(54) РОЛИК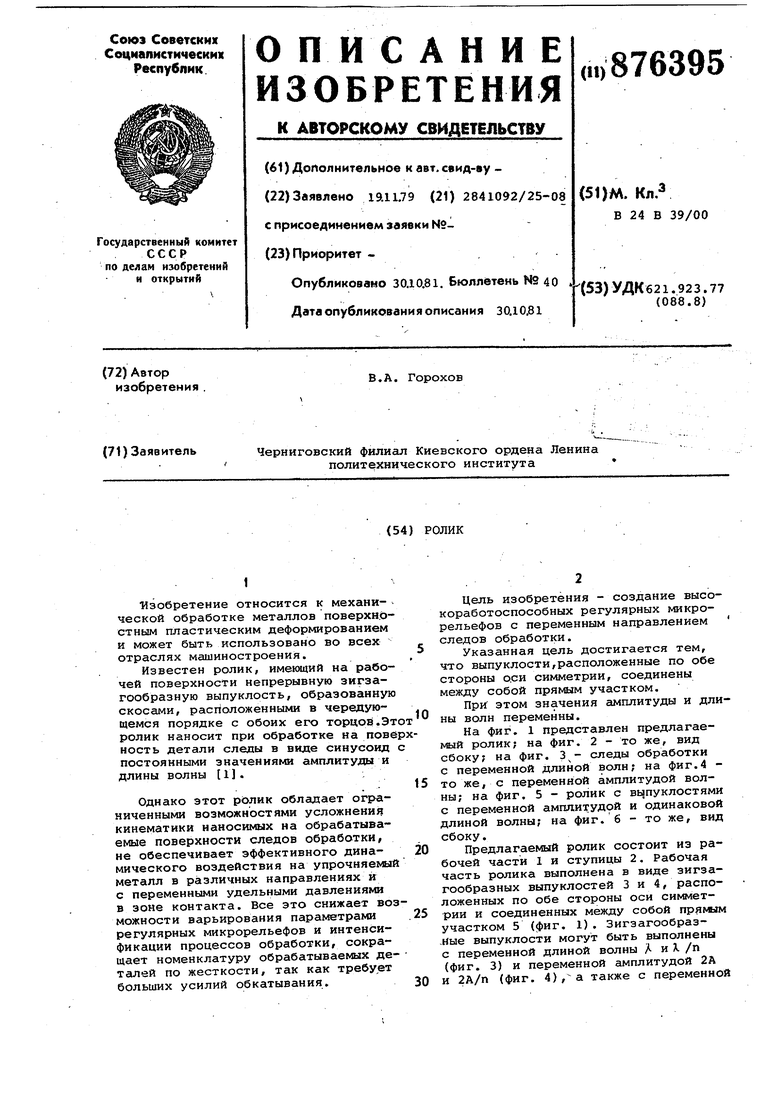
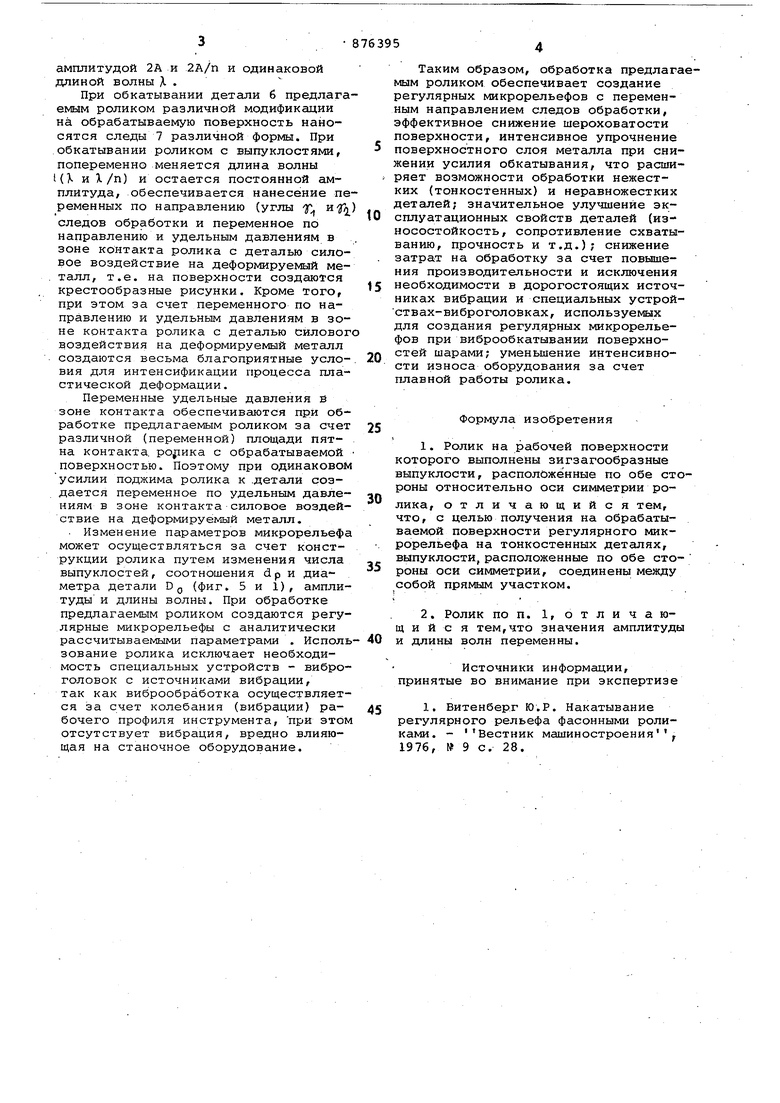

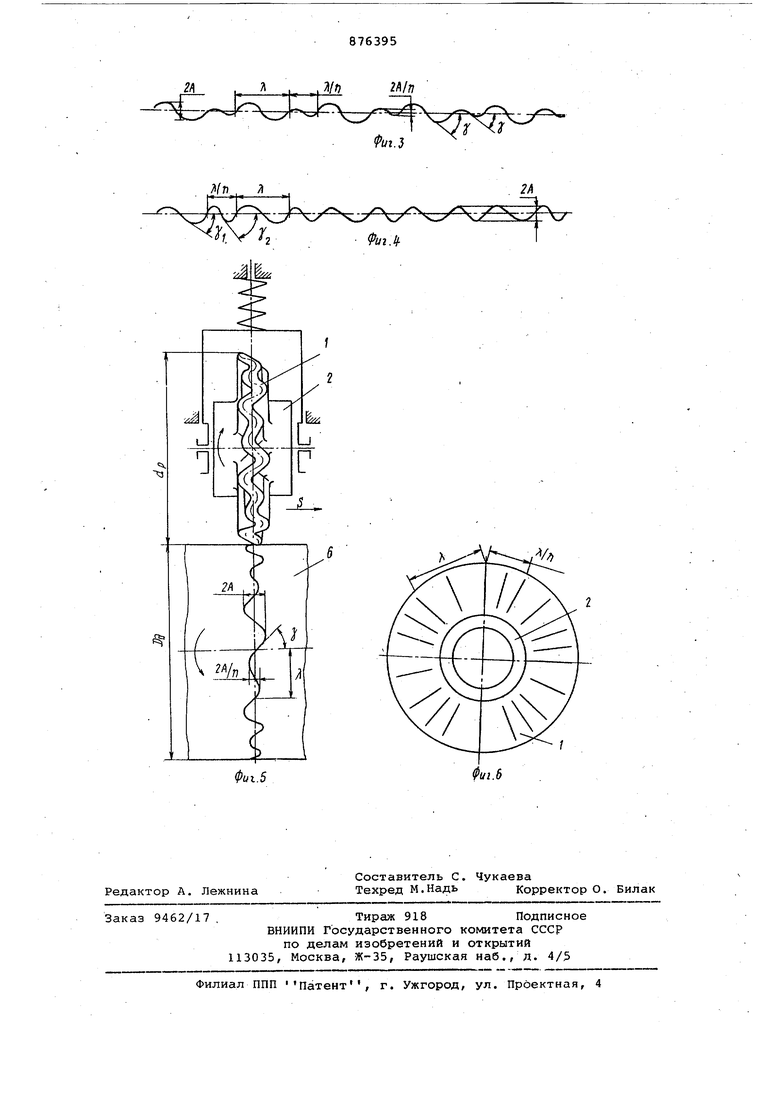
Изобретение относится к механической обработке металлов поверхн.йстньом пластическим деформированием и может быть использовано во всех отраслях машиностроения. Известен ролик, имеющий на рабочей поверхности непрерывную зигзагообразную выпуклость, образованную скосами, расположенными в чередующемся порядке с обоих его торцов.Эт ролик наносит при обработке на пове ность детали следы в виде синусоид постоянными значениями амплитуды и длины волны 1. Однако этот ролик обладает ограниченными возможностями усложнения кинематики наносимых на обрабатываемые поверхности следов обработки, не обеспечивает эффективного динамического воздействия на упрочняемы металл в различных направлениях и с переменными удельными давлениями в зоне контакта. Все это снижает во можности варьирования параметрами регулярных микрорельефов и интенсификации процессов обработки, сокращает номенклатуру обрабатываемых де талей по жесткости, так как требует больших усилий обкатывания. Цель изобретения - создание высокоработоспособных регулярных микрорельефов с переменным направлением следов обработки. Указанная цель достигается тем, что выпуклости,расположенные по обе стороны оси симметрии, соединены между собой прямым участком. При этом значения амплитуды и длины волн переменны. На фиг. 1 представлен предлагае№1й ролик; на фиг. 2 - то же, вид сбоку на фиг. следы обработки с переменной длиной волн; на фиг.4 то же, с переменной амплитудой волны; на фиг. 5 - ролик с выпуклостями с переменной амплитудой и одинаковой длиной волны; на фиг. 6 - то же, вид сбоку. Предлагаемый ролик состоит из рабочей части 1 и ступицы 2. Рабочая часть ролика выполнена в виде зигзагообразных выпуклостей 3 и 4, расположенных по обе стороны оси симметрии и соединенных между собой прямым участком 5 (фиг. 1). Зигзагообраз,ные выпуклости могут быть выполнены с переменной длиной волны Л и X /п (фиг. 3) и переменной амплитудой 2А и 2А/П (фиг. 4),-а также с переменной амплитудой 2А и 2А/п и одинаковой длиной волны . При обкатывании детали б предлага емым роликом различной модификации на обрабатываемую поверхность наносятся следы 7 различной формы. При обкатывании роликом с выпуклостями, попеременно меняется длина волны (Х и X/п) и остается постоянной амплитуда, обеспечивается нанесение пе ременных по направлению (углы f. следов обработки и переменное по направлению и удельным давлениям в зоне контакта ролика с деталью силовое воздействие на деформируемый металл, т.е. на поверхности создаются крестообразные рисунки. Кроме того, при этом за счет переменного по направлению и удельным давлениям в зоне контакта ролика с деталью силовог воздействия на деформируемый металл создаются весьма благоприятные уелоВИЯ для интенсификации процесса пластической деформации. Переменные удельные давления В зоне контакта обеспечиваются при обработке предлагаемым роликом за счет различной (переменной) площади пятна контакта. pofiHKa с обрабатываемой поверхностью. Поэтому при одинаковом усилии поджима ролика к .детали создается переменное по удельным давлениям в зоне контакта силовое воздействие на деформируемый металл. . Изменение параметров микрорельефа может осуществляться за счет конструкции ролика путем изменения числа выпуклостей, соотношения dp и диаметра детали Dg (фиг. 5 и 1), амплитуды и длины волны. При обработке предлагаемым роликом создаются регулярные микрорельефы с аналитически рассчитываемыми параметрами . Исполь зование ролика исключает необходимость специальных устройств - виброголовок с источниками вибрации, так как виброобработка осуществляется за счет колебания (вибрации) рабочего профиля инструмента, при этом отсутствует вибрация, вредно влияющая на станочное оборудование. Таким образом, обработка предлагаемым роликом обеспечивает создание регулярных микрорельефов с переменным направлением следов обработки, эффективное снижение шероховатости поверхности, интенсивное упрочнение поверхностного слоя металла при снижении усилия обкатывания, что расширяет возможности обработки нежестких (тонкостенных) и неравножестких деталей; значительное улучшение эксплуатационных свойств деталей (износостойкость, сопротивление схватыванию, прочность и т.д.); снижение затрат на обработку за счет повышения производительности и исключения необходимости в дорогостоящих источниках вибрации и специальных устройствах-виброголовках, используемых для создания регулярных микрорельефов при виброобкатывании поверхностей шарами; уменьшение интенсивности износа оборудования за счет плавной работы ролика. Формула изобретения 1.Ролик на рабочей поверхности которого выполнены зигзагообразные выпуклости, расположенные по обе стороны относительно оси симметрии ролика, отличающийся тем, что, с целью получения на обрабатываемой поверхности регулярного микрорельефа на тонкостенных деталях, выпуклости, расположенные по обе стороны оси симметрии, соединены между собой прямым участком. I . - . . 2.Ролик по п. 1, отличающийся тем,что значения амплитуды и длины волн переменны. Источники информации, принятые во внимание при экспертизе 1. Витенберг Ю.Р. Накатывание регулярного рельефа фасонными роликами. - Вестник машиностроения , 1976, № 9 с. 28.
т
.n, л
0i/i.5
гш
Г
fut.3
2А
jT .. Х
UJ.
fui.6
