1
Изобретение относится к способйм контроля производительности прядильных агрегатов.
Известен спосо определения момента перезаправки контейнера жгута волокон путем измерения скорости приемного устройства и определения времени останова устройства ГП
Недостатком известного устройства является низкая точность контроля, поскольку в нем не учитывается изменения температуры формуекюй нити.
Цель изобретения - повьяяение точности намотки контейнера.
Указанная цель достигается тем, что измеряют температуру жгута при приемке, выч1|сляют значение длины жгучГа для измеренной температура и скорости приемного устройства, сравнив ют с заданным значением длины жгута контейнера, а время останова определяют по равенству заданного и вычисленного значений длины жгута.
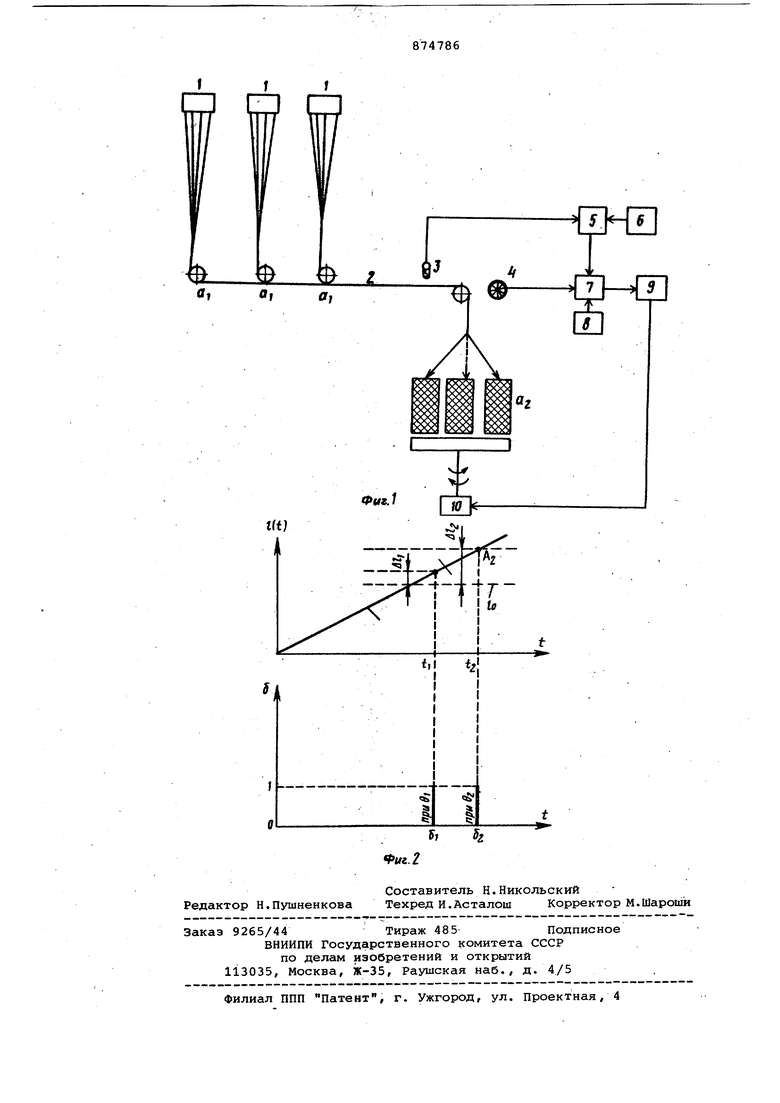
На фиг. 1 изображена структурная схема устройства, с помощью которого может быть регшизован способ;- на фиг. 2 - циклограммы работы устрсЛства.
Устройство включает технологическую установку 1, жгут 2, датчик 3
температуры, счетчик 4 блок 5 коррекции, задатчики 6 и 8, пороговое устройство 7, блок 9 сигнализации и останова, исполнительное устройство 10, счетчик 4, питающее устройство приемное устройство а.
Способ реализуют следуквдим образом.
При переработке жгута нитей на
10 агрегате 1, жгут с питающего а принимают в приемный контейиер а.
С помощью счетчика 4 измеряют число оборотов приемного устройства. Выходной сигнал датчика 4, пропор 5 циональный числу оборотов, подают на пороговое устройство 7. Одновременно с помощью датчика 3 измеряют температуру жгута при приемке В (t). Сигнал, пропорциональный температуре б (t), умножают с помощью блока 5
20 коррекции на постоянный коэффициент. Результирующий сигнал подают в блок 7, где его суммируют с сигналом, пропорциональным измеренному числу обо25ротов.
При равенстве сформированного суммарного сигнала . 1 заданному значению с помощью порогового , блока 7 и блока 9 сигнализации сигна30лизируют достижение заданного метража нити. Этот же сигнал является ко.мандным для перезаправки агрегата, т.е. для снятия наработанного .контейнера и установки нового.
Расчет уставки устройства коррекции 5 задания пороговому блоку 7 выполняют при этом, например, по форму- ле
л1 Q{L&e
где cL - коэффициент линейного расширения жгута
д0 - отклонение температуры жгута от номинального значения Q - заданная длина жгута.
На циклограглмах б,, , момент срабатывания устройства, снимающего приемный контейнер после срабатывания блока сигнализации (сигнал с порогового блока 9 сигнализации). , di - значения температуры жгута при двух режимах работы установки.
Полиэфирный жгут формуют при скорости 1500 м/мин. Первый режим: жгут формуют при температуре на приемке . 400с (норма .
Цель управления - обеспечить коненый метраж жгута на паковке 1р. Чтобы выйти на это значение с учетом температуры жгута { бср). сигнал с необходимости перезаправки надо выдать в момент времени t, (точка а.) Для этого уставку порогового уст-. ройства устанавливают равной + д 1, где а I 1(5 oL Д0 60.10 м (14 -10-) 20 168 м.
- Второй режим: необходимо получить на паковке l м, температура жгута .
9,j . Чтобы получить конечный метраж сигнал о перезаправке надо вьщать уже в момент времени t2 (точка ai) . Для этого уставку порогового устройства устанавливают равной 1о + л,-.Л1 .14-10 40 336 м.
Контроль процесса осуществляют в течение всего периода работы оборудования с помощью блока контроля и сигнализации.
формула изобретения
Способ определения момента перезаправки контейнера жгута волокон путем измерения скорости приемного устройства и определения времени останова устройства, отличающийс я тем, то, с целью повышения точности намотки контейнера, измеряют температуру жгута при приемке, выe числяют значение длины жгута для измеренной температуры и скорости приемного устройства, сравнивают с заданным значением длины жгута контейнера, а время останова определяют по равенству заданного и вычисленного значения длины жгута.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке №2656174, кл. D 01 Н 13/24,
:5 1977.
Oi a,
t(ij
I
Фиг.1
B..« - «. - . - .
Г («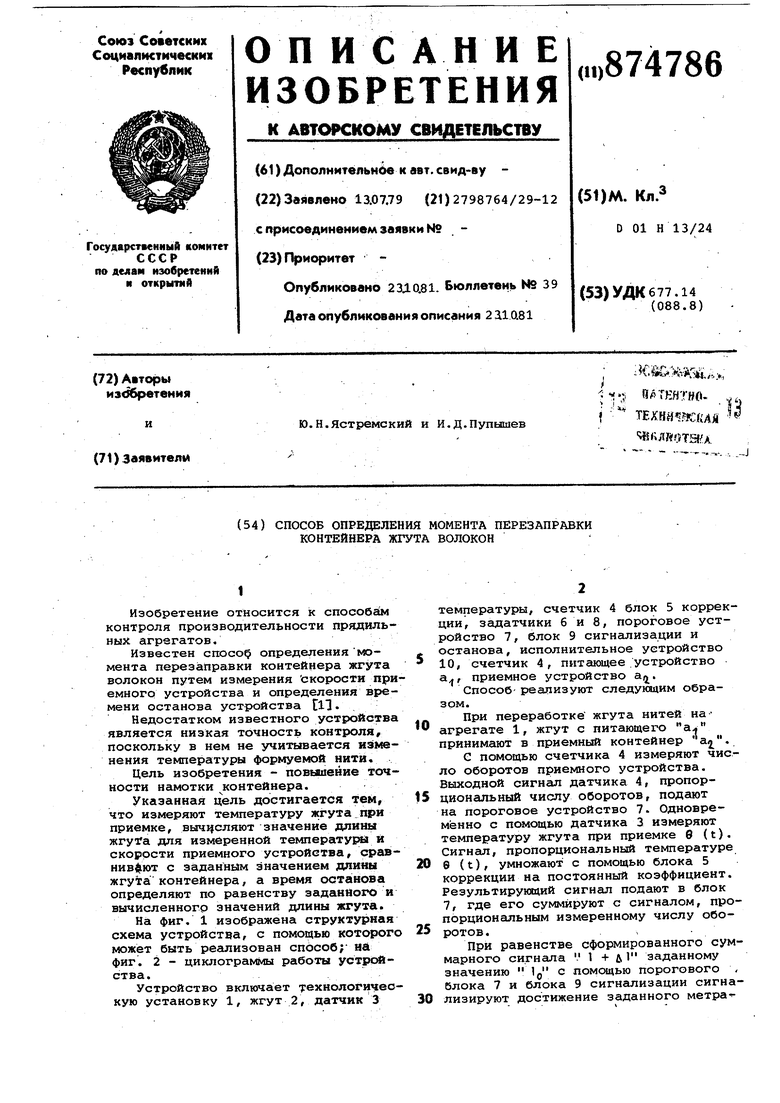
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения момента перезаправки нитей на агрегатах для переработки нитей | 1979 |
|
SU875216A1 |
| Способ определения момента перезаправки нити на агрегатах для переработки нитевидных и ленточных материалов | 1978 |
|
SU735677A1 |
| Устройство для управления приводом | 1983 |
|
SU1180411A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЕЙ (ХАРАКТЕРИСТИК) ТОЛЩИНЫ, ЗАСОРЕННОСТИ И ВОРСИСТОСТИ ТЕКСТИЛЬНЫХ НИТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575777C2 |
| Устройство для управления приводом | 1985 |
|
SU1341261A1 |
| Устройство для наработки заданной длины жгута полимерного волокна | 1986 |
|
SU1467097A1 |
| СИСТЕМА И СПОСОБ СКАНИРОВАНИЯ СОСТОЯНИЯ ТРОСОВОЙ ТРАНСПОРТЕРНОЙ ЛЕНТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2023 |
|
RU2803670C1 |
| Устройство для измерения времени распространения ультразвука в материале | 1988 |
|
SU1559282A1 |
| Способ управления порционным дозатором | 1985 |
|
SU1280332A1 |
| Устройство для контроля за работой прядильных машин | 1976 |
|
SU592886A1 |