(54) СПОСОБ СОЕДИНЕНИЯ ТРУБ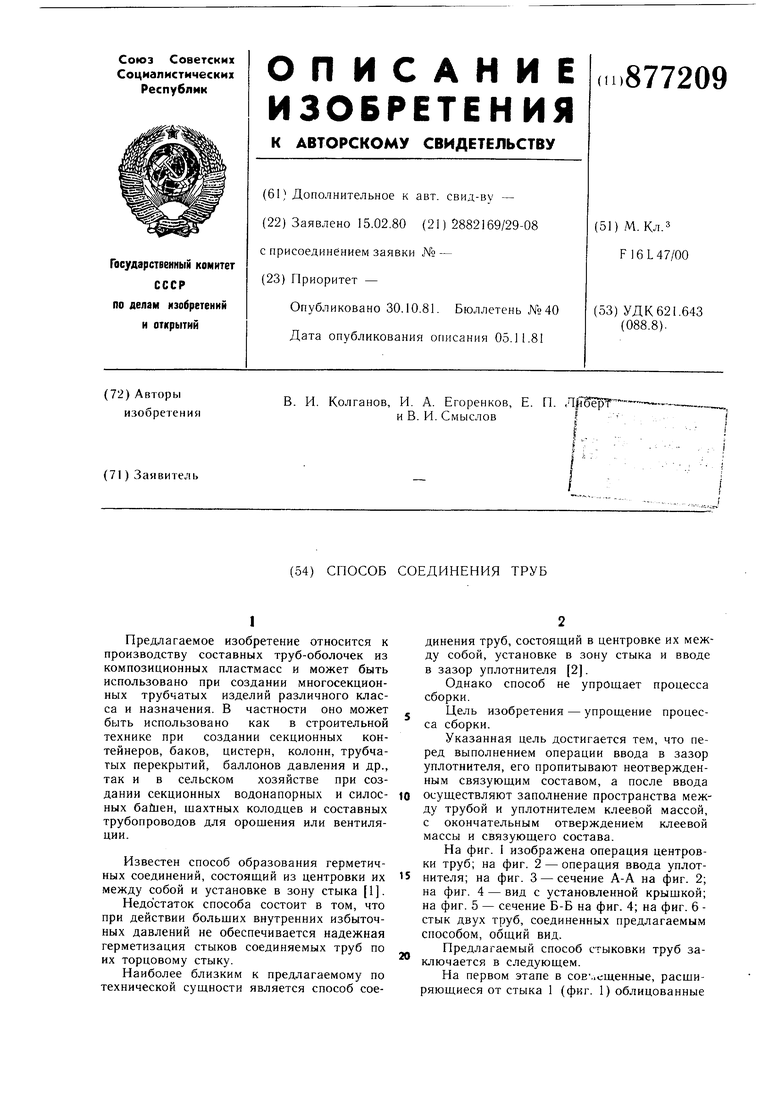
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения труб | 1980 |
|
SU877208A1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| Соединение оболочек из композиционных материалов | 1977 |
|
SU708102A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2008 |
|
RU2381409C1 |
| Составная труба-оболочка | 1979 |
|
SU905571A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2002 |
|
RU2235175C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТИЧНОГО РЕЗИНОВОГО ПОКРЫТИЯ К МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2005 |
|
RU2280058C1 |
| Шахтная секционная опалубка для возведения монолитной бетонной крепи шахтных стволов | 1980 |
|
SU935620A1 |
1
Предлагаемое изобретение относится к производству составных труб-оболочек из композиционных пластмасс и может быть использовано при создании многосекционных трубчатых изделий различного класса и назначения. В частности оно может быть использовано как в строительной технике при создании секционных контейнеров, баков, цистерн, колонн, трубчатых перекрытий, баллонов давления и др., так и в сельском хозяйстве при создании секционных водонапорных и силосных 6aujeH, шахтных колодцев и составных трубопроводов для орошения или вентиляции.
Известен способ образования герметичных соединений, состояший из центровки их между собой и установке в зону стыка 1.
Недостаток способа состоит в том, что при действии больших внутренних избыточных давлений не обеспечивается надежная герметизация стыков соединяемых труб по их торцовому стыку.
Наиболее близким к предлагаемому по технической сущности является способ соединения труб, состоящий в центровке их между собой, установке в зону стыка и вводе в зазор уплотнителя 2.
Однако способ не упрощает процесса сборки.
Цель изобретения - упрощение процесса сборки.
Указанная цель достигается тем, что перед выполнением операции ввода в зазор уплотнителя, его пропитывают неотвержденным связующим составом, а после ввода осуществляют заполнение пространства меж10ду трубой и уплотнителем клеевой массой, с окончательным отверждением клеевой массы и связующего состава.
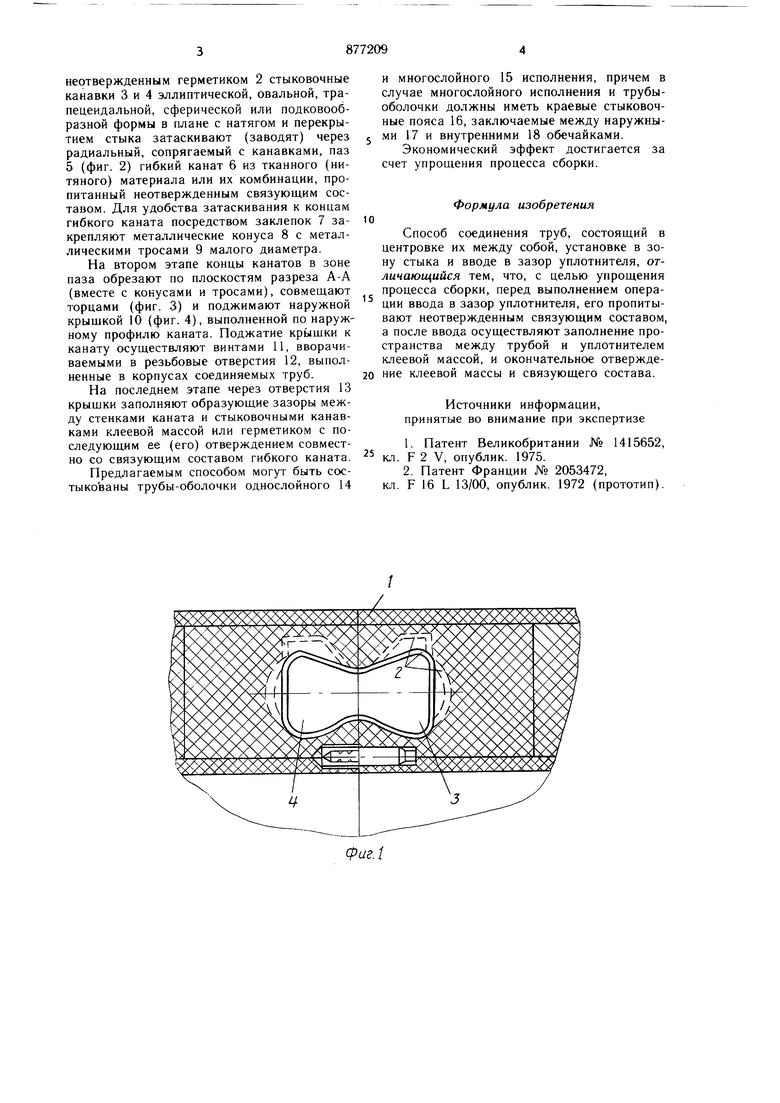
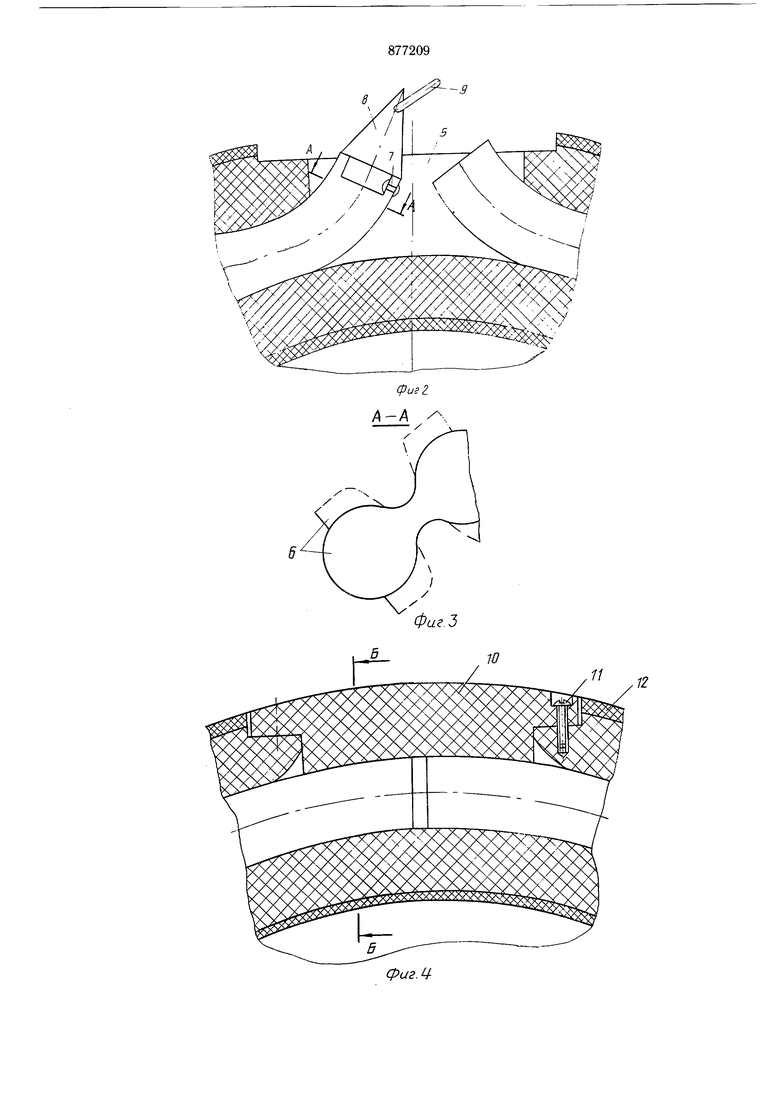
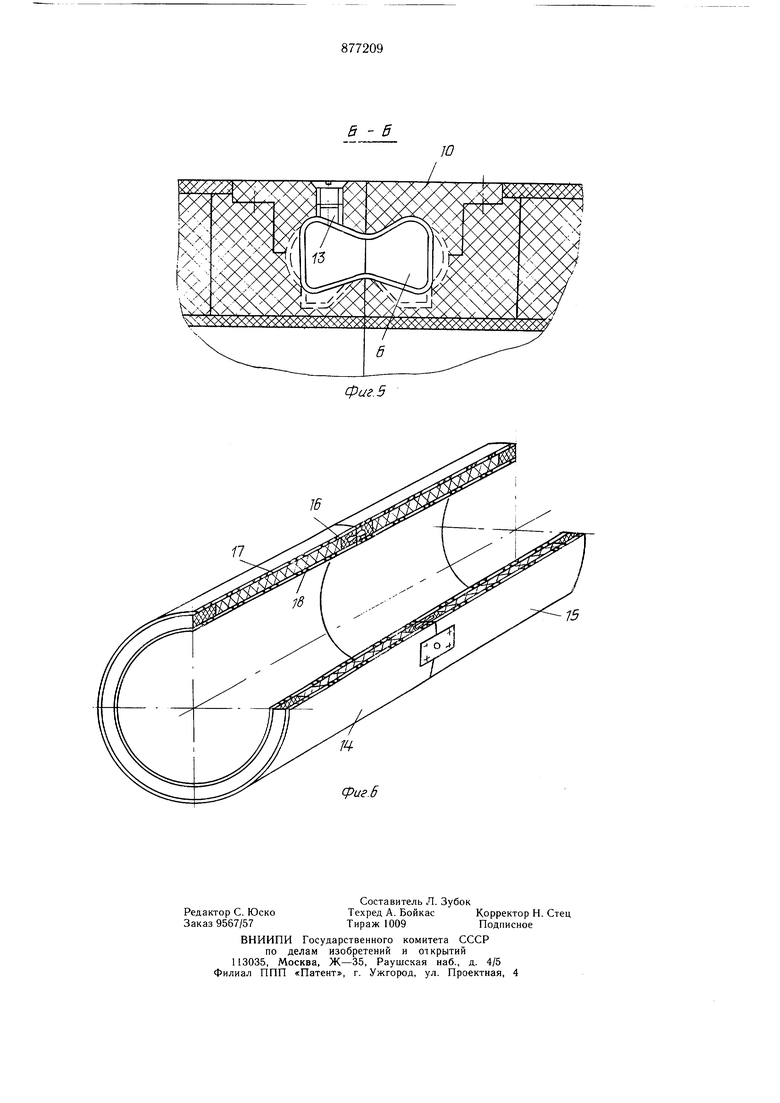
На фиг. 1 изображена операция центровки труб; на фиг. 2 - операция ввода уплот15 нителя; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид с установленной крыщкой; на фиг. 5 - сечение Б-Б на фиг. 4; на фиг. 6 стык двух труб, соединенных предлагаемым способом, общий вид.
предлагаемый способ стыковки труб за20ключается в следующем.
На первом этапе в соЕ,.сщенные, расщиряющиеся от стыка 1 (фиг. 1) облицованные
неотвержденным герметикой 2 стыковочные канавки 3 и 4 эллиптической, овальной, трапецеидальной, сферической или подковообразной формы в плане с натягом и перекрытием стыка затаскивают (заводят) через радиальный, сопрягаемый с каиавками, паз 5 (фиг. 2) гибкий канат 6 из тканного (нитяного) материала или их комбинации, пропитанный неотвержденным связующим составом. Для удобства затаскивания к концам гибкого каната посредством заклепок 7 закрепляют металлические конуса 8 с металлическими тросами 9 малого диаметра.
На втором этапе концы канатов в зоне паза обрезают по плоскостям разреза А-А (вместе с конусами и тросами), совмещают торцами (фиг. 3) и поджимают наружной крышкой 10 (фиг. 4), выполненной по наружному профилю каната. Поджатие крыщки к канату осуществляют винтами 11, вворачиваемыми в резьбовые отверстия 12, выполненные в корпусах соединяемых труб.
На последнем этапе через отверстия 13 крышки заполняют образующие зазоры между стенками каната и стыковочными канавками клеевой массой или герметиком с последующим ее (его) отверждением совместно со связующим составом гибкого каната.
Предлагаемым способом могут быть состыкованы трубы-оболочки однослойного 14
и многослойного 15 исполнения, причем в случае многослойного исполнения и трубыоболочки должны иметь краевые стыковочные пояса 16, заключаемые между наружными 17 и внутренними 18 обечайками.
Экономический эффект достигается за счет упрощения процесса сборки.
Формула изобретения
Способ соединения труб, состоящий в центровке их между собой, установке в зону стыка и вводе в зазор уплотнителя, отличающийся тем, что, с целью упрощения процесса сборки, перед выполнением операции ввода в зазор уплотнителя, его пропитывают неотвержденным связующим составом, а после ввода осуществляют заполнение пространства между трубой и уплотнителем клеевой массой, и окончательное отверждение клеевой массы и связующего состава.
Источники информации, принятые во внимание при экспертизе
кл. F 16 L 13/00, опублик. 1972 (прототип).
W
11
фиг. Цфиг.6
