Практика работы на прессах для горячей вулканизации низа обуви не позволяет избежать передачи излишнего давления пуансона через матрицу на верх вулканизуемой обуви и, следовательно, во многих случаях приводит к повреждению материала верха по грани затяжной кромки. .Предлагаемое изобретение устраняет отмеченный недостаток и имеет ту особенность, что для предотвращения повреждений верха обуви при работе пуансона применены сухари, связанные с матрицей при помощи тяг и предназначенные для взаимодействия с ограничительными клиньями управляемыми от пуансона.
Для управления клиньями применены защелки связанные при помощи тлг со столом пуансона.
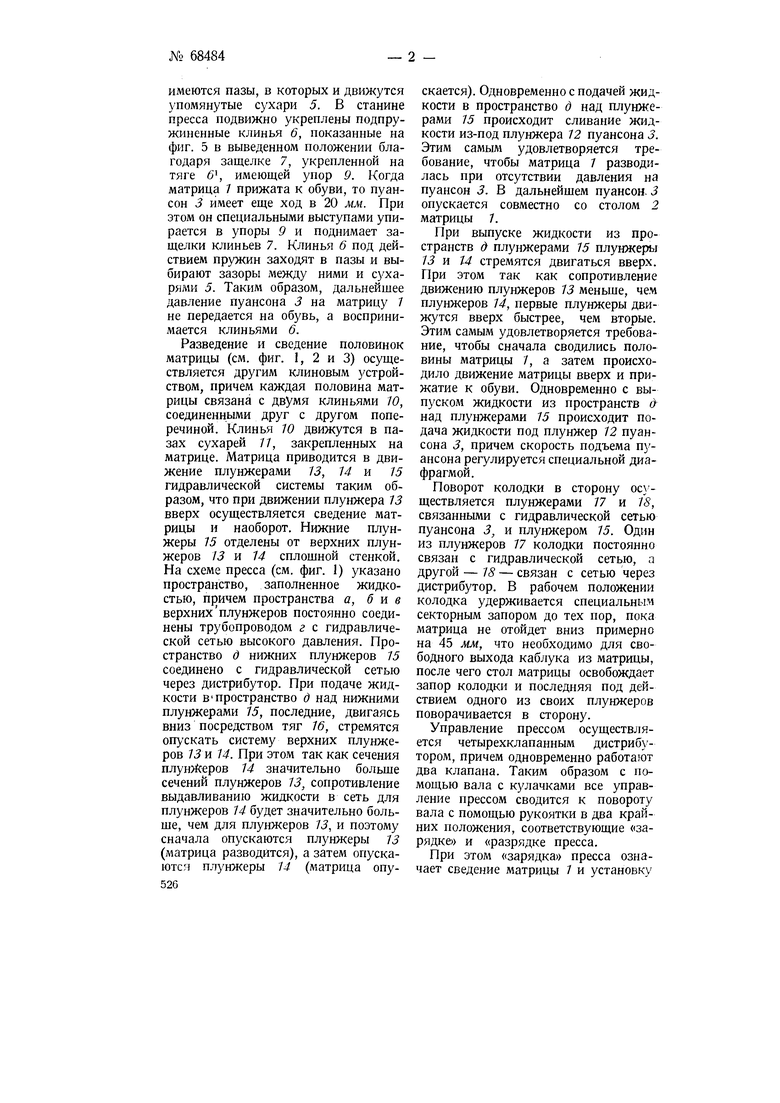
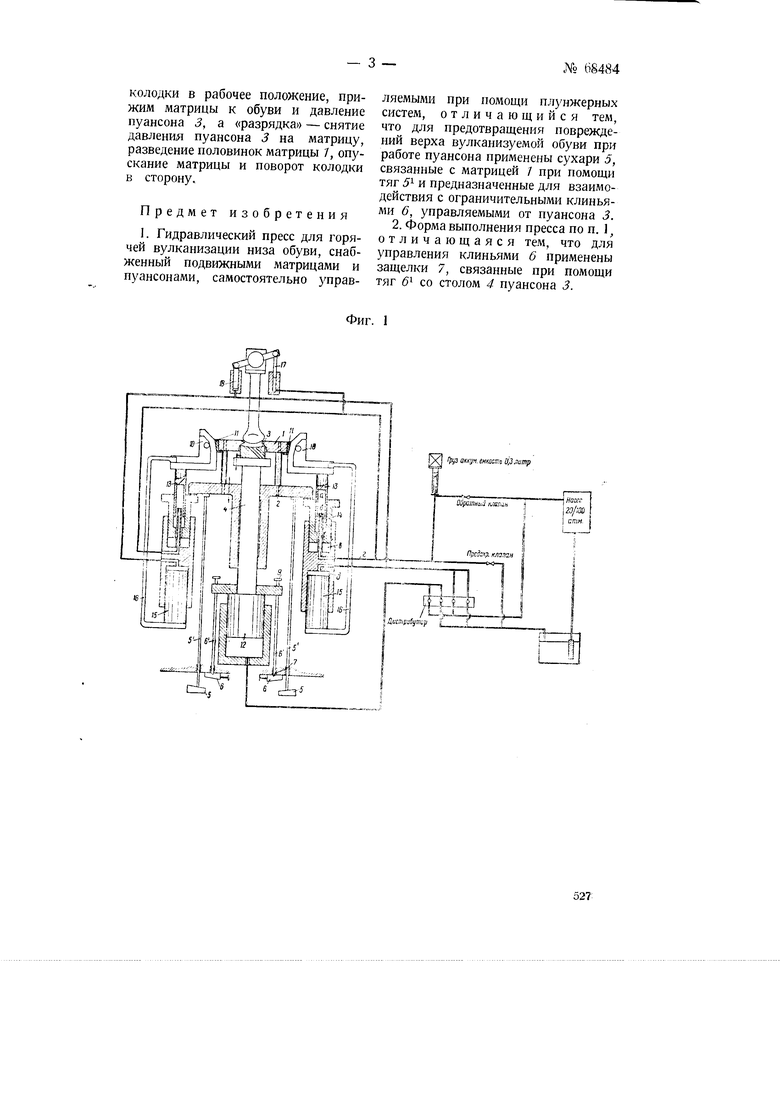
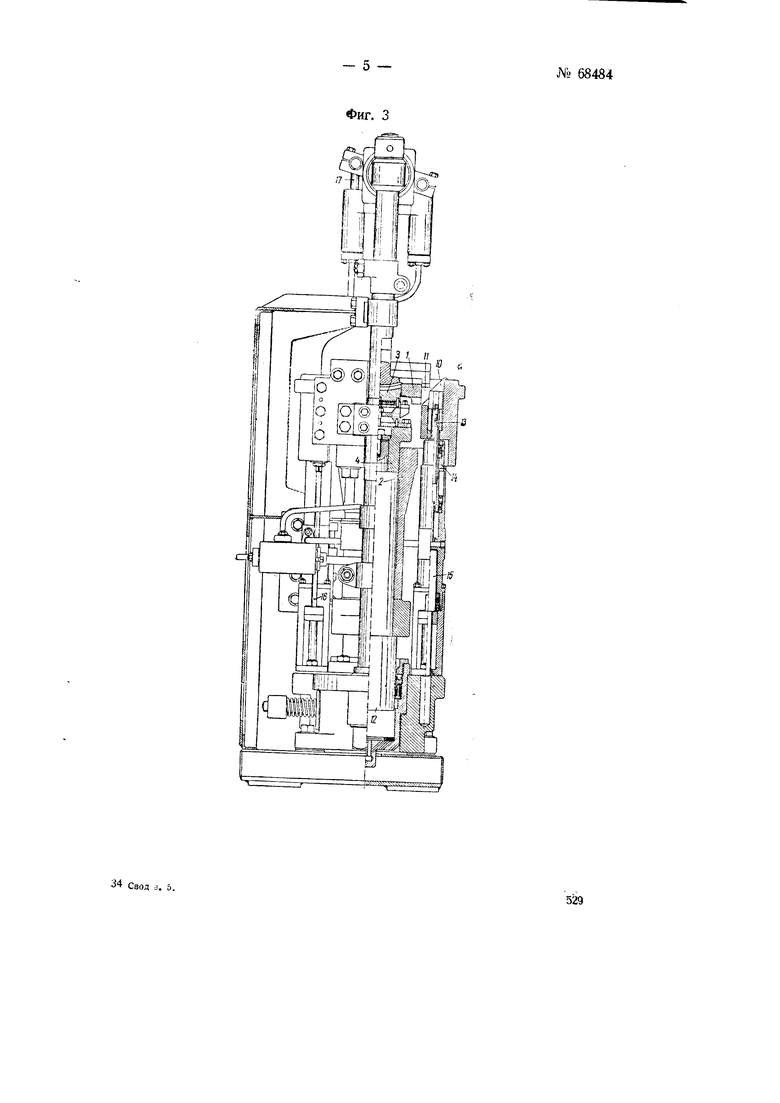
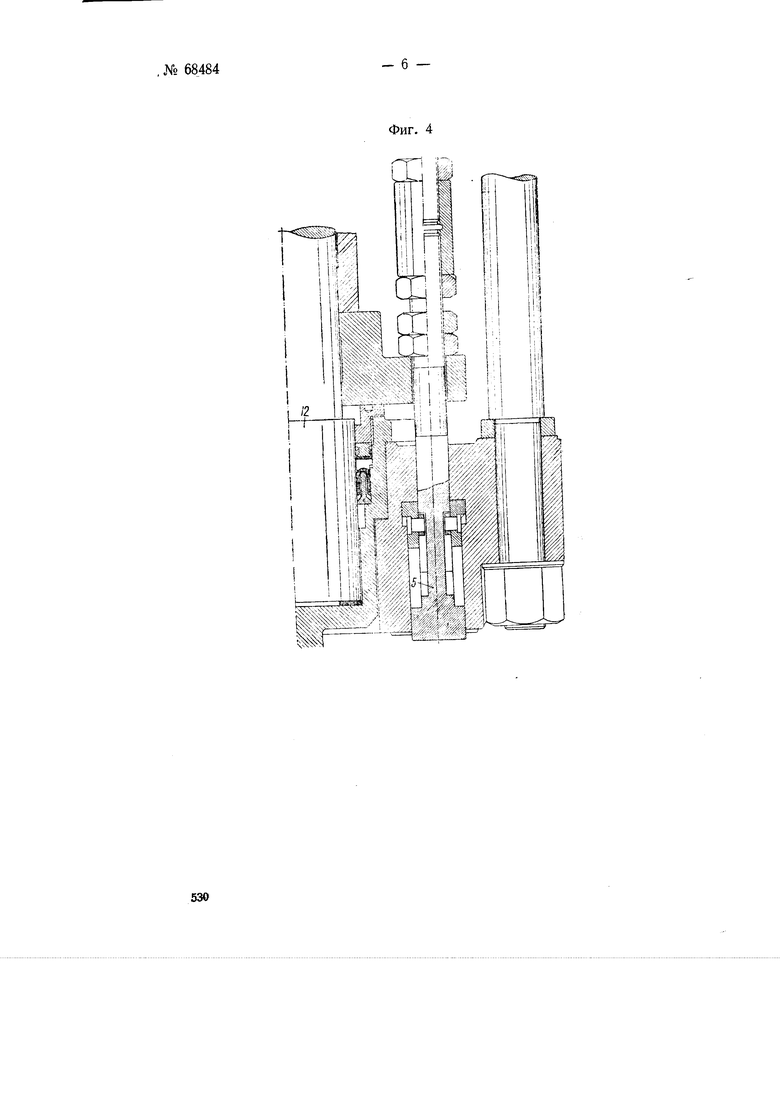
На фиг. 1 изображена схема пресса, на фиг. 2 - вид пресса спереди, частично в разрезе, на фиг. 3 - вид пресса сбоку, частично в разрезе, на фиг. 4 - вид спереди, частично в разрезе клинового устройства для предотвращения повреждений верха
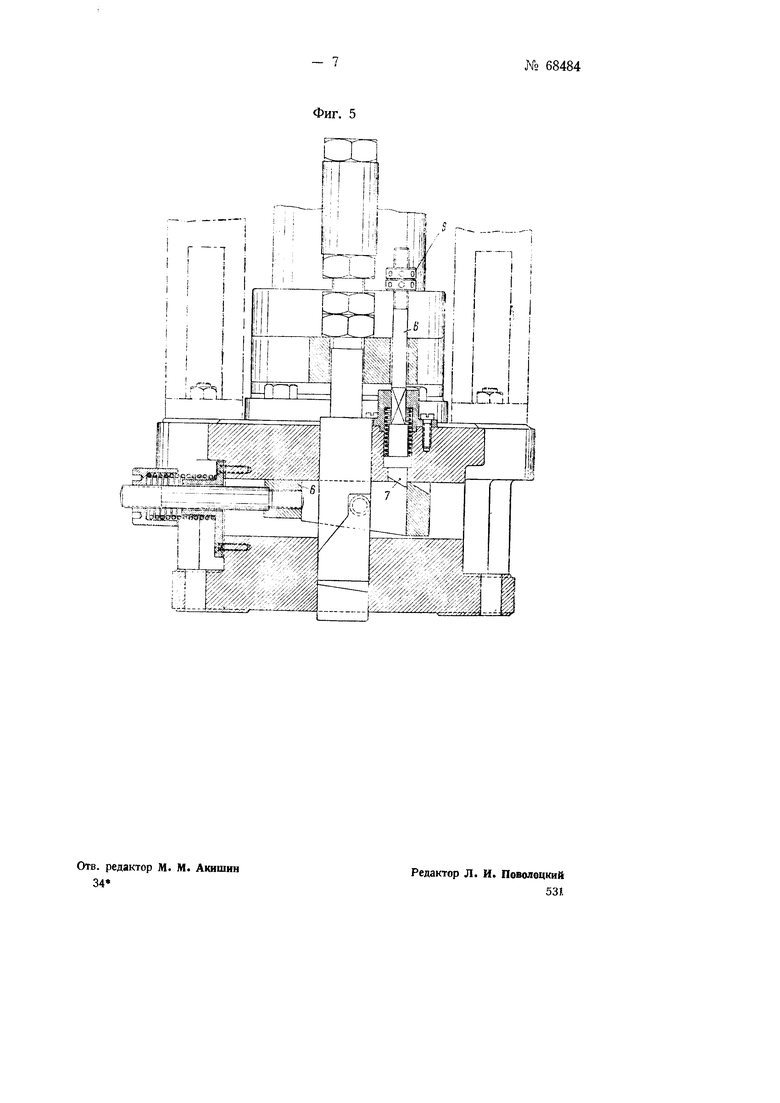
вулканизуемой обуви, и на фиг. 5- вид сбоку, частично в разрезе устройства по фиг. 4.
Матрица 7 пресса установлена на столе 2, могущем перемещаться по вертикали. Пуансон 3 установлен на столе 4, имеющем также движение по вертикали. Стол 4 пуансона приводится в движение плунжером 72, под который подводится жидкость от гидравлической сети. Опускание плунжера 72 осуществляется выпусканием жидкости из-под плунжера.
Для того чтобы пуансон 3 при прессовании не передавал через матрицу 7 на обувь усилие, могущее вызвать повреждение материала верха обуви, предусмотрено специальное клиновое устройство, запирающее пуансон 3 и исключающее передачу излишнего давления через матрицу 7 на обувь. Это клиновое устройство (см. фиг. 1, 4 и 5), согласно изобретению, заключается в следующем: стол 2 матрицы посредством тяг 5 связан с сухарями 5, движущимися вместе с матрицей 7. В станине пресса
525
имеются пазы, в которых и движутся упомянутые сухари 5. В станине пресса подвижно укреплены подпружиненные клинья 6, показанные на фиг. 5 в выведенном положении благодаря защелке 7, укрепленной на тяге б , имеющей упор 9. Когда матрица 7 прижата к обуви, то пуансон 3 имеет еще ход в 20 мм. При этом он специальными выступами упирается в упоры 9 и поднимает защелки клиньев 7. Клинья 6 под действием пружин заходят в пазы и выбирают зазоры между ними и сухарями 5. Таким образом, дальнейщее давление пуансона 3 на матрицу 7 не передается на обувь, а воспринимается клиньями 6.
Разведение и сведение половинок матрицы (см. фиг. 1, 2 и 3) осуществляется другим клиновым устройством, причем каждая половина матрицы связана с двумя клиньями /О, соединенными друг с другом поперечиной. Клинья W движутся в пазах сухарей 77, закрепленных на матрице. Матрица приводится в движение плунжерами 7J, 74 и 75 гидравлической системы таким образом, что при движении плунжера 13 вверх осуществляется сведение матрицы и наоборот. Нижние плунжеры 75 отделены от верхних плунжеров J3 и 14 сплошной стенкой. На схеме пресса (см. фиг. 1) указано пространство, заполненное жидкостью, П1эичем пространства а, б к в верхнихплунжеров постоянно соединены трубопроводом г с гидравлической сетью высокого давления. Пространство д нижних плунжеров 75 соединено с гидравлической сетью через дистрибутор. При подаче жидкости вПространство д над нижними плунжерами 75, последние, двигаясь вниз посредством тяг 16, стремятся опускать систему верхних плунжеров 13 и 14. При этом так как сечения плунжеров 14 значительно больще сечений плунжеров 13, сопротивление выдавливанию жидкости в сеть для плунжеров 14 будет значительно больше, чем для плунжеров 7J, и поэтому сначала опускаются плунжеры 13 (матрица разводится), а затем опускаются плунжеры 14 (матрица опу526
скается). Одновременно с подачей жидкости в пространство д над плунжерами 75 происходит сливание жидкости из-под плунжера 72 пуансона 3. Этим самьш удовлетворяется требование, чтобы матрица 7 разводилась при отсутствии давления на пуансон 3. В дальнейшем пуансон. 3 опускается совместно со столом 2 матрицы 7.
При выпуске жидкости из пространств д плунжерами 75 плунжеры 13 и 14 стремятся двигаться вверх. При этом так как сопротивление движению плунжеров 13 меньше, чем плунжеров 14, первые плунжеры движутся вверх быстрее, чем вторые. Этим самым удовлетворяется требование, чтобы сначала сводились половины матрицы 7, а затем происходило движение матрицы вверх и прижатие к обуви. Одновременно с выпускол жидкости из пространств ( над плунжерами 75 происходит подача жидкости под плунжер 72 пуансона 3, причем скорость подъема пуансона регулируется специальной диафрагмой.
Поворот колодки в сторону ос ществляется плунжерами 77 и 75, связанными с гидравлической сетью пуансона 3, и плунжером 75. Один из плунжеров 77 колодки постоянно связан с гидравлической сетью, а другой - 18 - связан с сетью через дистрибутор. В рабочем положении колодка удерживается специальным секторным запором до тех пор, пока матрица не отойдет вниз примерно на 45 мм, что необходимо для свободного выхода каблука из матрицы, после чего стол матрицы освобождает запор колодки и последняя под действием одного из своих плунжеров поворачивается в сторону.
Управление прессом осуществляется четырехклапанным дистрибутором, причем одновременно работают два клапана. Таким образом с помощью вала с кулачками все управление прессом сводится к повороту вала с помощью рукоятки в два крайних положения, соответствующие «зарядке и «разрядке пресса.
При этом «зарядка пресса означает сведение матрицы 7 и установку
колодки в рабочее положение, прижим матрицы к обуви и давление пуансона 3, а «разрядка - снятие давления пуансона 3 на матрицу, разведение половинок матрицы 7, опускание матрицы и поворот колодки в сторону.
Предмет изобретения
1. Гидравлический пресс для горячей вулканизации низа обуви, снабженный подвижными матрицами и пуансонами, самостоятельно управ А {IManifuSyintp .
Cbi,
ляемыми при помощи плунжерных систем, отличающийся тем, что для предотвращения повреждений верха вулканизуемой обуви при работе пуансона применены сухари 5, связанные с матрицей / нри помощи тяг 5 и предназначенные для взаимодействия с ограничительными клиньями б, управляемыми от пуансона 3. 2. Форма выполнения пресса по п. , отличающаяся тем, что для управления клиньями 6 применены защелки 7, связанные при помощи тяг 6 со столом 4 пуансона 3.
Фиг. 1
fpfl ощм. емко1: й U,3 itimp
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для регулировки давления в прессе для горячей вулканизации низа обуви | 1941 |
|
SU64747A1 |
| Пресс для горячей вулканизации низа обуви | 1948 |
|
SU81381A1 |
| Гидравлический пресс для горячей вулканизации низа тяжелой обуви | 1950 |
|
SU92562A1 |
| Пресс для горячей вулканизации низа обуви | 1947 |
|
SU75904A1 |
| ПРЕСС ДЛЯ ГОРЯЧЕЙ ВУЛКАНИЗАЦИИ НИЗА ОБУВИ | 1948 |
|
SU85892A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Гидравлический пресс | 1978 |
|
SU774963A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| Машина для формования стельки и прикрепления ее к следу колодки | 1982 |
|
SU1321359A3 |
34 Свод 3. 5.
529
- /i / , ) / J /
i - -4.. 4
