3
мысле 14, служит для задания необходимой силы натял ения аоразивной леиты в ироцессе оираоотки. Демпфер 17 служит для гашения колеоаиии ролика 13.
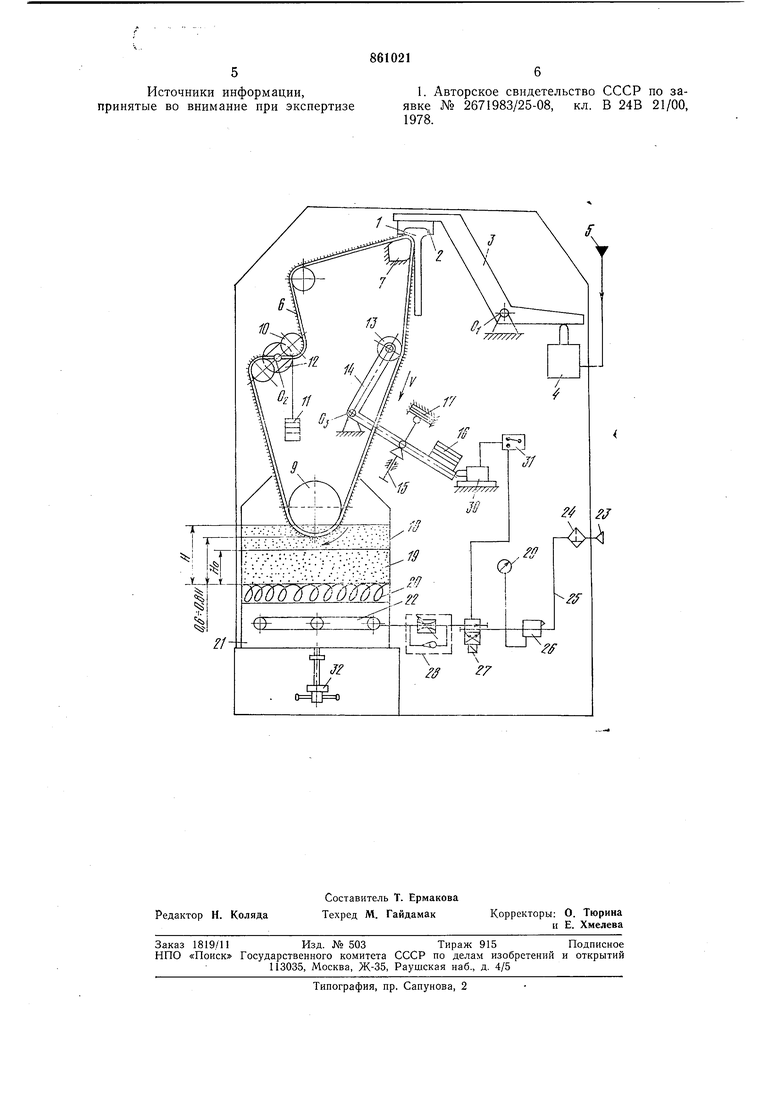
Шкив 9, на котором производят очистку аоразивной ленты, устанавливается на выходном валу шпинделя (на чертел е не иоказан;. Иод шкивом У расположена камера киияш,его слоя 18 с находяш,имся в ней аоразнвом ly. Иод слоем абразива расположена распределительная решетка 20, ниже которой расположена воздушная камера 21, в которой закреплен коллектор 22 распределения воздуха.
Воздух в камеру 21 через коллектор подается от пневмосети 23 через влагоотделитель 24, воздухопровод 25, регулятор давлепия 2Ь, кран унравления 2/ с соленоидом (злектрозолотиик; и дроссель 28. Давление воздуха в иневмосети контролируется манометром 29.
Отличительной особенностью ленточношлифовального станка является то, что натяжной ролик 13 посредством коромысла 14 и конечного выключателя 5U с электрическими контактами 31 кинематически связан с краном управления 27 иодачи воздуха в камеру 21, а шкив 9, на котором производят очистку абразивной ленты, огиоаюш,ей его но образуюшеи, расположен над уровнем HO неожиженного слоя абразива 19, причем нижняя точка образуюшей шкива размеш,ена на расстоянии 0,6-0,8 Я - высоты ожилсенного слоя абразива.
Необходимое расположение шкива 9 по отношению к уровню абразива Но устанавливается с помош,ью винтового механизма 32, который при настройке перемешает камеру псевдоожижения 18 в вертикальном направлении.
При работе ленточно-шлифовального станка абразивная лента 6, вращаясь со скоростью V, обраоатывает деталь 2.
В начале периода стойкости натяжение абразивной ленты 6 соответствует заданному натяжению, которое устанавливается посредством груза 16. В процессе обработки происходит засаливание рабочей поверхности абразивной ленты 6. Натяжение в ведущей ветви ленты увеличивается. Под воздействием силы натяжения ведущей ветви ленты, величина которой превышает заданную, натяжной ролик 13 и коромысло 14 поворачиваются вокруг оси Оз против часовой стрелки, воздействуя на конечный выключатель 30, который подает сигнал на открытие крана управления 27. Кран управления открывается, и воздух от пневмосети 23через влагоотделитель 24, воздухопровод 25, кран управления 27 и дроссель 28 подается в камеру 21, где равномерно коллектором 22 распределяется по сечению газораспределительной решетки 20.
При прохождении воздуха через газораспределительную решетку абразив, находящийся над газораспределительиой решеткой, переходит, в сжиженное состояние. Высота абразивного слоя увеличивается. С этого момента времени рабочая новерхность абразивной ленты пермещается через псевдоожиженный слой абразива, так как при настройке станка нижняя точка образующей шкива была расположена над уровнем HO неожиженного слоя абразива на
расстоянии 0,6-0,8 Я ожиженного слоя абразива. Более того, при расположении ниж-, ней точки образующей шкива на расстоянии 0,6-0,8 Я высоты ожиженного слоя абразива достигается максимальная производительность устранения засаливания инструмента, что установлено экспериментально. Происходит интеисивная очистка рабочей поверхности абразивной ленты. Сила сопротивления перемещению абразивной ленты уменьшается, вследствие чего величина натяжения в ведущей ветви снижается. Коромысло 14 под воздействием груза 16 поворачивается вокруг оси Оз по направлению часовой стрелки, воздействуя на конечный
выключатель 30, который подает сигнал на закрытие крана управления 27.
Кран управления 27 закрывается, прекращая доступ воздуха в камеру 21. Псевдоожижение прекращается. Высота слоя
абразива устанавливается равной HQ. С этого момента времени рабочая поверхность абразивной ленты не контактирует с абразивом, находящимся в камере псевдоожижеиия 18.
В процессе обработки циклы повторяются в зависимости от интенсивности засаливания рабочей поверхности абразивной ленты. Таким образом, в зависимости от состоя- ння рабочей поверхности инструмента в течение его периода стойкости автоматически регулируется скважность и продолжительпость циклов обработки рабочей поверхности инструмента, что повышает стойкость инструмента и производительность обработки.
Формула изобретения
Ленточно-шлифовальный станок, содержащий ленточнопротяжный механизм, механизм подачи и устройство для устранения засаливания абразивной ленты, выполненное в виде аппарата кипящего слоя, установленного с возможностью частичного погруження в кипящий слой ведущего шкива с огибающим его участком абразивной ленты, отличающийся тем, что, с целью повышения стойкости инструмента путем обеспечения возможности автоматической
регулировки продолжительности циклов очистки рабочей поверхности ленты, натяжной ролик лентопротяжного механизма кинематически связан с устройством, управляющим подачей воздуха в аппарате кипящего слоя.
Источники информации, принятые во внимание ири экспертизе
1. Авторское свидетельство СССР по заявке № 2671983/25-08, кл. В 24В 21/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для устранения засаливания абразивного инструмента | 1979 |
|
SU861022A1 |
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
| Устройство для шлифования | 1979 |
|
SU829410A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU956250A1 |
| Способ устранения засаливания абразивного инструмента | 1978 |
|
SU727406A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
