(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИИ КРИВОЛИНЕЙНОГО ОЧЕРТАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| Установка для изготовления железобетонных коробчатых блоков | 1978 |
|
SU876439A2 |
| Форма для изготовления железобетонных блоков тоннельной обделки | 1978 |
|
SU963867A1 |
| Форма для изготовления предварительно напряженных ребристых железобетонных изделий | 1980 |
|
SU982932A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| Форма-вагонетка для изготовления длинномерных строительных изделий | 1981 |
|
SU1004101A1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2020064C1 |
| Форма для изготовления изделий из бетонных смесей | 1976 |
|
SU936556A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168411C1 |
1
Изобретение относится к строительству и может быть использовано при изготовлении изделий для промышленного и гражданского строительства.
Известна форма для изготовления железобетонных изделий криволинейного очертания, включаюшая раму с корытообраз- ным основанием и торцовыми бортами и пакет поддонов с шарнирными фиксированными торцовыми бортами 1. Недостатком такой формы является то, что при раскрытии откидных бортов рамы свежеотформованные изделия увеличиваются в размерах по ширине, превышающей допускаемые отклонения. Кроме того, в изделиях могут образоваться раковины из-за прилипания к стенкам рас1я5ывающихся бортов свежей бетонной смеси.
Цель изобретения - повмшеиие качества изделий и упрощение технологии их изготовления.
Поставленная цель достигается тем, что в форме для изготовления железобетонных изделий криволинейного очертания, включак 20 щей раму с корытообразным основанием и торцовыми бортами и пакет поддонов с шарнирными фиксированными торцовыми.
бортами, рама снабжена дополнительным подвижным в горизонтальной плоскости торцовым бортом, а крайние торцовые борта рамы выполнены неоткидными, при этом рама имеет расположенный по контуру основания выступ с винтовыми зажимами ,и снабжена фиксирующими в заданном положении поперечными перегородками для разделения поддонов и неоткидных торцовых бортов рамы.
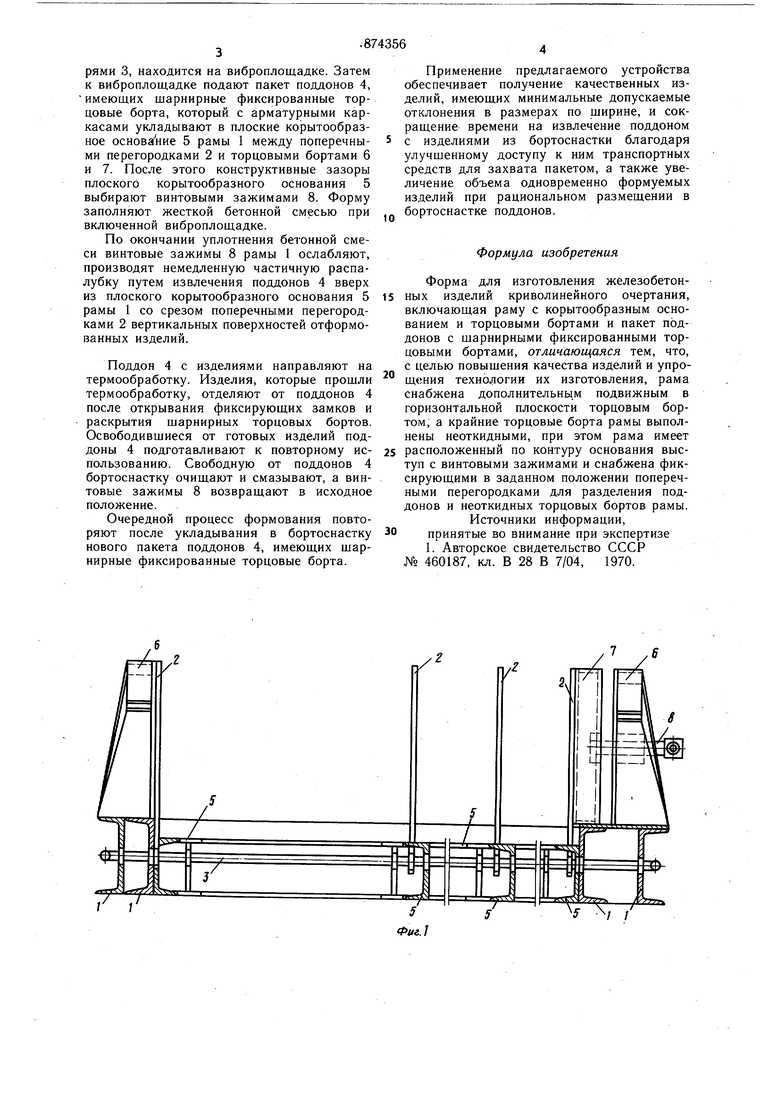
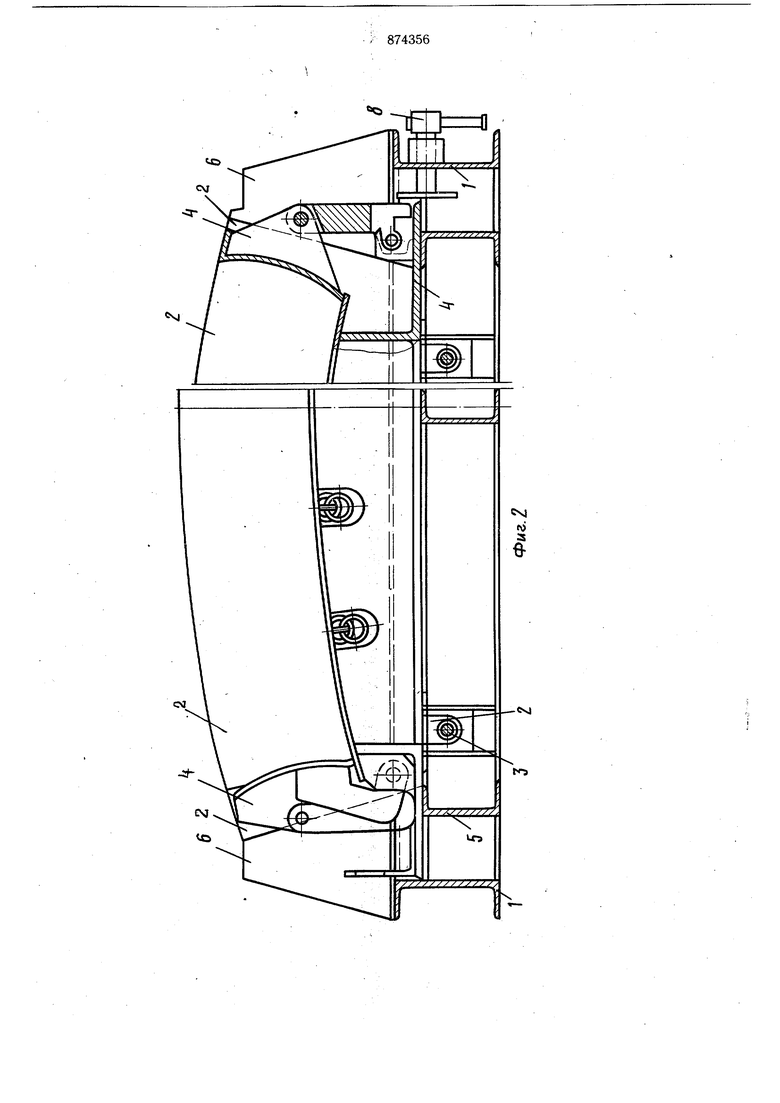
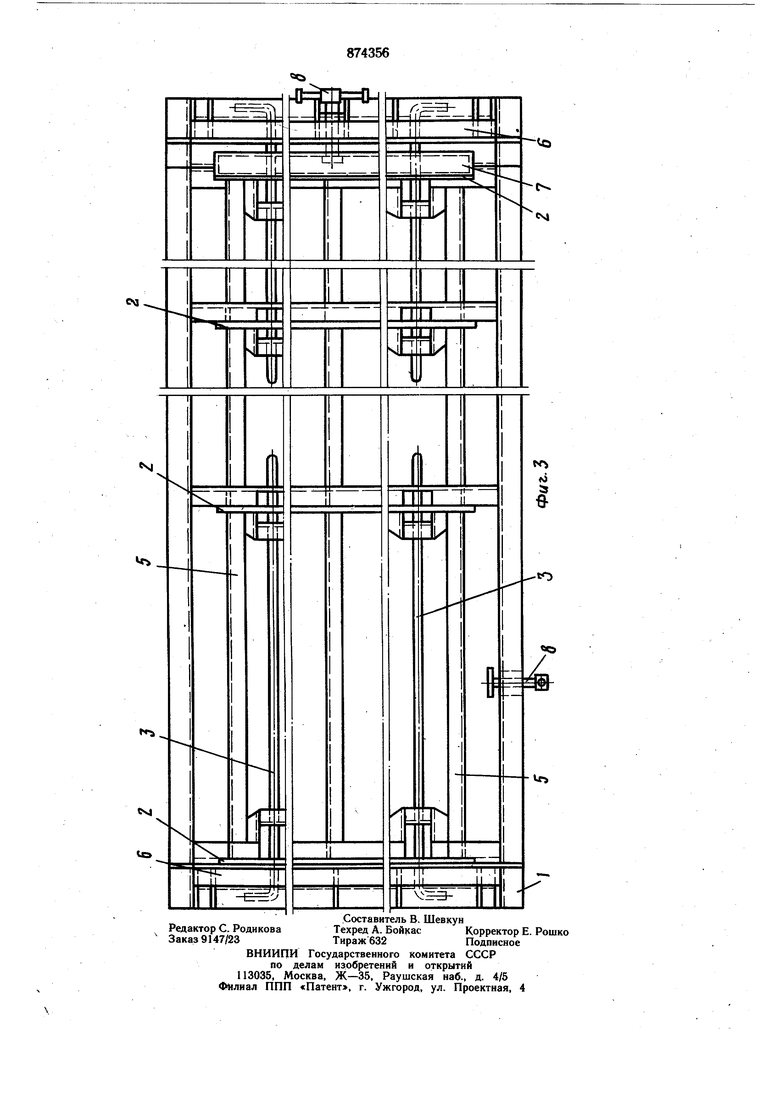
На фиг. 1 схематично изображена предлагаемая форма, вид спереди; на фиг. 2 - то же, вид слева; на фиг. 3 - бортоснастка без поддонов, вид сверху.
Предлагаемая форма состоит из рамы 1, поперечных перегородок 2, удерживаемых штырями 3 и пакета поддонов 4, имеющих шарнирные фиксированные торцовые борта. Рама 1 состоит из плоского корытообразного основания 5, выполненного с продольными и поперечными перемычками, неподвижного 6 и подвижного 7 торцовых бортов и винтовых зажимов 8.
Изделия в форме изготавливают следующим образом.
Рама 1 с установленными в ней поперечными перегородками 2, удерживаемая штырями 3, находится на виброплощадке. Затем к виброплощадке подают пакет поддонов 4, имеющих щарнирные фиксированные торцовые борта, который с арматурными каркасами укладывают в плоские корытообраз™Гос но,Л„7 ра„ы-Г«ёжяу-™перечны- 5 „и перегородками 2 и .„рцовыми бор«.. и 7. nocvie этого конструктивные зазоры плоского корытообразного основания 5 выбирают винтовыми зажимами 8. Форму заполняют жесткой бетонной смесью при ,, включенной виброплощадке. По окончании уплотнения бетонной смеси винтовые зажимы 8 рамы 1 ослабляют, производят немедленную частичную распа;f nL;S™ к-орТГразн Гггвани-я в ,s рамь, 1 со срезом „оперечными „ере родl fCl tVi Dl 1 V-V/ -XV vy(.i ч. ....- J-- - I . ками 2 вертикальных поверхностей отформованных изделий. Поддон 4 с изделиями направляют на - -- 1дГоГ« Sirrp- ptr o L 7oB Sf .. пользованию Свободную от поддонов 4 ортоснастку очищают и смазывают, а винZbie зажимы 8 возвращают в исходное положение Очередной процесс формования повторяют после укладывания в бортоснастку3 нового пакета поддонов 4, имеющих шарнирные фиксированные торцовые борта. Применение предлагаемого устройства обеспечивает получение качественных изделий, имеющих минимальные допускаемые отклонения в размерах по ширине, и сокращение времени на извлечение поддоном L/C LL V-liri - %----с изделиями «„IP™ ;™ « - за Гке™:. ТтГжТуГе личение объема одновременно формуемых изделий при рациональном размещении в . бортоснастке поддонов. Формула изобретения Форма для изготовления железобетон„ь. Изделий J-rS вкл,о™юша, -Р-о°«Р- - °-°. ДОНОВ с щарнирными фиксированными торцовыми бортами, отличающаяся тем, что, с целью повышения качества изделий и упроSL rSSZ ™ГаТр СГе Гв±. Га опо:о туп с винтовыми зажимами и снабжена фиксирующими в заданном положении поперечными перегородками неоткидных торцовых бортов рамы. Источники информации, принятые во внимание при экспертизе . ,оГр7 пГ ° Ш7П № 460187, кл. В 28 В 7/04, 1970.
,/
/ /
/
5 Фиг.
