1
Изобретение относится к области строительных материалов и может быть . использовано при изготовлении блоковтюбингов, применяемых для тоннельной обделки.
Известна форма для изготовления железобетонных блоков-тюбингов, выполненная в виде карусельнойцентрифуги, состоящей из вертикального вала с прикрепленными к нему диаметраль-,0 но двумя коромыслами, на конце которых шарнирно подвешены две металлические формы тюбингов, выполненные в виде криволинейных пустотелых плит, снабженные пригрузочными плитами. ,5
Наиболее близкой к предложенной форме по технической сущности является форма для изготовления блоков-тюбингов, содержащая смонтированные на поддоне внутренний сердечник, наруж- 20 ную разъемную бортоснастку и разделительные диафрагмыПО - J,
Указанная форма имеет следующие недостатки: наружная разъемная бортоснастка с болтовыми соединениями не: может обеспечить получение блоков с точными геометрическими размерами и требует дополнительного времени при распалубке.
Целью изобретения является повышение качества изделий за счет создания точных геометрических размеров.
Указанная цель достигается тем, что в форме, содержащей поддон и установленные на нем наружную и внутреннюю опалубки с параллельными формующими поверхностями и разделительные перегородки, согласно изобретению наружная опалубкажестко закреплена на поддоне под углом.и образует сходящийся конус в его основании, причем внутренняя опалубка снабжена виброконусом и выполнена съемной.
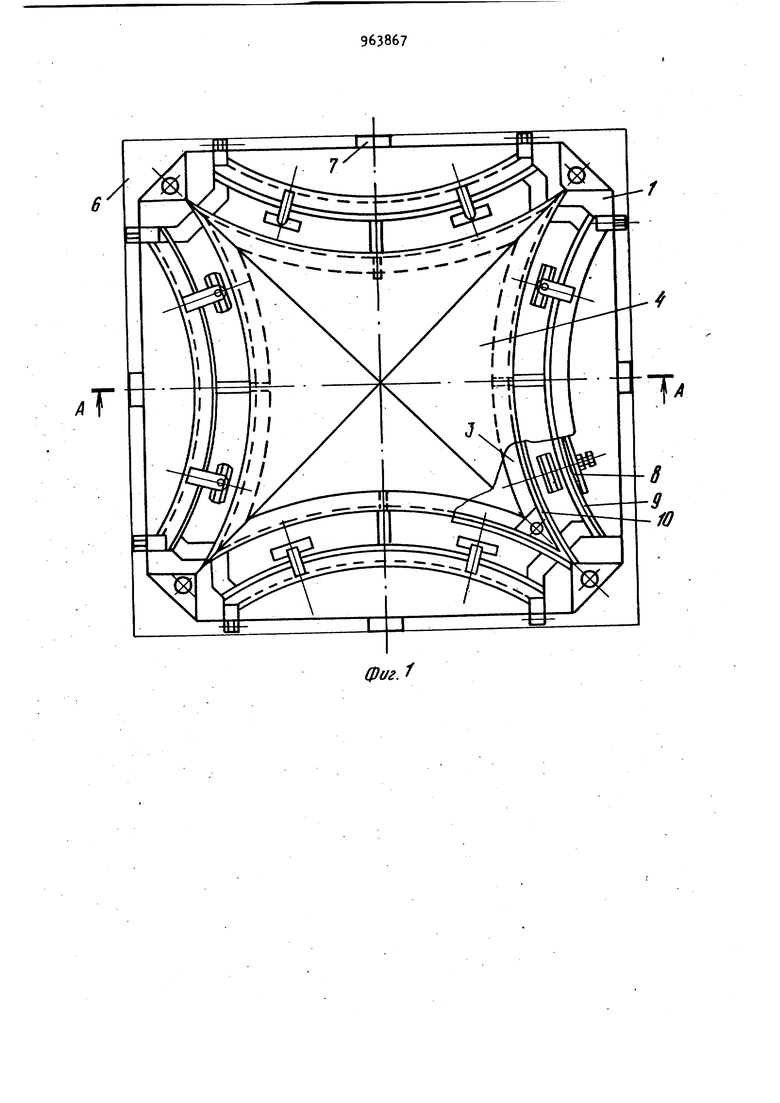
На фиг. 1 изображена форма, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Форма содержит наружную бортоснастку 1, дно 2 которой в поперечном сечении имеет форму клина, сердечник 3
и загрузочную течку t, с внутренней стороны которой для обеспечения свободного стекания смеси установлен вибратор 5. Форма фиксируется на виброплощадке при помощи фиксаторов 7. На внешней стороне наружной бортоснастки 1 установлены пуансоны 8 дгГя образования ниш монтажных петель на блоках с их внутренней стороны. Формующая поверхность 9 наружной бортоснаст-Ю ки 1 и стенка 10 сердечника 3 параллельны между собой и находятся под уг лом к виброплощадке, равным углу наклона дна наружной бортоснастки. Форма работает следующим образом. На виброплощадку 6 устанавливается наружная бортоснастка 1, в которую за тем вставляются арматурные каркасы и сердечник 3. имеющий наклонные боковые стенки, за счет чего он плотно входит в бортоснастку. На сердечник устанавливается загрузочная течка i с вибратором 5. Затем пуансоны 8 вводятся в свои гнезда в бортоснастке 1 для образования ниш монтажных петель. Бетонная смесь по загрузочной течке 4 поступает во внутреннюю полость, образованную между формующей поверхностью 9 наружной бортоснастки 1 и стенкой 10 сердечника. Для обеспечения параллельности торцовых поверхностей в верхней части формы на бетон устанавливают пригрузочную плиту (на чертежах не показано). Затем происходит уплотнение бетонной смеси при помощи вибрации, по окончании которого снимается загрузочная течка 4,
извлекается сердечник 3- Наклон стенок сердечника способствует беспрепятственному извлечению его после уплотнения смеси, при этом не происходит обрушения бетона. Затем форма с изделиями поступает на термообработку, после которой происходит окончательная распалубка изделий.
Такая конструкция формы позволяет ускорить процесс распалубки, т. е. повысить производительность, снизить трудоемкость и улучшить качество изделий и ликвидировать брак при изготовлении блоков. Формула изобретения Форма для изготовления железобетонных блоков тоннельной обделки, содер жащая поддон и установленные на нем наружную и внутреннюю опалубки с параллельными формующими поверхностями и разделительные перегородки, отличающаяся тем, что, с целью повышения качества изделий за счет создания точных геометрических размеров, наружная опалубка жестко закреплена на поддоне под углом и образует сходя- щийся конус в его основании, причем внутренняя опалубка.снабжена виброконусом и выполнена съемной. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР P , кл. В 28 В 21/80, I960. 2.Авторское свидетельство СССР № , кл. В 28 В 21/82, 1970. ,
фuг.f
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190523C1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Устройство для группового изготовления пустотных бетонных изделий | 1989 |
|
SU1659207A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Установка для формования лестничного блока | 1980 |
|
SU895675A1 |
| Способ формования плит пустотного настила и формовочный пост для его осуществления | 1991 |
|
SU1825737A1 |