(54) СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ПЕРЕЗАПРАВКИ НИТЕЙ НА АГРЕГАТАХ ДЛЯ ПЕРЕРАБОТКИ НИТЕЙ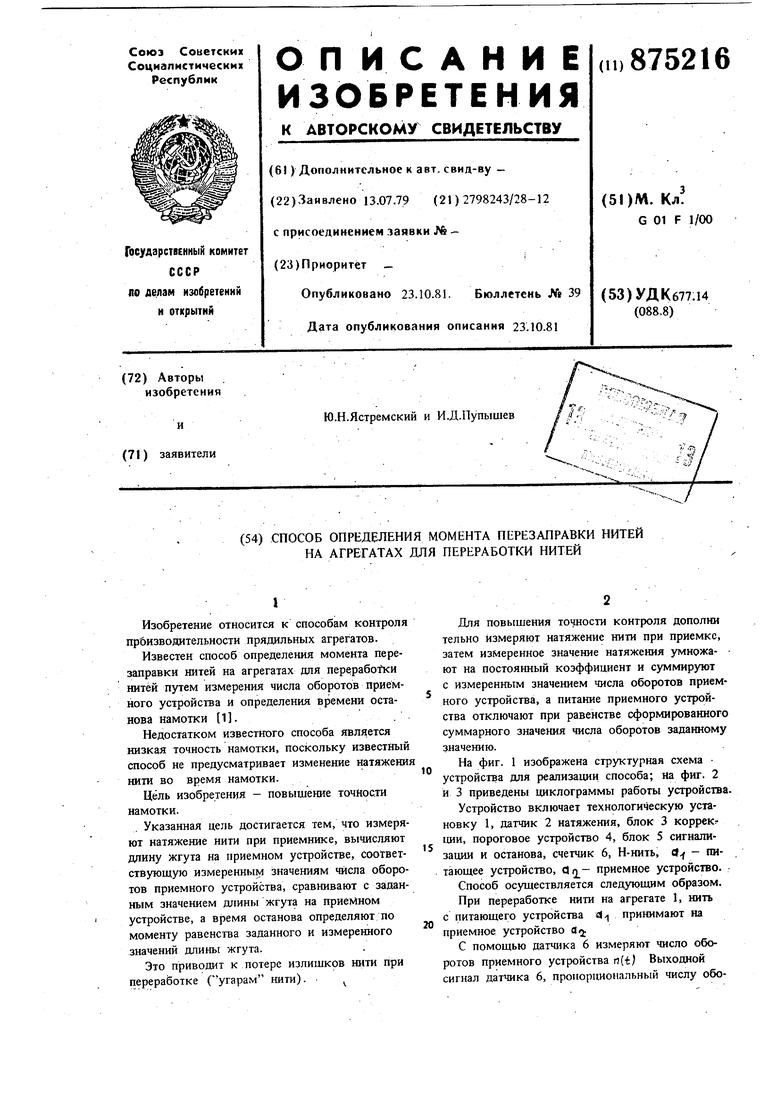
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения момента перезаправки контейнера жгута волокон | 1979 |
|
SU874786A1 |
| Способ определения момента перезаправки нити на агрегатах для переработки нитевидных и ленточных материалов | 1978 |
|
SU735677A1 |
| Способ формирования паковки синтетических нитей | 1989 |
|
SU1806079A3 |
| Устройство для измерения длины наматываемой нити и измерительная головка | 1981 |
|
SU1124177A1 |
| Устройство для непрерывной намотки нити | 1982 |
|
SU1110733A1 |
| Устройство для намотки нити | 1988 |
|
SU1560456A1 |
| Устройство для намотки нити на бобину | 1991 |
|
SU1770245A1 |
| УСТРОЙСТВО НАМОТКИ НИТИ | 1997 |
|
RU2119886C1 |
| Устройство для управления приводом | 1985 |
|
SU1341261A1 |
| Устройство для намотки нити | 1987 |
|
SU1461735A1 |
Г
Изобретение относится к способам контроля прбизводительности прядильных агрегатов.
Известен способ определения момента перезаправки нитей на агрегатах для переработки нитей путем измерения числа оборотов приемного устройства и определения времени останова намотки 1.
Недостатком известного способа является низкая точность намотки, поскольку известный способ не предусматривает изменение натяжения нити во время намотки.
Цель изобретения - повышение точности намотки.
Указанная цель достигается тем, что измеряют натяжение нити при приемнике, вычисляют длину жгута на приемном устройстве, соответствующую измеренным значениям числа оборотов приемного устройства, сравнивают с заданным значением длины жгута на приемном устройстве, а время останова определяют по моменту равенства заданного и измеренного значений длины жгута.
Это приводит к потере излишков нити при переработке (угарам нити).
Для повышения точности контроля дополни тельно измеряют натяжение нити при приемке, затем измеренное значение натяжения умножа- ют на постоянный козффициент и суммируют с измеренным значением числа оборотов приемного устройства, а питание приемного устройства отключают при равенстве сформированного суммарного значения числа оборотов заданному значению.
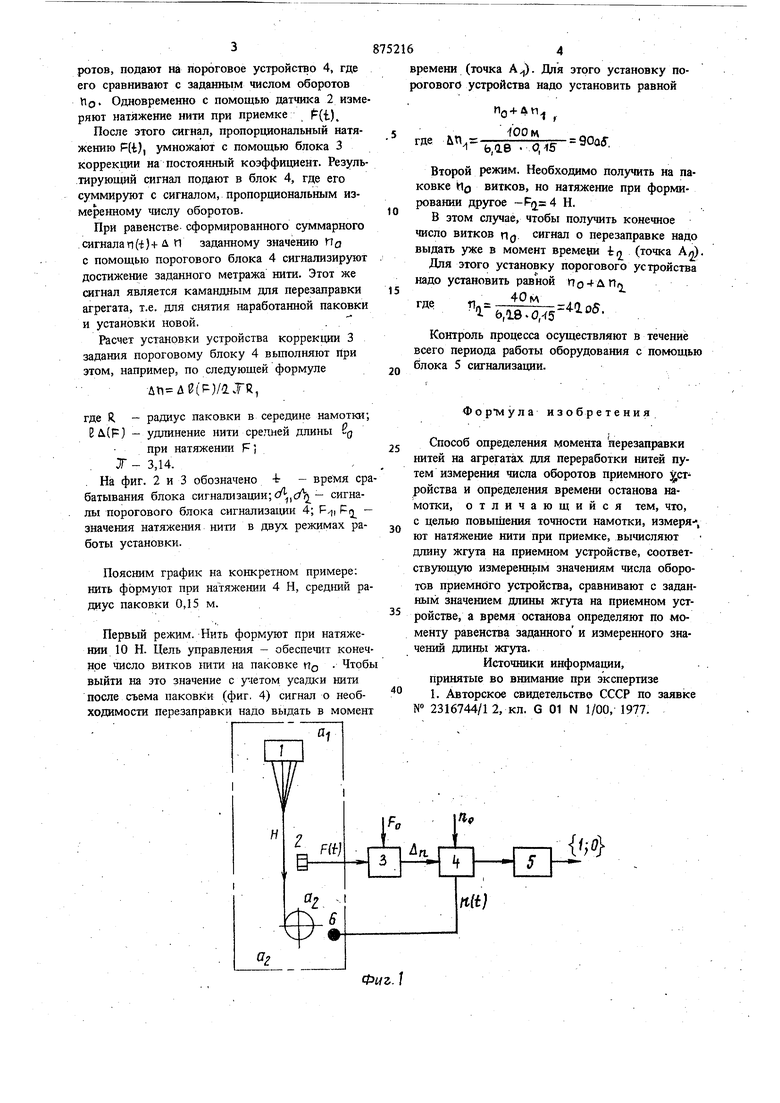
На фиг. 1 изображена структурная схема
10 устройства для реализации способа; на фиг. 2 и 3 приведены циклограммы работы устройства.
Устройство включает технологическую установку 1, датчик 2 натяжения, блок 3 коррекг ции, пороговое устройство 4, блок 5 сигнали)5 зации и останова, счетчик 6, Н-нить, d - питающее устройство, приемное устройство.
Способ осуществляется следующим образом.
При переработке нити на агрегате 1, нить с питающего устройства ct принимают на
20 приемное устройство
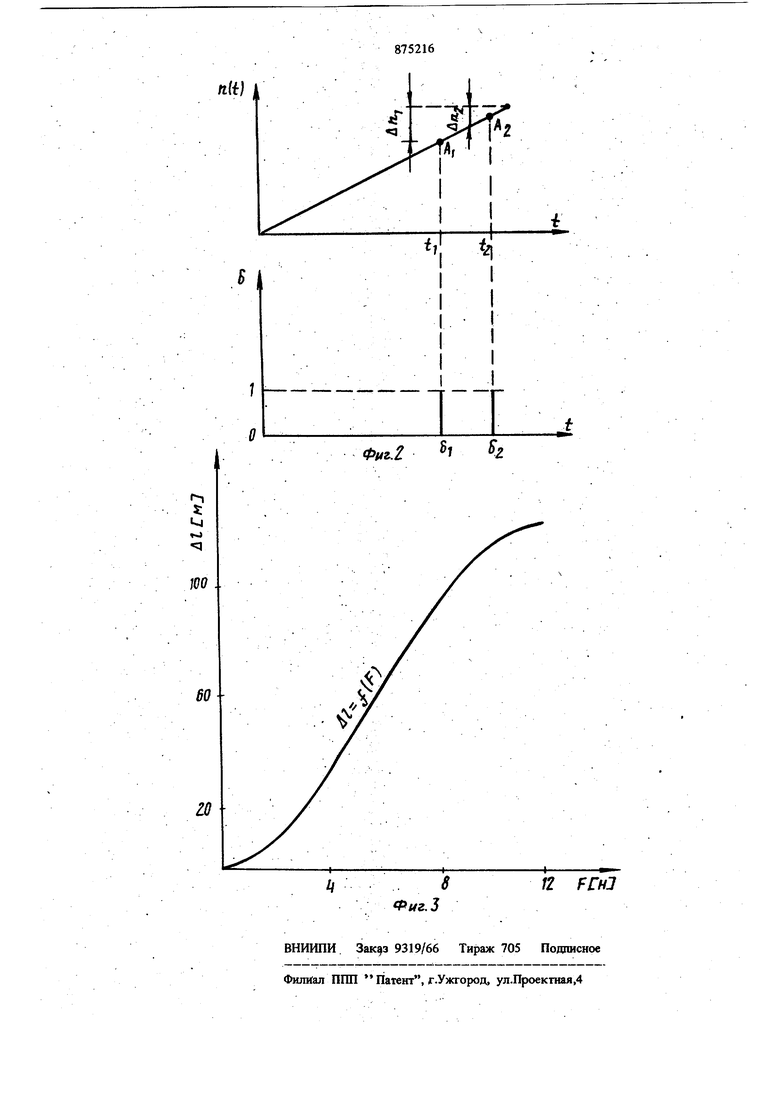
С помощью датчика 6 измеряют число оборотов приемного устройства n(t) Выходной сигнал датчика 6, пропорциональный числу оборотов, подают на пороговое устройство 4, где его сравнивают с заданным числом оборотов tiQ. Одновременно с помощью датчика 2 измеряют иатяженне нити при приемке {t). После этого сигнал, пропорциональный натяжению F(i), умножают с помощью блока 3 коррекции на постоянный коэффициент. Результирующий сигнал подают в блок 4, где его суммируют с сигналом, пропорциональным измеренному шслу оборотов. При равенстве сформированного суммарного сигнала п (-t) н-Д П заданному значению Пд с помощью порогового блока 4 сигнализируют достижение заданного метража нити. Этот же шгнал является камандным для перезаправки агрегата, т.е. для снятия наработанной паковки и установки новой.. Расчет установки устройства коррекции 3 задания пороговому блоку 4 вьшолняют При этом, например, по следующей формуле (p)/ajR, где R. - радиус паковки в середине намотки; ВД(Р) - удлинение нити средней длины SQ при натяжении F; Ж - 3,14. . На фиг. 2 и 3 обозначено -t - время ср батывания блока сигнализации; У,(У - сигналы порогового блока сигнализации 4; Р,,, Р, - значения натяжения нити в двух режимах работы установки. Поясним график на конкретном примере: нить формуют при натяжении 4 Н, средний ра диус паковки 0,15 м. Первый режим. Нить формуют при натяжении 10 Н. Цель управления - обеспе1шт конеч ное число витков 1ШТИ на паковке По Чтоб выйти на это значение с учетом усадки нити после съема паковки (фиг. 4) сигнал о необходимости перезаправки надо выдать в момен
Фиг. / 4 ремени (точка А ). Для этого установку поогового устройства надо установить равной о + Ди. к,100м - 90а5. ьде Второй режим. Необходимо получить на паковке HO витков, но натяжение при формировании другое -P( Н. В этом случае, чтобы получить конечное число витков HO сигнал о перезаправке надо выдать уже в момент времеци i; (точка А). Для этого установку порогового устройства надо установить равной г о4ДПл где Яп 4-10 Ь,,5 ° Контроль процесса осуществляют в течение всего периода работы оборудования с помощью блока 5 сигнализации. Формула изобретения Способ определения момента перезаправки нитей на агрегатах для переработки нитей путем измерения числа оборотов приемного стройства и определения времени останова намотки, отличающийся тем, что, с целью повышения точности намотки, измеря--, ют натяжение нити при приемке, вычисляют длину жгута на приемном устройстве, соответствующую измереннь1М значениям числа оборотов приемного устройства, сравнивают с заданным значением длины жгута на приемном устройстве, а время останова определяют по моменту равенства заданного и измеренного значений длины жгута. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельстве СССР по заявке № 2316744/1 2, кл. G 01 N 1/00, 1977.
