(54) СПОСОБ УСТРАНЕНИЯ ЗАСАЛИВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
| Устройство для шлифования | 1979 |
|
SU829410A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU861021A1 |
| Устройство для устранения засаливания абразивного инструмента | 1979 |
|
SU861022A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164203C1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU806377A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| Способ изготовления эластичного абразивного инструмента | 1980 |
|
SU891414A1 |
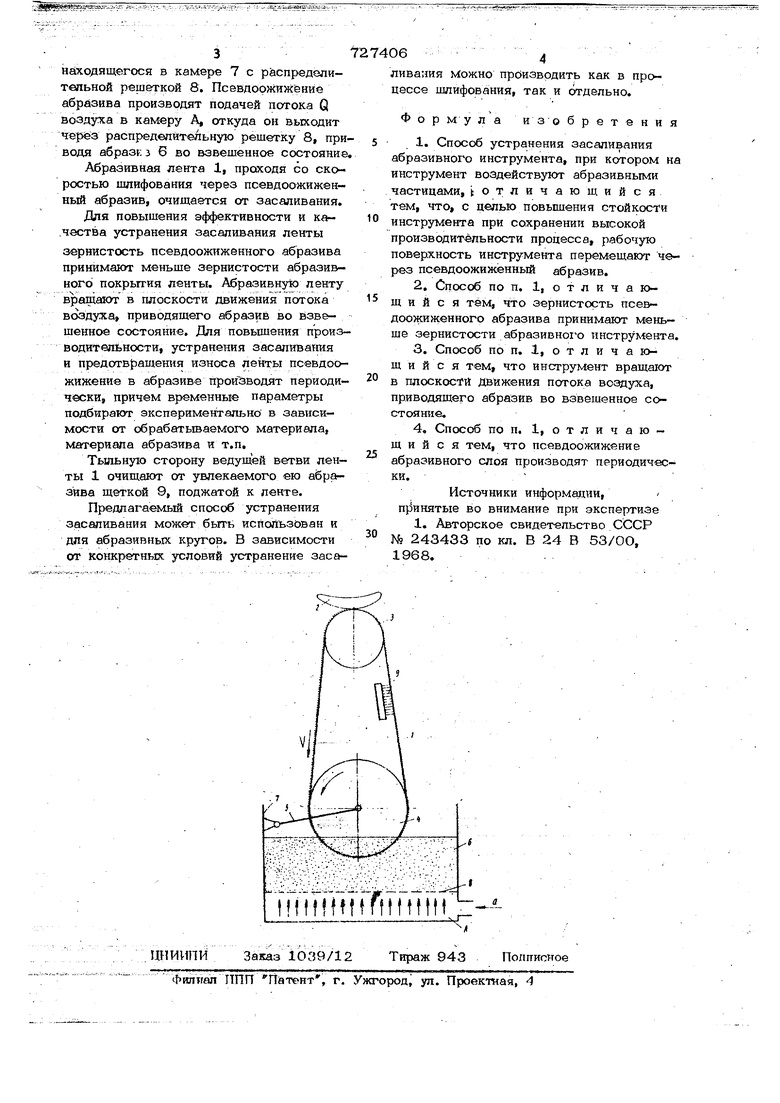
Изобретение относится к устраиейиго засаливания абразивного инструмента преимущественно в процессе обработки и может быть использовано в машиностроительной и другой промышленности. Известен способ устранения засаливания абразивного инструмента, при котором на инструмент воздействуют струе абразивньпс частиц или жидкости, а также частиц, находящи.хся в жидкости 1, Однако воздействие на инструмент только жидкостью малоэффективно а струя абразивных частиц выкрашивает на инструменте абразивные зерна, т.е. снижает его стойкость, засоряет атмосферу, требует применения сложных устройств, в которых, происходит быстрое изнашивание соппа, выбрасьюающего поток. Для повьш1ения стойкости инструмента при высокой производительности очисткирабочую поверхность инструмента перемешают через псевдоожиженный абразив. Кроме того для повышения эффективности процесса очистки зернистость псевдоожижанного абразива принимают меньше зернистости абразивного инструмента, а инструмент врашают в плоскости движения потока воздуха, приводящего абразив во взвешенное состояние, при этом псевдоожижение абразивного слоя производят периодически. Предлагаемый способ поясняется чертежом. Бесконечную абразивную ленту 1 поджимают к обрабатьшаемой детали 2 конTaKTHbiM элементом 3, например роликом. Вращение со скоростью шлифования V абразивной ленте задают приводным шкивом 4, который является одновременно и натяжным апя чего он установлен на качалке 5, имеющей возможность поворачиваться на оси О. Приводной шкив вместе с огибающим его участком абразивной ленты частично погружают в кипящий слой абразива 6,
