструкция дорна с разрезом I-I (на фиг.2), на фиг.2 - вид А предлагаемой конструкции дорна, на фиг.3 - центральные углы дорна.
Предлагаемое устройство содержит дорн с длиной цилиндрической части L, с глубиной среза на торце дорна δ и углом ω каждого среза к образующей цилиндра не менее 1°.
Из геометрического центра дорна (т.О) исходят лучи, проходящие через точки a и b, ограничивающие левое и правое закругления сектора:
αс - угол между осями симметрии срезов не более 180°;
α1 - центральный угол дорна, приходящийся на верхнее закругление сектора ТПЖ;
α2 и α6 - центральные углы дорна, приходящиеся на правую и левую образующие сектора ТПЖ соответственно;
α3 и α5 - центральные углы дорна, приходящиеся на правое и левое закругления сектора ТПЖ соответственно;
α4 - центральный угол дорна, приходящийся на образующую дугу сектора ТПЖ;
αcp - угол между вертикальной осью и осью симметрии среза.
Остальные элементы экструзионной головки не изменены изобретением и поэтому не показаны на чертежах.
Устройство работает следующим образом. Пластмасса в виде гранул загружается в червячный пресс, где за счет температуры и вращения червяка, расплавляется, гомогенизируется и перемещается в направлении экструзионной головки, которая предназначена для направления потока пластмассы к устанавливаемому в ней инструменту - дорну и матрице.
Инструмент экструдера образует кольцевое отверстие, размеры и форма которого определяют основные параметры накладываемой изоляции. От конструкции и взаимного расположения инструмента зависят плотность наложения пластмассовой изоляции на ТПЖ и качество выпрессовываемого слоя.
Для регулирования взаимного расположения дорна и матрицы дорн можно перемещать в экструзионной головке в продольном направлении с помощью резьбы на дорнодержателе, а матрицу - с помощью кольца или винтов в плоскости, перпендикулярной оси дорна. Благодаря этому перемещению возможна центровка матрицы относительно дорна, т.е. получения равностенного коаксиального покрытия для заготовок круглой формы.
При наличии на конце дорна цилиндрической части длиной L давление материала на ТПЖ или заготовку уменьшается. При увеличении глубины погружения дорна в матрицу уменьшается обжатие ТПЖ пластмассой. Если дорн с цилиндрической частью погрузить глубоко в матрицу или выдвинуть из нее, пластмассовую изоляцию можно накладывать практически без обжатия. При этом плотный контакт экструдируемого слоя с заготовкой обеспечивается за счет создания разрежения во внутренней полости дорна. Этот вариант и используется при изолировании ТПЖ секторной формы. Также надо помнить при использовании предлагаемой конструкции модернизированного дорна о необходимости его установки в определенном положении, обусловленном наличием срезов на цилиндрической части дорна.
Глубина срезов на торце дорна δ зависит от конструкции и геометрических параметров ТПЖ секторной формы и технологического инструмента, толщины накладываемой изоляции, качества углов ТПЖ секторной формы, величины вакуума и корректируется опытным путем.
Преимущества предложенного инструмента перед известными технологическими решениями нанесения экструдированной пластмассовой изоляции:
- повышение степени экономии изолирующего материала за счет снижения разнотолщинности по периметру сектора, а также других конструкционных материалов элементов кабеля, расположенных поверх скрученного сердечника, за счет уменьшения диаметра общей скрутки;
- возможность использования для изолирования на любые напряжения, где реализуется секторная форма токопроводящих жил;
- простота реализации и минимальное изменение характера потока пластмассы более приближает его к ламинарному, что повышает качество изоляции.
Пример осуществления изобретения.
На токопроводящую жилу секторной формы, многопроволочную, уплотненную, с поперечным сечением 150 мм, накладывалась поливинилхлоридная изоляция толщиной 1,6 мм.
Геометрические данные конструкции ТПЖ: высота сектора h-13 мм, ширина сектора b-19,8 мм, радиус закругления углов r-2,2 мм, радиус образующей дуги R-15,6 мм, угол между образующими (центральный угол) сектора 2β-98°20', угол образующей дуги 2γ-71,2°, γ=35,6°.
Х0 принято равным 0.
Для принятого позиционирования ТПЖ в дорне: центр инструмента совпадает с полувысотой сектора Y0=-2,35 мм, а углы α1=27,13°, α2=α6=80,843°, α3=5=20,45°, α4=133,363°, a αcp=104,63°.
При L=9 мм и принятом δ=0,31 мм  , ω=1,72°.
, ω=1,72°.
Результаты статистической обработки результатов измерений толщин изоляции на углах сектора изолированной ТПЖ dг, боковых образующих и дуге сектора dб,R, средней толщины изоляции по периметру dcp и их среднеквадратические отклонения - СКО - для вариантов исполнения по прототипу и предлагаемой экструзионной головки с модернизированным дорном представлен в таблице.
Результаты, представленные в таблице, показывают, что использование предлагаемой экструзионной головки приводит к снижению толщины изоляции, как на всех элементах периметра сектора по сравнению с прототипом (традиционной головкой) на 0,13 мм (т.е. 7%), так и в среднем по всему периметру. Это в свою очередь снижает вес изоляции изолированной ТПЖ на 5,39 кг/км, что составляет 4%. Кроме того, снижается риск получения изоляции с толщиной изоляции меньше минимально допустимого значения.
Дополнительный эффект экономии материалов достигается и на других конструктивных элементах кабеля, расположенных поверх общей скрутки изолированных фаз, за счет уменьшения диаметра сердечника кабеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| СПОСОБ НАЛОЖЕНИЯ ИЗОЛЯЦИИ ПРИ ИЗГОТОВЛЕНИИ КАБЕЛЯ С ТОКОПРОВОДЯЩЕЙ ЖИЛОЙ СЕКТОРНОЙ ФОРМЫ | 2015 |
|
RU2601440C1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Огнестойкий провод и огнестойкий кабель для пожарной сигнализации (варианты) | 2018 |
|
RU2696769C1 |
| Кабель монтажный помехоустойчивый и способ его изготовления | 2024 |
|
RU2837336C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
| КАБЕЛЬ СИЛОВОЙ НА НАПРЯЖЕНИЕ 6-35 кВ | 2013 |
|
RU2546644C1 |
| Экструзионная головка для наложения многослойного покрытия на кабельные изделия | 1990 |
|
SU1831721A3 |
| СПОСОБ НАНЕСЕНИЯ ФТОРОПЛАСТОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2085380C1 |
Изобретение относится к области кабельной техники и может быть использовано для изготовления кабелей с пластмассовой изоляцией и секторной формой токопроводящих жил (ТПЖ). Изобретение позволяет стабилизировать толщину изоляции по периметру секторного профиля ТПЖ и, следовательно, снизить материалоемкость кабеля. В экструзионной головке для непрерывного наложения пластмассовой изоляции на ТПЖ секторной формы, содержащей корпус, дорнодержатель, дорн с цилиндрической частью, матрицу, приспособление для вакуумирования дорна и устройство для позиционирования ТПЖ в дорне, на наружной поверхности цилиндрической части дорна выполнены два симметричных относительно вертикальной оси дорна среза, расположение которых определено для фиксированного положения сектора в дорне лучами, исходящими из геометрического центра дорна и проходящими через точки, ограничивающие левое и правое закругление сектора, угол между осями симметрии срезов не более 180°, срезы выполнены к образующим цилиндра под углом не менее 1°. 3 ил., 1 табл.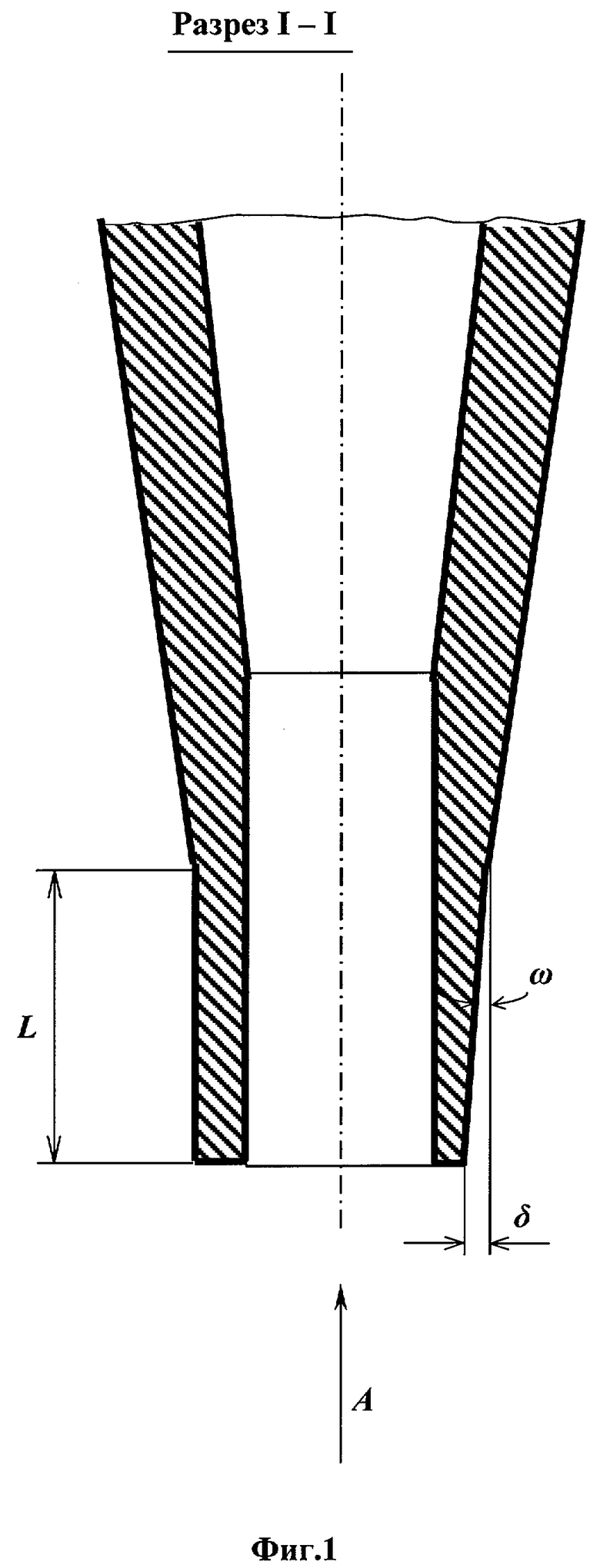
Экструзионная головка для непрерывного наложения пластмассовой изоляции на токопроводящие жилы секторной формы, содержащая корпус, дорнодержатель, дорн с цилиндрической частью, матрицу, приспособление для вакуумирования дорна, устройство для позиционирования токопроводящей жилы в дорне, отличающаяся тем, что на наружной поверхности цилиндрической части дорна выполнены два симметричных относительно вертикальной оси дорна среза, расположение которых определено для фиксированного положения сектора в дорне лучами, исходящими из геометрического центра дорна и проходящими через точки, ограничивающие левое и правое закругления сектора, угол между осями симметрии срезов не более 180°, срезы выполнены к образующей цилиндра под углом не менее 1°.
| Производство кабелей и проводов Под ред | |||
| Н.И.Белоруссова и И.Б.Пешкова, Москва, Энергоатомиздат, 1981, с.632 | |||
| Головка пресса для наложения полимерного покрытия на кабельное изделие | 1980 |
|
SU898516A1 |
| GB 1570386, 02.07.1980 | |||
| FR 21215569, 25.08.1972 | |||
| US 4222980, 16.09.1980. | |||

