1
Изобретение относится к производству химических волокон и касается систем управления устройством для намотки нити на прядильных машинах.
Цель изобретения - п6вьш1ение качества наматываемых паковох за счет увеличения точности регулирования усилий прижима фрикционного валика к наматываемой паковке.
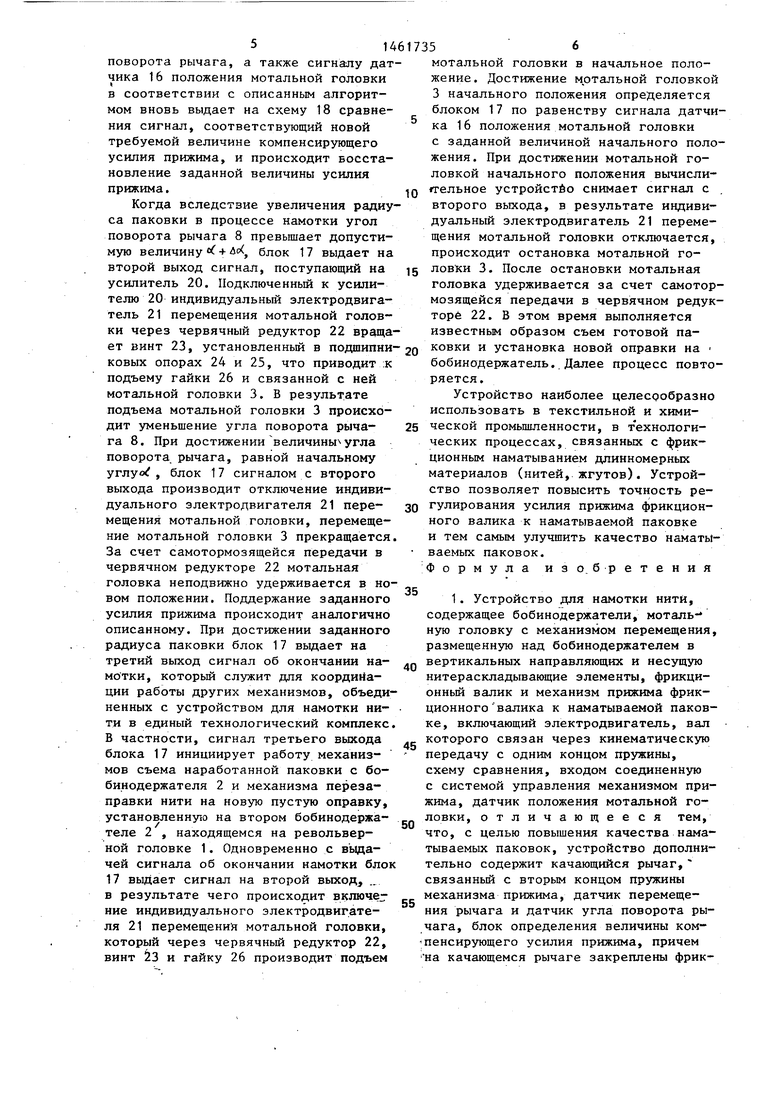
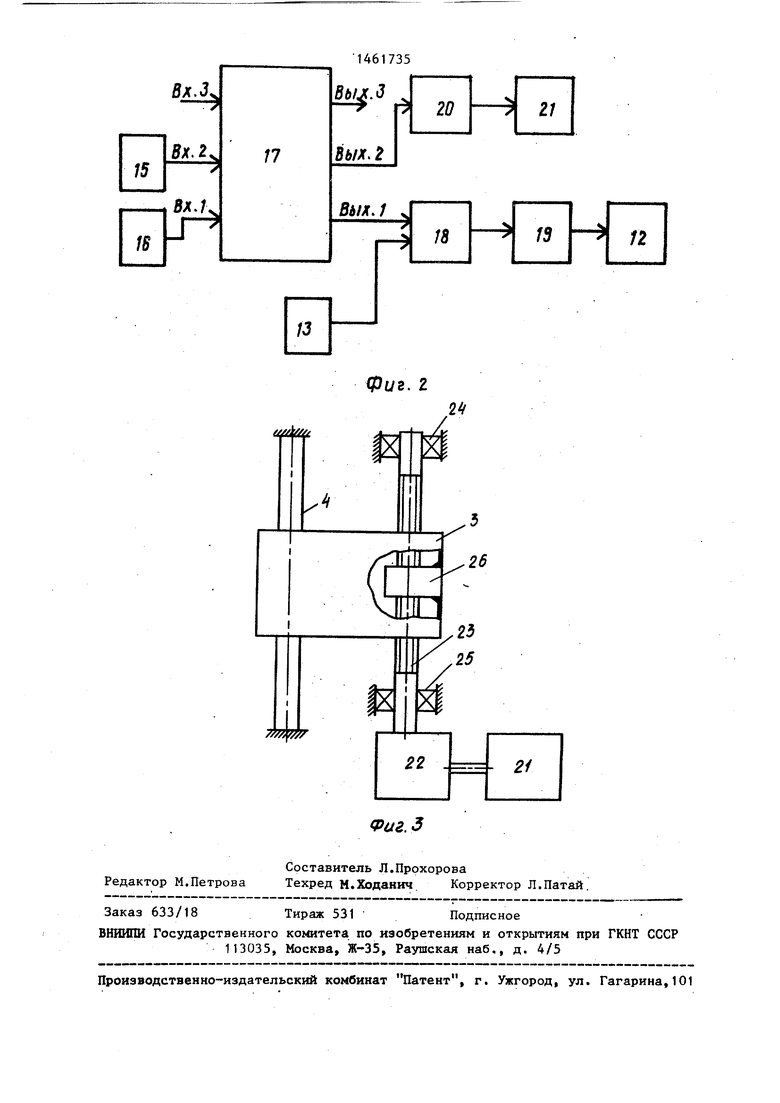
На фиг. 1 изображена схема устройства для намотки нити; на фиг. 2 функциональная схема системы управления механизма прижима; на фиг. 3 - схема механизма перемещения мотальной головки.
Устройство для намотки нити (фиг. 1) содержит револьверную головку 1, на которой расположены бобинодержатели 2
и
2 мотальную головку 3, расположенную над бобинодержателем 2 в вертикальных направляющих 4, на которой установлены кулачковый нитерасклады
вающий механизм 5, нитераскладывающи барабан 6 с канавками для нити и приводной фрикционный валик 7, закрепленный на качающемся рычаге-8, С рычагом 8 соединен один конец пружины 9, другой конец которой связан с гайкой 10 механической передачи винт - гайка, винт 11 этой передачи соедине с электродвигателем 12, установленным на мотальной головке 3. На рычаге 8 установлен датчик 13 перемещения рычага, который своим чувствительным подвижным элементом 14 связан с гайкой 10. На корпусе мотальной головки 3 установлен также датчик 15 угла поворота рычага, с корпусом мотальной головки связан датчик положения мотальной головки.
Выход датчика 16 положения моталь- ной головки подключен к первому входу блока определения величины компенсирующего усилия прижима (фиг.2), к второму входу вычислительного устройства подключен выход датчика-15 угла поворота рычага. Первый выход блока 17 подключен к устройству 18 сравнения, к которому подключен также выход датчика 13 перемещения рычага. Выход устройства 18 сравнения связан с усилителем 19, подключенным к электродвигателю 12.
Второй выход блока 17 подключен к входу усилителя 20, выход последнего подключен к индивидуальному электродвигателю 21 перемещения мотальной головки. Этот электродвигатель 21 (фиг. 3) связан с входным валом червячного редуктора 22, выходной вал которого соединен с винтом 23, установленным в подшипниковых опорах 24 и 25 и находящимся в кинематической связи с гайкой 26, закрепленной на корпусе мотальной головки 3.
Устройство работает следующим образом.
В начале цикла наматывания на третий вход блока 17 поступает сигнал, по которому вычислительное устройство
45 своими концами с гайкой ТО и рычагом 8. Изменение длины пружины 9 п водит к изменению величины компенс рзоощего усилия прижима. При совпад нии действительной величины усилия
выдает со своего второго выхода сиг- прижима с заданной выходной сигнал
нал на УСИЛИТРЛТ, 7П- nnmrmntTQuut.. «о .
наЗг на усилитель 20. Подключенный к последнему индивидуальный электродвигатель 21 перемещения мотальной головки через червячный редуктор 22, винт 23 и гайку 26 производит подвод мотальной головки 3 из начального положения к бобинодержателю 2, установленному на револьверной головке 1. При этом происходит каса ние фрикцион55
схемы 18 сравнения становится равн нулю и вращение вала электродвигат ля 12 прекращается. При увеличении радиуса паковки в процессе намотки происходит изменение угла наклона р чага 8 и изменение Длины пружины 9 что приводит к изменению усилия при ма фрикционного валика 7 к пакойке Блок 17 по сигналу датчика 15 угла
1461735
5
n
ным валиком 7 бобинодержателя 2 и от- клонение рычага 8. Датчик 15 угла поворота рычага подает на блок 17 ин- g формацию о текущем угле поворота ры5
чага 8. При достижении величины угла поворота рычага, равной начальному углу о(, блок 17 выдает сигнал через усилитель 20 на индивидуальный элект0 родвигатель 21 перемещения мотальной головки, который отключается, и перемещение мотальной головки 3 прекращается. Удержание- мотальной головки в неподвижном положении обеспечивается за счет самотормозящейся передачи в червячном редукторе 22.
По сигналу датчика 15 угла поворота рычага и сигналу датчика 16 положения мотальной головки блок 17 рассчитывает радиус паковки, по заданной зависимости - требуемую величину усилия прижима фрикционного валика к паковке для текущего радиуса паковки, а также рассчитывает величину усилия прижима, обусловленную весом фрикционного валика, затем определяет величину необходимого компенсирующего усилия. Сигнал, соответствующий необходимой величине компенсирующего усилия с первого выхода блока, поступает на схему 18 сравнения, где сравнивается с сигналом датчика 13 перемещения рычага, который несет информацию о действительной величине
2 компенсирующего усилия прижима. Со схемы 18 сравнения сигнал рассогласования заданного и действительного компенсирующего усилия прижима поступает на усилитель 19, выходной сигнал
0 которого вызывает вращение вала электродвигателя 12, связанного с винтом 11. В результате происходит перемещение гайки 10 и изменяется величина растяжения пружины 9, связанной
5 своими концами с гайкой ТО и рычагом 8. Изменение длины пружины 9 приводит к изменению величины компенси- рзоощего усилия прижима. При совпадении действительной величины усилия
0
прижима с заданной выходной сигнал
прижима с заданной выходной сигнал
«о .
схемы 18 сравнения становится равным нулю и вращение вала электродвигателя 12 прекращается. При увеличении радиуса паковки в процессе намотки происходит изменение угла наклона рычага 8 и изменение Длины пружины 9, что приводит к изменению усилия прижима фрикционного валика 7 к пакойке. Блок 17 по сигналу датчика 15 угла
поворота рычага, а также сигналу датчика 16 положения мотальной головки в соответствии с описанным алгоритмом вновь выдает на схему 18 сравнения сигнал, соответствующий новой требуемой величине компенсирующего усилия прижима, и происходит восстановление заданной величины усилия прижима.
Когда вследствие увеличения радиуса паковки в процессе намотки угол поворота рычага 8 превышает допустимую величину в Д, блок 17 выдает на второй выход сигнал, поступающий на усилитель 20. Подключенный к усилителю 20 индивидуальный электродвигатель 21 перемещения мотальной головки через червячный редуктор 22 врада
5
мотальной головки в начальное положение. Достижение мртальной головкой 3 начального положения определяется блоком 17 по равенству сигнала датчика 16 положения мотальной головки с заданной величиной начального положения. При достижении мотальной головкой начального положения вычисли- ггельное устройстбо снимает сигнал с второго выхода, в результате индивидуальный электродвигатель 21 перемещения мотальной головки отключается, происходит остановка мотальной головки 3. После остановки мотальная головка удерживается за счет самотормозящейся передачи в червячном редукторе 22. В этом время выполняется известным образом съем готовой па

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки нити | 1980 |
|
SU895869A1 |
| Мотальная машина | 1990 |
|
SU1720976A1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО НАМАТЫВАНИЯ ПРЯЖИ НА КОНИЧЕСКУЮ ПАКОВКУ | 1991 |
|
RU2008246C1 |
| МОТАЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2019491C1 |
| УСТРОЙСТВО ДЛЯ КРЕСТОВОЙ НАМОТКИ НИТИ НА ПАКОВКУ | 1993 |
|
RU2060922C1 |
| Перемоточная машина для наработки стоговидных паковок | 1976 |
|
SU772965A1 |
| Намоточное устройство | 1989 |
|
SU1666434A1 |
| Устройство для намотки нити | 1989 |
|
SU1818292A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ РАЦИОНАЛЬНОЙ СТРУКТУРЫ ПОД КРАШЕНИЕ | 1996 |
|
RU2144492C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАРТИИ БОБИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2483015C2 |

Изобретение относится к производству химических волокон и касается систем управления устройством для намотки нити на прядильньщ машинах. Цель изобретения - повышение качества наматываемых паковок. Это достигается за счет введения механизма точной коррекции усилия прижима, состоящего из фрикционного валика, закрепленного на качающемся рычаге, связанном с пружиной, которая в свою очередь соединена с гайкой кинематической передачи винт - гайка. Точная коррекция усилия Прижима производит-. ся за счет изменения натяжения пружины посредством вращения электродвигателем винта кинематической передачи винт - гайка. На величину компенсирующего усилия прижима не влияет трение в механизме устройства. Использование в блоке управления микропроцессорного вычислительного устройства позволяет легко изменять алгоритм регулирования усилия прижима для намотки паковок с различными заданными свойствами, а также выполнять регули- . рование усилия прижима с высокой точностью. В данном устройстве осуществляется полное разделение механизма перемещения мотальной головки и механизма коррекции усилия прижима за счет расширения диапазона перемещения фрикционного валика (при передвижной мотальной головке), в котором усилие прижима сохраняется равным заданному. Использование микропроцессорного вычислительного устройства позволило выполнить развязку управлением усилием прижима с перемещением мотальной головки. 1 з.п. ф-лы, 3 ил. (Л Ч 00 СП
ет винт 23, установленньй в подшипни-2о ковки и установка новой оправки на
ковых опорах 24 и 25, что приводит ;к подъему гайки 26 и связанной с ней мотальной головки 3. В результате подъема мотальной головки 3 происходит уменьшение угла поворота рычага 8. При достижении величины угла поворота рычага, равной начальному углуо, блок 17 сигналом с второго выхода производит отключение индивидуального электродвигателя 21 перемещения мотальной головки, перемещение мотальной головки 3 прекращается. За счет самотормозящейся передачи в червячном редукторе 22 мотальная головка неподвижно удерживается в новом положении. Поддержание заданного усилия прижима происходит аналогично описанному. При достижении заданного радиуса паковки блок 17 выдает на третий выход сигнал об окончании намотки, который служит для координации работы других механизмов, объединенных с устройством для намотки нити в единый технологический комплекс. В частности, сигнал третьего выхода блока 17 инициирует работу механизмов съема наработанной паковки с бо- бинодержателя 2 и механизма перезаправки нити на новую пустую оправку, установленную на втором бобинодержа- теле 2 , находящемся на револьверной головке 1. Одновременно с выдачей сигнала об окончании намотки блок 17 выдает сигнал на второй выход в результате чего происходит включение индивидуального электродвигателя 21 перемещений мотальной головки, который через червячный редуктор 22, винт 3 и гайку 26 производит подъем
бобинодержатель. Далее процесс повт ряется.
Устройство наиболее целесообразн использовать в текстильной и хими- 25 ческой промьшшенности, в т ехнологи- ческих процессах, связанных с (фрикционным наматыванием длинномерных материалов (нитей, жгутов). Устройство позволяет повысить точность ре 30 гулирования усилия прижима фрикцион ного валика к наматываемой паковке и тем самым улучшить качество намат ваемых паковок. :Формула из о б р е т е н и я
35
40
45
50
55
бобинодержатель. Далее процесс повторяется.
Устройство наиболее целесообразно использовать в текстильной и хими- 25 ческой промьшшенности, в т ехнологи- ческих процессах, связанных с (фрикционным наматыванием длинномерных материалов (нитей, жгутов). Устройство позволяет повысить точность ре- 30 гулирования усилия прижима фрикционного валика к наматываемой паковке и тем самым улучшить качество наматы- ваемых паковок. :Формула из о б р е т е н и я
8
10
выход которого соединен с первым входом схемы сравнения, второй вход которой связан с датчиком перемещения рычага, -а второй выход блока подключен к механизму перемещения мотальной головки,
Дл.1 5Х.2
вл.;
иМ
п
gft/jf.J
Ьых. 2
Вых. 1
/а
13
п
Фиг. г
| Устройство для намотки нити | 1980 |
|
SU895869A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
