Изобретение относится к изготовлению поаых изделий из полимеров и может быть использовано в машиностроении для изготовления полых изделий из пластмасс, например флаконов для хранения жидких и сыпучих материалов, имеющих резьбовую наружную поверхность, а также всевозможных пробирок, у которых длина в несколько раз превышает диаметр.
Цель изобретения - повышение производительности и расширение технологических возможностей за счет использования устройства в роторно-конвейерных линиях. На фиг.1 изображена форма в сомкнутом положении, общий вид, разрез: на фиг.2 -вид А на фиг. 1; на фиг.З-сечение Б-Б на фиг,1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - литьевая форма в разомкнутом состоянии.
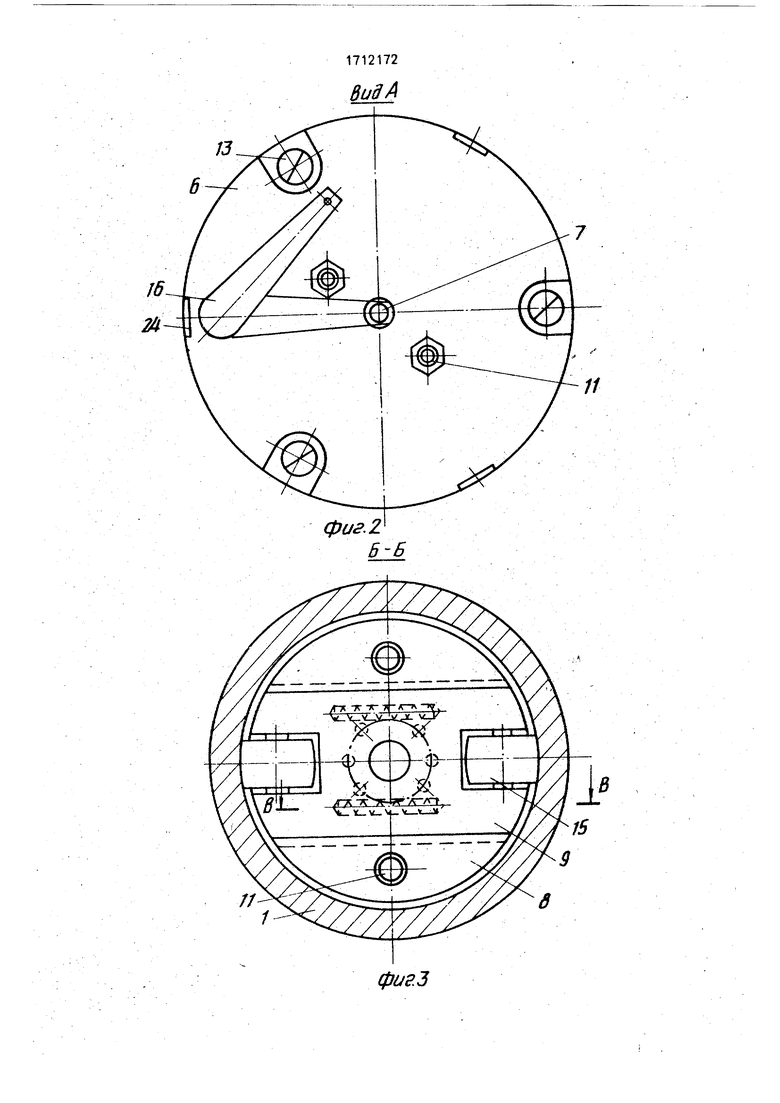
Устройство для изготовления длинномерных полых изделий содержит обойму 1 и расположенные у ее основания пальцы 2 для взаимодействия с транспортной цепью 3 роторно-конвейерной линии, а по периметру обоймы выполнен кольцевой паз 4 для В;3аимодействия со звездочкой 5, установленной на роторе РКЛ.
В обойме установлена разъемная форма, состоящая из верхней части 6, в которой расположена формующая полость 7, и нижней части 8, образованной разъемными вкладышами 9, образующими резьбооформляющее гнездо 10, для формирования резьбовой части изделия.
Части формы между собой фиксируются вертикальными направляющими 11, а верхняя часть формы фиксируется относительно обойм вертикальными упругими элементами в виде подпружиненных пружиной 12 стоек 13.
Обойма выполнена с копирной поверхностью 14 на внутренней стенке, а форма снабжена роликами 15 для взаимодействия с криволинейной копирной поверхностью обоймы.
Криволинейная внутренняя поверхность выполнена таким образом, что при обкатывании по ней роликов 15 обеспечивается свободное извлечение отлитого полимерного изделия совместно с формующим знаком.
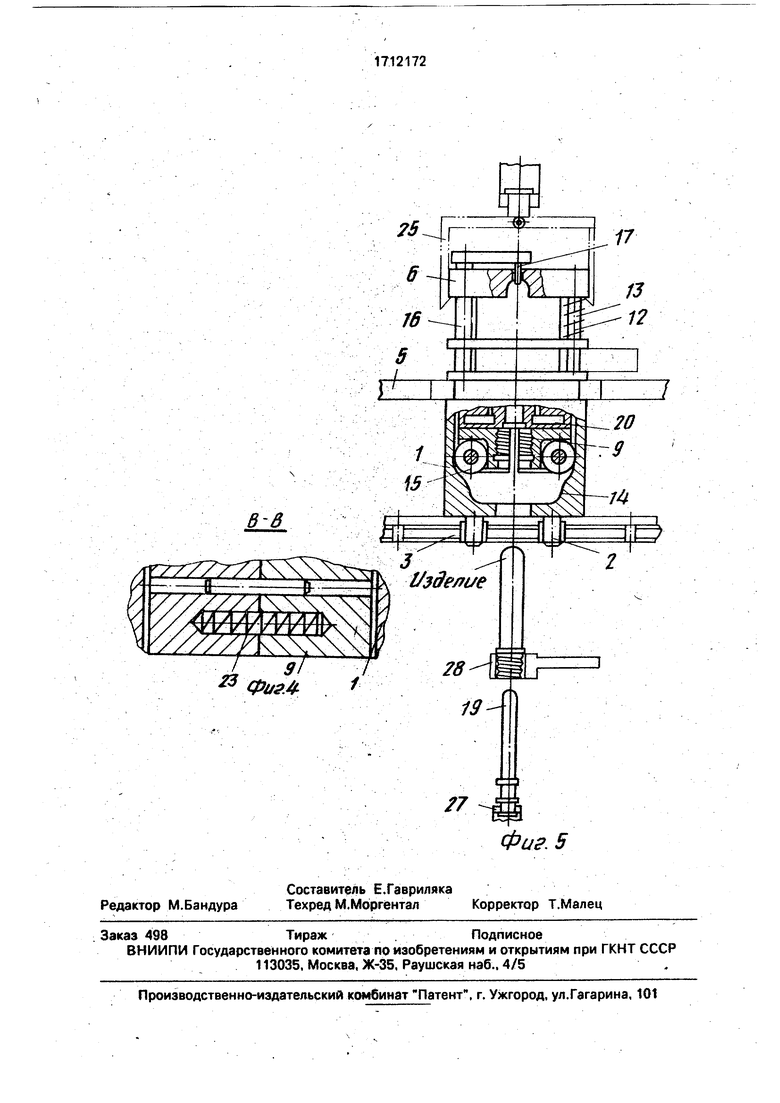
На верхнем торце обоймы смонтирован Г-образный рычаг 16с возможностью поворота относительно своей продольной оси и снабжен иглой 17 для воздействия на изделие через литниковый канал 18, расположенный по оси симметрии в верхней части формы, который сообщается с формующей полостью 7. Для оформления изделий форма снабжена формующим знаком 19.
Симметрично литниковому каналу в верхней части формы выполнены каналы 20 для подвода охлаждающей жидкости.
Для поворота Г-образного рычага 16 на
его боковой поверхности выполнен криволинейный паз 21, сопряженный с фиксатором 22, который закреплен в верхней части формы.
Разъемные вкладыши 9, образующие
нижнюю часть формы, соединяются между собой горизонтально размещенными пружинами 23, в разные стороны разжимающими вкладыши.
На верхней части формы имеются пазы
24 для обеспечения надежного контакта с захватами 25.РКЛ вертикального разъёма, а формующий знак 19 имеет кольцевую проточку 26 для контакта с захватом 27 удаления знака. Кроме того, предусмотрены
схваты 28 для съема и удаления готового полимерного изделия.
Устройство для изготовления длинномерных полых изделий из полимеров работает следующим образом.
Обойма 1 с литьевой формой закрепляется посредством пальцев 2 на транспортной цепи роторно-конвейерной линии, при включении которой транспортная цепь перемещает обойму в зону вспрыска полимера, который осуществляется через литниковый канал 18. После заполнения полимером формующей полости 7 формы обойма 1 транспортной цепью перемещается в зону охлаждения, в которой осуществляется подача охлаждах)щей жидкости в каналы 20.
Затем обойма поступает в зону удаления изделия, где зубья фиксирующей звездочки 5 попадают в кольцевую проточку 4 по
внешнему периметру обоймы и удерживают его от возможного смещения вверх, после чего захваты 25 вертикального разъема РКЛ входят в зацепление с пазами 24 верхней части б формы и, преодолевая сопротивление пружин 12 и сжимая их, смещают верхнюю часть формы на величину
H H2-Hi,
где HI - расстояние между обоймой 1 и верхней частью 6 формы при сомкнутом состоянии резьбовых вкладышей 9;
Н2 - расстояние между обоймой 1 и верхней частью формы при раздвинутых резьбовых вкладышах 9.
При зтом ролики 15 на резьбовых вкладышах 9 перемещаются по криволинейной внутренней поверхности 14 обоймы 1. что вызывает раздвижение резьбовых вкладышей 9 под действием горизонтально расположенных упругих элементов 23. на
величину, достаточную для извлечения знака 19 с изделием.
Одновременно за счет смещения верхней части формы относительно обоймы 1 происходит перемещение поворотного рычага 16 из нерабочего положения в положение, при котором происходит совмещение условных осей выталкивающей иглы 17 с литниковым каналом 18 и последующее воздействие выталкивающей иглы 17 на изделие через его литниковую часть, находящуюся в литниковом канале 18. При этом происходит незначительное смещение верхней части формы относительно нижней по направляющим 11, достаточное для срыва наружной поверхности изделия относительно оформляющей поверхности в верхней части формы.
Синхронно в этот момент захват 27, размещенный на РК/1, вступает в контакт с кольцевой проточкой 26 по внешнему периметру на знаке 19 и его вниз совместно с изделием.
На лути этого перемещения изделие, снимается со знака и удаляется схватом 28 роторной линии.
При перемещении обоймы трансг;10ргной цепью РКЛ в последующую зону происходит возвращение знака 19 в исходное положение в полость верхней части формы, отвод поворотного рычага 16с выталкивающей иглой 17 в нерабочее положение, освобождение от захватов верхней части формы и смещение ее под воздействием пружин 12 вниз, перемещение роликов 15 по криволинейной поверхности 14 обоймы 1 и освобождение его от фиксирующей звездочки 5.
После указанных действий обойма транспортной цепью подается в зону впрыска полимера и рабочий цикл повторяется.
Формула изобретения
1. Устройство для изготовления длинномерных полых изделий, содержащее разъемную литьевую форму с формующей полостью и литниковым каналом, формующий знак с кольцевой проточкой и Г-образный рычаг, отличающееся тем, что, с целью
5 повышения производительности и расширения технологических возможностей за счет использования его в роторно-конвейерных линиях, оно снабжено охватывающей формы обоймой с вертикальными направляющими для формы, расположенными у ее основания пальцами для взаимодействия с ротором и кольцевым пазом на наружной боковой поверхности обоймы для схвата ротора, причем обойма выполнена с копиркой
5 поверхностью на внутренней стенке, форма снабжена роликами для взаимодействия с копирной поверхностью обоймы, а Г-образный рычаг смонтирован на верхнем торце обоймы с возможностью поворота относительно своей продольной оси и снабжен иглой для воздействия на изделие через литниковый канал.
2.Устройство по П.1, о т л и ч а ю щ е ес я тем, что форма выполнена состоящей из
5 верхней части, в которой расположена формующая полость, в нижней части, образованной разъемными вкладышами для формования резьбовой части изделия, причем ролики смонтированы на нижней части
0 формы.
3.Устройство поп.1,отличающеес я тем, что оно снабжено средствами для поворота Г-образного рычага, которое выполнено в виде криволинейного паза на боковой поверхности рычага, и установленным в нем фиксатором, который закреплен в верхней части формы.
0 4. Устройство по П.1, О т л и ч а ю щ е ес я тем, что в верхней части формы выполнены каналы для подвода охлаждающей жидкости,
13
//
фигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |

| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1977 |
|
SU679411A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
