I
Изобретение относится к обработке деталей абразивной гибкой лентой, в частности к устранению засаливания ленты, и может быть использовано в машиностроительной и других отраслях промышленности.
По основному авт. св. № 727406 известен способ устранения засаливания абразивной ленты, которую перемешают через псевдоожиженный («кипяший) слой абразива, причем зернистость абразива принимают меньше зернистости абразивного инструмента 1.
Недостатком известного способа является то, что при применении для «кипяшего слоя абразива, твердость которого равна / или выше твердости абразива обрабатывает мого инструмента, ухудшается качество последнего, так как притупляются его абразивные зерна, что снижает и производительность обработки.
Цель изобретения - повышение качества обработки абразивного инструмента.
Указанная цель достигается тем, что твердость абразива «кипяшего слоя, в котором производят обработку инструмента, принимают меньше твердости абразива рабочей поверхности обрабатываемого инструмента.
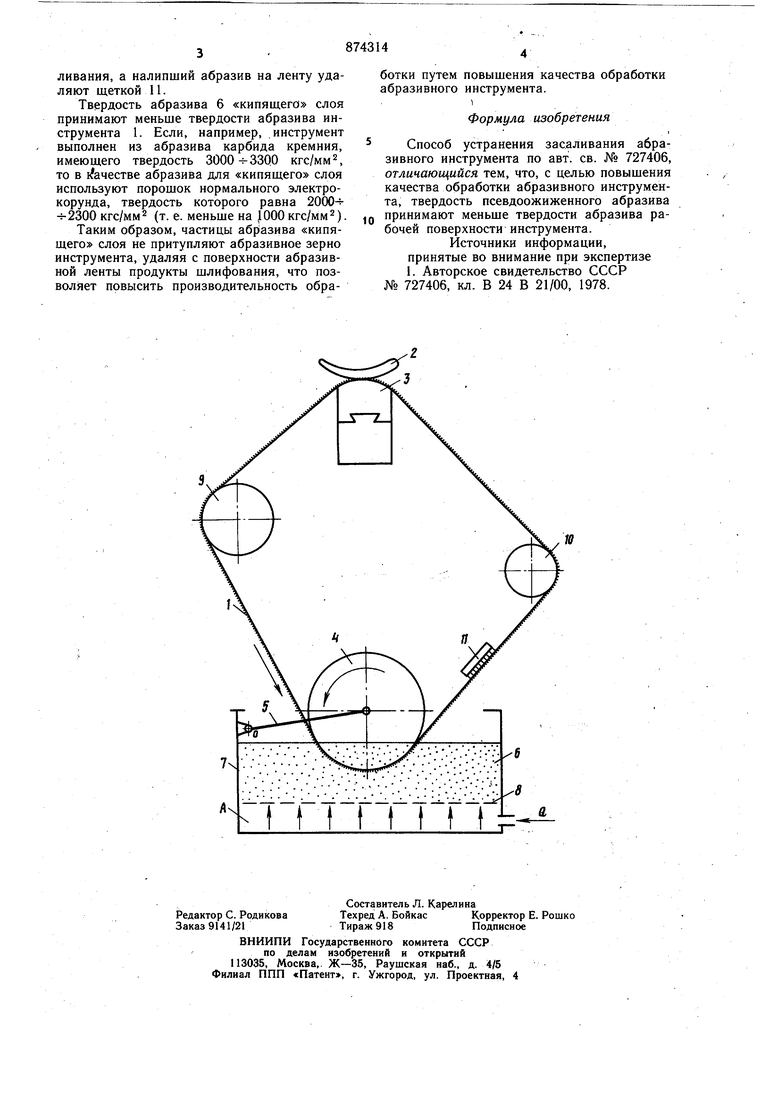
На чертеже схематично изображено устройство для реализации предлагаемого способа.
- Бесконечную абразивную ленту 1 поджимают к обрабатываемой детали 2 контактным элементом 3. Врашение со скоростью шлифования V абразивной ленте сообшают приводным шкивом 4, который является одновременно и натяжным, для чего он
10 установлен на качалке 5, имеюшей возможность поворачиваться на оси О. Приводной шкив вместе с огибаюшим его участком абразивной ленты частично погружают в «кипяш,ий слой абразива 6, находяшегося в камере 7 над газораспределительной ре5 шеткой 8. Лента перемешается на опорных роликах-9 и 10 и контактирует с шеткой 11. Псевдоожижение абразива производят подачей потока Q воздуха в камеру А, откуда он выходит через газораспределительную решетку 8, приводя абразив 6 во взвешенное состояние. Абразивная лента 1, проходя со скоростью шлифования V через псевдоожиженный абразив, очишается от засаливания, а налипший абразив на ленту удаляют щеткой II.
Твердость абразива 6 «кипящего слоя принимают меньще твердости абразива инструмента 1. Если, например, инструмент выполнен из абразива карбида кремния, имеющего твердость 3000- 3300 кгс/мм, то в ачестве абразива для «кипящего слоя используют порошок нормального электрокорунда, твердость которого равна 2000- -н2300 кгс/мм2 (т. е. меньше на jiOOO кгс/мм2).
Таким образом, частицы абразива «кипящего слоя не притупляют абразивное зерно инструмента, удаляя с поверхности абразивной ленты продукты шлифования, что позволяет повысить производительность обработки путем повышения качества обработки абразивного инструмента.
Формула изобретения
Способ устранения засаливания абразивного инструмента по авт. св. № 727406, отличающийся тем, что, с целью повышения качества обработки абразивного инструмента, твердость псевдоожиженного абразива принимают меньше твердости абразива рабочей поверхности инструмента.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 727406, кл. В 24 В 21/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения засаливания абразивного инструмента | 1978 |
|
SU727406A1 |
| Устройство для шлифования | 1979 |
|
SU829410A1 |
| Устройство для устранения засаливания абразивного инструмента | 1979 |
|
SU861022A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU861021A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2395381C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2201865C2 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2282531C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
