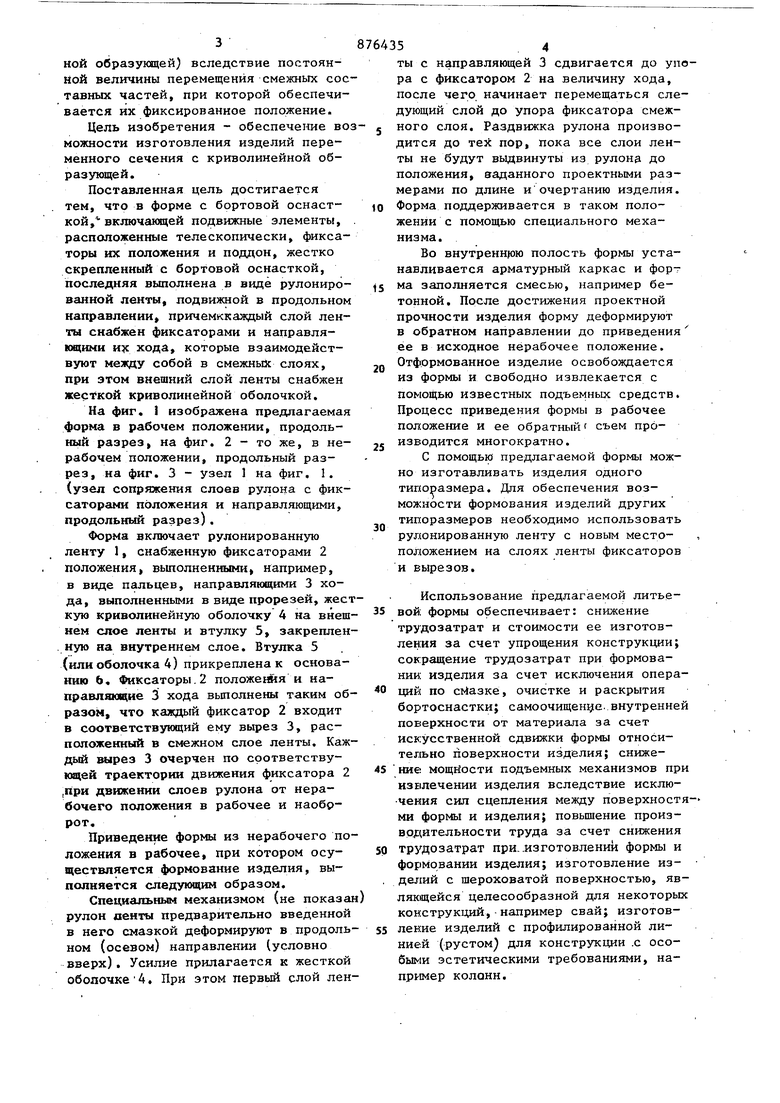
Изобретение относится к строителг. ной индустрии, в частности к конструк циям форм для изготовления изделий типа стержней с переменными размерами сечения и длины. Известна регулируемая литьевая форма, состоящая из внутренних и внеш них элементов, вытянутых в осевом направлении. Каждый элемент является цилиндрической тонкостенной втулкой с равномерной толщиной стенок, которые имеют резьбу по всей длине. Концы формы снабжены пластинами (кры ками) D Недостатками известной формы являются сложность изготовления и ни кая степень надежности в работе в связи с применением резьбового соединения, необходимость .в больших рабочих площадях при изготовлении, ровании и транстортировании форм вследствие их больших линейных разме ров, а также невозможность изготовления изделий со сложным очертанием профиля (с отрицательной и положительной кривизной образующей вследствие применения ограниченного числа резьбовых втулок. Известен также трубчатый сердечник, который по конструктлвяому исполнению может быть использован в качестве формы для изготовления, стержней с переменными размерами сечения и длины. Трубчатый сердечник имеет отдельные телескопическирасположеи- : ные подвижные элементы с продольными ребрами по наружной поверхности, исполнякмцими роль фиксаторов при раздвижке составных частей. Постоянный угол конусности позволяет собирать сердечник в стопку 2. Недостатками известной конструкции являются сложность и трудоемкость изготовления вследствие большого количества взаимодействующих элементов, и невозможность изготовления изделий со сложным очертанием профиля (с отрицательной и .положительной кривиз- 3 ной образующей) вследствие постоянМой величины перемещения смежных со тавных частей, при которой обеспечи вается их фиксированное положение. Цель изобретения - обеспечение в можности изготовления изделий переменного сечения с криволинейной образующей. Поставленная цель достигается тем, что в форме с бортовой оснасткой, включанхцей подвижные элементы, расположенные телескопически, фикса торы их положения и поддон, жестко скрепленный с бортовой оснасткой, последняя выполнена в виде рулониро ванной ленты, подвижной в продольно направлении причемккаждый слой лен ты снабжен фиксаторами и направляющими их хода, которые взаимодействуют между собой в смежных слоях, при этом внешний слой ленты снабжен жесткой криволинейной оболочкой, На фиг. i изображена предлагаема форма в рабочем положении, продольный разрез, на фиг. 2 - то же, в не рабочем положении, продольный разрез, на фиг. 3 - узел 1 на фиг. I. (узел сопряжения слоев рулона с фик саторами положения и направляющими, продольный разрез). Форма включает рулонированную ленту 1, снабженную фиксаторами 2 положения, выполненными, например, в виде пальцев, направляющими 3 хода, выполненными в виде прорезей, жес кую криволинейную оболочку 4 на внеш нем слое ленты и втулку 5, закреплен ную на внутреннем слое. Втулка 5 (или оболочка 4) прикреплена к основанию Ь, Фиксаторы.2 положения и направляющие 3 хода вьшолнены таким об разом, что каждый фиксатор 2 входит в соответствующий ему вырез 3, расположенный в смежном слое ленты. Каж дый вырез 3 очерчен по соответствующей траектории движения фиксатора 2 ,при движении слоев рулона от нерабочего положения в рабочее и наобррот. Приведение формы из нерабочего по ложения в рабочее, при котором осуществляется формование изделия, выполняется следующим образом. Специальным механизмом (не показа рулон ленты предварительно введенной в него смазкой деформируют в продоль ном (осевом) направлении (условно вверх). Усилие прилагается к жесткой обопочке4. При этом первый слой лен 5 ты с направляющей 3 сдвигается до упора с фиксатором 2 на величину хода, после чего, начинает перемещаться следующий слой до упора фиксатора смежного слоя. Раздвижка рулона производится до тех пор, пока все слои ленты не будут выдвинуты из рулона до положения, заданного проектными размерами по длине иочертанию изделия. Форма поддерживается в таком положении с помощью специального механизма. Во внутреннк)ю полость формы устанавливается арматурный каркас и форт ма заполняется смесью, например бетонной. После достижения проектной прочности изделия форму деформируют в обратном направлении до приведения ее в исходное нерабочее положение. Отформованное изделие освобождается из формы и свободно извлекается с помощью известных подъемных средств. Процесс приведения формы в рабочее положение и ее обратный съем производится многократно. С помощью предлагаемой формы можно изготавливать изделия одного типоразмера. Для обеспечения возможности формования изделий других типоразмеров необходимо использовать рухюнированную ленту с новым местоположением на слоях ленты фиксаторов и вырезов. Использование предлагаемой литьевой формы обеспечивает: снижение трудозатрат и стоимости ее изготовления за счет упрощения конструкции; сокращение трудозатрат при формовании изделия за счет исключения операций по сйазке, очистке и раскрытия бортоснастки; самоочищенце. внутренней поверхности от материала за счет искусственной сдвижки формы относительно поверхности изделия; снижение мощности подъемных механизмов при извлечении изделия вследствие исключения сил сцепления между поверхностя- ми формы и изделия; повышение производительности труда за счет снижения трудозатрат при. .изготовлений формы и формовании изделия; изготовление из- делий с шероховатой поверхностью, являющейся целесообразной для некоторых конструк1.щй, например свай; изготовление изделий с профилированной линией (рустом) для конструкции .с особыми эстетическими требованиями, например колонн.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРОЧНЫХ ДВУХКОНСОЛЬНЫХ ПЛИТ-ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183157C1 |
| Кассетная установка для изготовления железобетонных изделий | 1990 |
|
SU1729755A1 |
| Устройство для наложения изоляционной ленты на замкнутые кольцевые сердечники | 1985 |
|
SU1399828A2 |
| НАДСТРОЙКА ЗДАНИЯ И СПОСОБ ЕЕ ОСУЩЕСТВЛЕНИЯ ПРИ РЕКОНСТРУКЦИИ | 2013 |
|
RU2579073C2 |
| Устройство для изготовления длинномерных полых изделий | 1990 |
|
SU1712172A1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1980 |
|
SU897521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ ВРАЩЕНИЯ | 1994 |
|
RU2077425C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХЭЛЕМЕНТОВ | 1968 |
|
SU212924A1 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
