(54) СПОСОБ ИЗГОТОВЛЕНИЯ КАПИЛЛЯРНОПОРИСТОЙ СТРУКТУРЫ ТЕПЛОВОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ОБЖАТИЯ КОРПУСА
I
Изобретение относится к теплопередающим устройствам, в частности к технологии тепловых труб.
Известен способ изготовления капиллярно-пористой структуры тепловой трубы путем введения внутрь корпуса трубы формующих элементов для образования парового канала, заполнения свободного объема корпуса капиллярно-пористым наполнителем при одновременном его виброуплотненин и последующем спекании I.
Недостатком известного способа является низкая теплопередающая способностьтрубы, обусловленная отсутствием бозможности получить оптимальное распределение пористости капиллярно-пористой структуры по длине трубы.
Известно устройство для обжатия корпуса тепловой трубы, содержащее соединенные с внешним приводом обжимные валки, на боковых поверхностях каждого из которых выполнены кольцевые пазы, имеющие общую плоскость симметрии с пазами другого валка 2.
Недостатко.м известного устройства является невозможность получения заданного ТЕПЛОВОЙ ТРУБЫ
закона распределения no.pHctocTH капиллярно-пористой структуры тепловой трубы.
Цель изобретения - увеличение теплопередающей способности путем распределения пористости по заданному закону.
Указанная цель достигается тем, что после виброуплотнения перед спеканием осуществляют дополнительное уплотнение наполнителя путем обжатия корпуса с переменным усилием по его длине.
В устройстве для обжатия корпуса тепловой трубы с целью получения заданного
10 закона распределения пористости капиллярно-пористой структуры кольцевые пазы выполнены с переменными по длине валка поперечными размерами, уменьшающимися ют паза к пазу.Кроме того, в полости корпуса установISлен формующий элемент переменного по длине корпуса сечения.
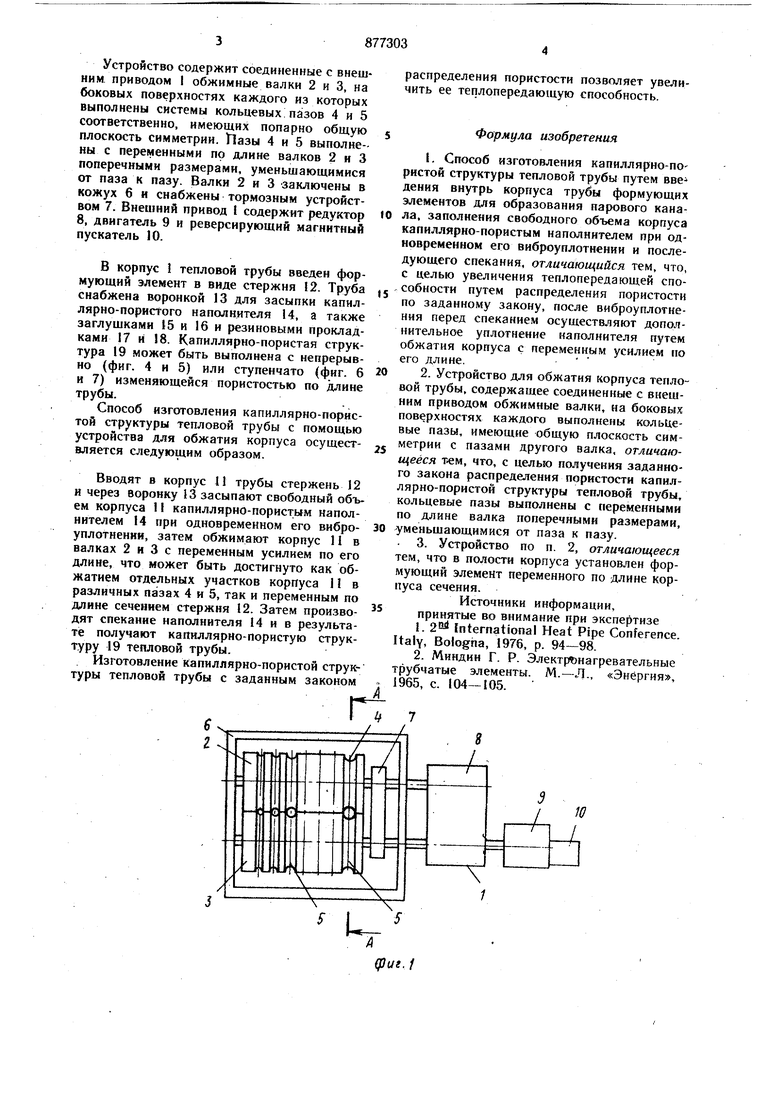
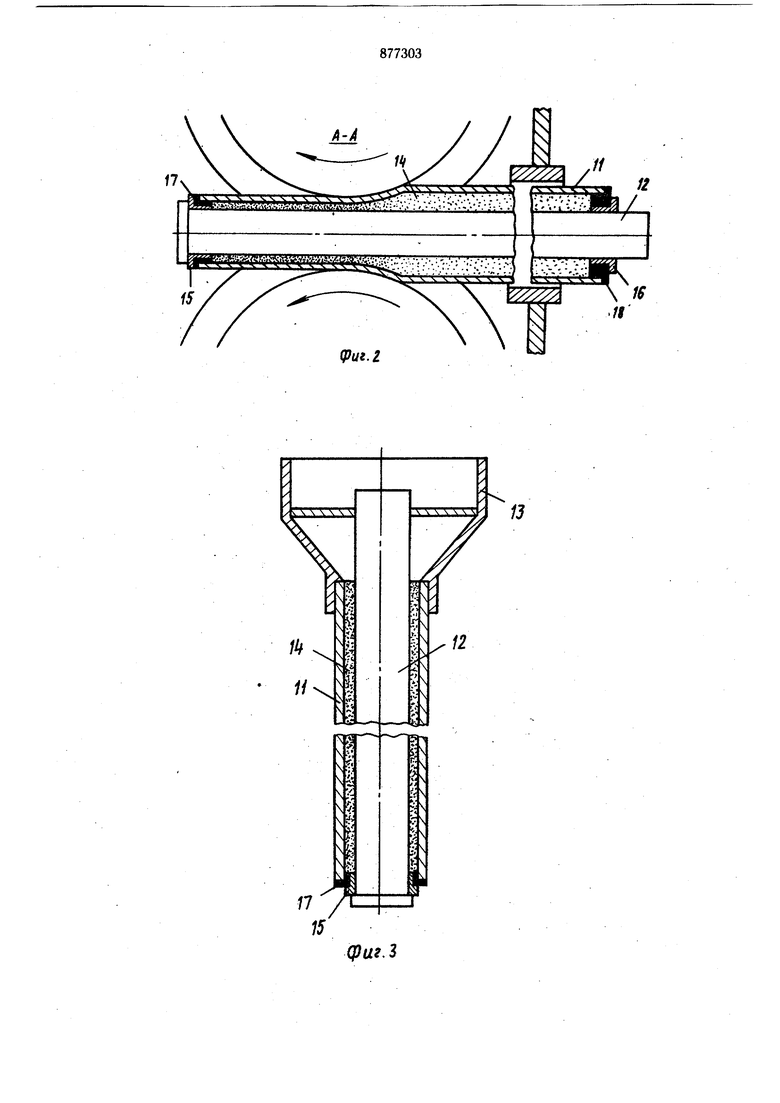
На фиг. 1 схематически показано предлагаемое устройство, общий вид; на фиг. 2 фрагмент сечения А-А на фиг. 1; на фиг. 3 тепловая труба с формующим элементом;
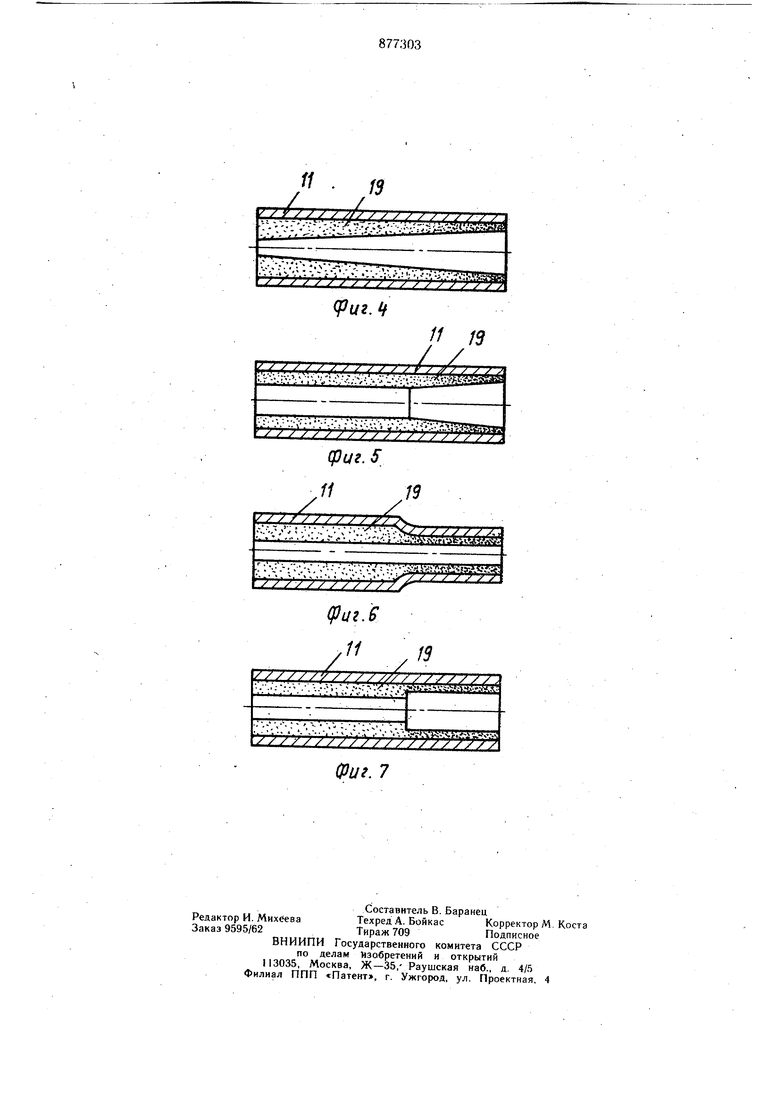
30 на фиг. 4 - 7 - варианты выполнения капиллярно-пористой структуры и корпуса трубы..
Устройство содержит соединенные с внешним приводом I обжимные валки 2 и 3, на боковых поверхностях каждого из которых выполнены системы кольцевых пазов 4 и 5 соответственно, имеющих попарно общую плоскость симметрии. Пазы 4 и 5 выполнены с переменными по длине валков 2 и 3 поперечными размерами, уменьшающимися от паза к пазу. Валки 2 и 3 заключены в кожух б и снабжены тормозным устройством 7. Внешний привод I содержит редуктор 8, двигатель 9 и реверсирующий магнитный пускатель 10.
В корпус тепловой трубы введен формующий элемент в виде стержня 12. Труба снабжена воронкой 13 для засыпки капиллярно-пористого наполнителя 14, а также заглущками 15 и 16 и резиновыми прокладками 17 и 18. Капиллярно-пористая структура 19 может быть выполнена с непрерывио (фиг. 4 и 5) или ступенчато (фиг. 6 и 7) изменяющейся пористостью по длине трубы.
Способ изготовления капиллярно-пористой структуры тепловой трубы с помощью устройства для обжатия корпуса осуществляется следующим образом.
Вводят в корпус 11 трубы стержень 12 и через воронку 13 засыпают свободный объем корпуса 11 капиллярно-пористым наполнителем 14 при одновременном его виброуплотнении, затем обжимают корпус 11 в валках 2 и 3 с переменным усилием по его длине, что может быть достигнуто как обжатием отдельных участков корпуса 1 в различных пазах 4 и 5, так и переменным по длине сечением стержня 12. Затем производят спекание наполнителя 14 и в результате получают капиллярно-пористую структуру 19 тепловой трубы.
Изготовление Капиллярно-пористой структуры тепловой трубы с заданным законом
распределения пористости позволяет увеличить ее теплопередающую способность.
Формула изобретения
. Способ изготовления капиллярно-пО ристой структуры тепловой трубы путем вве дения внутрь корпуса трубы формующих элементов для образования парового канала, заполнения свободного объема корпуса капиллярно-пористым наполнителем при одновременном его виброуплотнении и последующего спекания, отличающийся тем, что, с целью увеличения теплопередающей способности путем распределения пористости по заданному закону, после виброуплотнения перед спеканием осуществляют дополнительное уплотнение наполнителя путем обжатия корпуса с переменным усилием по его длине.
2. Устройство для обжатия корпуса тепловой трубы, содержащее соединенные с внещним приводом обжимные валки, на боковых поверхностях каждого выполнены кольЦевые пазы, имеющие общую плоскость симметрии с пазами другого валка, отличающееся т«м, что, с целью получения заданного закона распределения пористости капиллярно-пористой структуры тепловой трубы, кольцевые пазы выполнены с переменными по длине валка поперечными размерами, уменьщающимися от паза к пазу. . 3. Устройство по п. 2, отличающееся тем, что в полости корпуса установлен формующий элемент переменного по длине корпуса сечения.
Источники информации, принятые во внимание при экспертизе
1. International Heat Pipe Conference. Italy, Bologna, 1976, p. 94-98.
2.Миндин Г. P. Электр)иагревательные трубчатые элементы. М.-Л., «Энергия, с. 104-105.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления капиллярно-пористой структуры тепловой трубы | 1987 |
|
SU1495627A1 |
| Способ изготовления тепловой трубы | 1986 |
|
SU1402788A1 |
| Тепловая труба | 1980 |
|
SU877305A1 |
| Способ формирования капиллярнопористой структуры тепловой трубы | 1989 |
|
SU1622084A1 |
| Способ изготовления тепловой трубы | 1988 |
|
SU1646679A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПИЛЛЯРНО-ПОРИСТОЙ СТРУКТУРЫ ТЕПЛОВОЙ ТРУБЫ | 1984 |
|
SU1222008A2 |
| Тепловая труба | 1976 |
|
SU706671A1 |
| Тепловая труба | 1985 |
|
SU1273727A1 |
| Тепловая труба | 1987 |
|
SU1456744A1 |
| Способ получения капиллярнопористой тепловой трубы | 1986 |
|
SU1349873A1 |
(риг.1
фиг.
/1
У jf / } Ух/ X X / / / / / У /XX/
7е/г.
X { /, X 1 {l . .-
X X X ХГХ X X X X /7jf//7 //
фиг. f
//.
тг:
// / У /
Of fL.,
j.twaaSE
.-..V.
(/г. 7
