Изобретение относится к промышленности строительных материалов, в частности к оборудованию для кассетного производства железобетонных изделий.
Целью изобретения является снижение трудозатрат по технологическому обслуживанию и производству ремонтных работ при одновременном улучшении условий труда и обеспечении безопасности работ.
На фиг.1 изображен общий вид кассетной установик, вид сбоку; на фиг.2 - фрагмент установки в распалубочном состоянии
и опущенной в зону между формующими стенками жесткой площадки-фиксатора для обслуживания установки; На фиг.З - фрагмент установки с опущенным в одну из полостей между подготовленными к формованию стенками механизмом смазки; на фиг.4 - сечение А-А на фиг.З.
Кассетная установка включает несущую раму 1, закрепленные на ней направляющие пути 2, установленные на последних тепловые 3 и разделительные 4 стенки, образующие кассету, в которой одновременно
VI ел ел
формуется несколько изделий. На стенках 3 и 4 закреплена бортоснастка и вибраторы 5. Для сборки стенок 3 и 4 и раздвижки их предусмотрены распалубочные устройства 6.
Кроме путей 2, на раме 1 закреплены дополнительные пути 7, на которых установлен самоходный портал 8, несущий подвижную по вертикали рабочую площадку- фиксатор 9 и механизм 10 смазки формую- щих поверхностей стенок 3 и 4 и бортосна- стки. Площадка-фиксатор 9 предназначена для технологического обслуживания установки (оснащения стенок 3 и 4 распорными конусами, вкладышами и т.д.) и произведет- ва ремонтных работ и выполнена достаточно жесткой для противостояния усилиям сжатия, развиваемым приводами устройств 6 в случае их непроизвольного включения в процессе производства упомянутых работ. Устройства 6 посредством сочленяемых между собой стенок 3 и 4 имеют возможность за счет противоположно направленных ходов развести обрабатываемые стенки 3 и 4 на расстояние, равное сумме ходов приводов устройств 6. Площадка 9 смонтирована на портале 8 посредством телескопических винтовых пар 10, приводимых электромеханическим приводом 11.
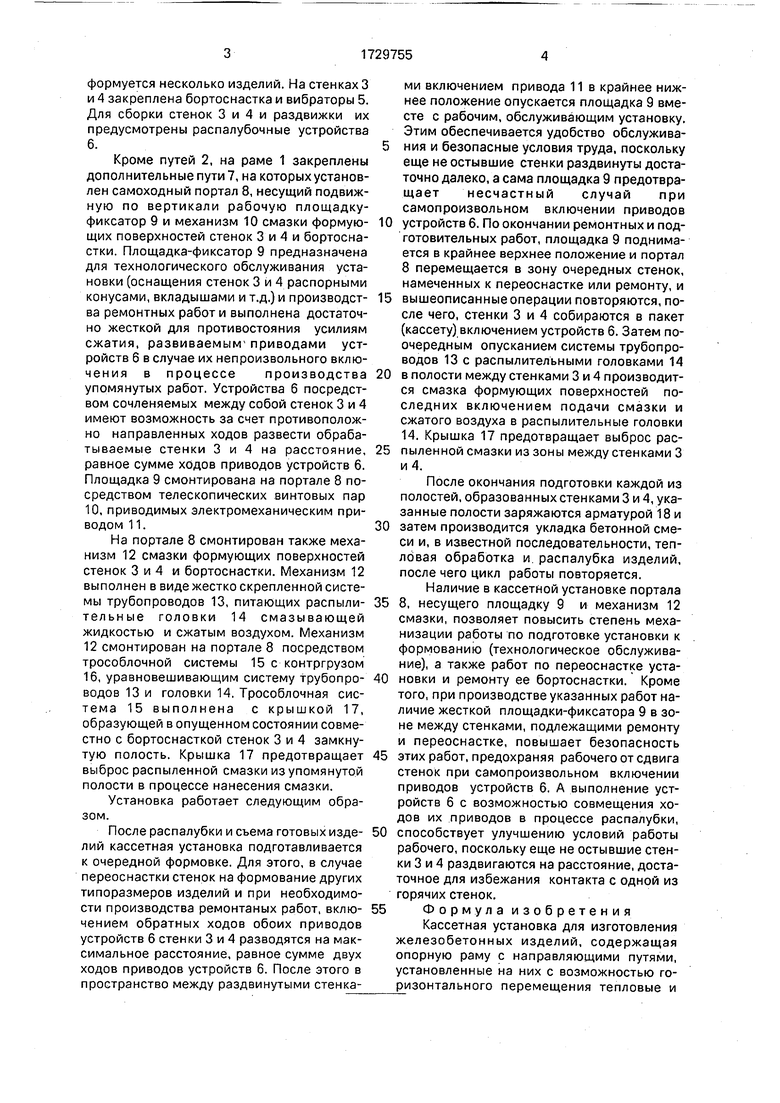
На портале 8 смонтирован также механизм 12 смазки формующих поверхностей стенок 3 и 4 и бортоснастки. Механизм 12 выполнен в виде жестко скрепленной системы трубопроводов 13, питающих распыли- тельные головки 14 смазывающей жидкостью и сжатым воздухом. Механизм 12 смонтирован на портале 8 посредством трособлочной системы 15 с контргрузом 16, уравновешивающим систему труболро- водов 13 и головки 14. Трособлочная система 15 выполнена с крышкой 17, образующей в опущенном состоянии совместно с бортоснасткой стенок 3 и 4 замкнутую полость. Крышка 17 предотвращает выброс распыленной смазки из упомянутой полости в процессе нанесения смазки.
Установка работает следующим образом.
После распалубки и съема готовых изде- лий кассетная установка подготавливается к очередной формовке. Для этого, в случае переоснастки стенок на формование других типоразмеров изделий и при необходимости производства ремонтаных работ, вклю- чением обратных ходов обоих приводов устройств 6 стенки 3 и 4 разводятся на максимальное расстояние, равное сумме двух ходов приводов устройств 6. После этого в пространство между раздвинутыми стенками включением привода 11 в крайнее нижнее положение опускается площадка 9 вместе с рабочим, обслуживающим установку. Этим обеспечивается удобство обслуживания и безопасные условия труда, поскольку еще не остывшие стенки раздвинуты достаточно далеко, а сама площадка 9 предотвра- щает несчастный случай при самопроизвольном включении приводов устройств 6. По окончании ремонтных и подготовительных работ, площадка 9 поднимается в крайнее верхнее положение и портал 8 перемещается в зону очередных стенок, намеченных к переоснастке или ремонту, и вышеописанные операции повторяются, после чего, стенки 3 и 4 собираются в пакет (кассету) включением устройств 6. Затем поочередным опусканием системы трубопроводов 13 с распылительными головками 14 в полости между стенками 3 и 4 производится смазка формующих поверхностей последних включением подачи смазки и сжатого воздуха в распылительные головки 14. Крышка 17 предотвращает выброс распыленной смазки из зоны между стенками 3 и 4.
После окончания подготовки каждой из полостей, образованных стенками 3 и 4, указанные полости заряжаются арматурой 18 и затем производится укладка бетонной смеси и, в известной последовательности,тепловая обработка и. распалубка изделий, после чего цикл работы повторяется.
Наличие в кассетной установке портала 8, несущего площадку 9 и механизм 12 смазки, позволяет повысить степень механизации работы по подготовке установки к формованию (технологическое обслуживание), а также работ по переоснастке установки и ремонту ее бортоснастки. Кроме того, при производстве указанных работ наличие жесткой площадки-фиксатора 9 в зоне между стенками, подлежащими ремонту и переоснастке, повышает безопасность этих работ, предохраняя рабочего от сдвига стенок при самопроизвольном включении приводов устройств 6. А выполнение устройств 6 с возможностью совмещения ходов их приводов в процессе распалубки, способствует улучшению условий работы рабочего, поскольку еще не остывшие стенки 3 и 4 раздвигаются на расстояние, достаточное для избежания контакта с одной из горячих стенок.
Формула изобретения
Кассетная установка для изготовления железобетонных изделий, содержащая опорную раму с направляющими путями, установленные на них с возможностью горизонтального перемещения тепловые и
разделительные стенки, образующие с бор тоснасткой кассетную форму, вибраторы, и оппозитно расположенные устройства для распалубки, отличающаяся тем, что, с целью снижения трудозатрат по техниче- скому обслуживанию установки и производству ремонтных работ при одновременном улучшении условий труда и обеспечения безопасности работ, установка снабжена дополнительными направляющими путями, установленным на них самоходным порталом, смонтированными на последнем подвижной по вертикали площадкой-фиксатором для технологического обслуживания установки, производства наладочных и ремонтных работ и механизмом смазки формующих поверхностей стенок, причем
0
5
устройства для распалубки смонтированы с возможностью совмещения их рабочих ходов для раздвижки стенок, на расстояние, равное сумме величин этих ходов.
2.Установка по п.1, отличающаяся тем, что подвижная по вертикали площадка-фиксатор смонтирована на портале посредством телескопических приводных винтовых пар.
3.Установка по п.1, отли ча ющаяся тем, что механизм смазки снабжен крышкой, образующей вместе со стенками и бор- тоснасткой замкнутую полость, и смонтирован на портале посредством блоков с гибкими тяговыми органами и контргруза.
Фие.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Технологический узел распалубки железобетонных изделий и подготовки форм | 1989 |
|
SU1705086A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Кассетная установка | 1987 |
|
SU1447672A1 |
| Кассетная установка для изготовления железобетонных перегородок | 1981 |
|
SU1133103A1 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| Машина для чистки поверхностей форм | 1990 |
|
SU1724476A1 |
| Устройство для распалубки и сборки тепловых-формующих стенок кассетной установки | 1983 |
|
SU1110639A1 |


Изобретение относится к оборудованию для производства сборного железобетона. Цель изобретения - снижение трудозатрат по технологическому обслуживанию и производству ремонтных работ при одновременном улучшении условий труда и обеспечении безопасности работ. Установка содержит тепловые 3 и разделительные 4 стенки с бортоснасткой и вибраторами 5, смонтированные на направляющих путях 2, закрепленных на раме 1, и механизм 6 сборки стенок и распалубки. Установка также снабжена самоходным порталом 8, на котором смонтированы подвижные по вертикали рабочая площадка - фиксатор для технологического обслуживания и механизм 12 смазки, снабженный уп- лотнительной крышкой, предотвращающей выброс распыленной смазки. Портал установлен на дополнительных направляющих путях. По мере необходимости площадка- фиксатор также, как и механизм смазки, опускается в зону между раздвинутыми стенками 3 и 4. Благодаря оппозитно расположенным двум устройствам 6 распалубки, раздвижка- стенок может быть осуществлена на величину, равную сумме ходов каждого из устройств 6, что предотвращает контакт рабочего с еще неостывшими после распалубки стенками, а наличие в зоне между стенками жесткой площадки- фиксатора 9 предотвращает сближение стенок при непроизвольном включении приводов устройств 6. 4 ил. СО
| Установка для одновременного изготовления нескольких бетонных изделий | 1984 |
|
SU1214427A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
