Изобретение относится к обработке металлов давлением и сварке, а именно к производству сварных корпусов высокого давления, изготовленных из высокопрочной легированной стали и представляющих собой тонкостенную оболочку с приваренными к ним утолщенными кольцами.
Сварные корпусы сосудов высокого давления используют в различных хозяйственных областях при изготовлении огнетушителей, кислородных и газовых баллонов, баллонов со сжатым воздухом, лейнеров, ресиверов и т.п.
Основные требования, предъявляемые к сварным корпусам сосудов высокого давления, следующие: высокая конструктивная и циклическая прочность, точность геометрических размеров, качество обрабатываемой поверхности, высокое качество сварных соединений, высокая производительность изготовления и малый вес.
Известен способ изготовления осесимметричных корпусов, работающих под давлением, патент РФ №2295416, кл. МПК B21D 51/24, C21D 8/10, в котором описан способ производства осесимметричных корпусов с концевыми утолщениями.
Способ включает закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки за два прохода, низкотемпературный отжиг. Используют легированную сталь, осуществляют закалку и отпуск, ротационную вытяжку осуществляют без промежуточного отжига.
Известен также «Способ закатки горловин баллона», патент РФ №2002538, кл. МПК B21D 51/24, ротационной обработкой поэтапным формированием переходного и цилиндрического участков горловины на нагретом конце вращающейся трубчатой заготовки.
Основным недостатком вышеприведенных способов изготовления корпусов, оболочек и баллонов, работающих под давлением, является высокая трудоемкость и себестоимость изготовления, обусловленная формообразованием обработкой давлением цельнометаллических сосудов, не имеющих сварных соединений.
Известен способ изготовления сварных баллонов из конструкционных малоуглеродистых сталей для сжиженного газа, описанный в патенте РФ №1798589, кл. МПК F17C 1/00, баллон изготавливают из сваренных встык обечаек с днищами, в зоне сварного шва выполнен утолщенный участок. При этом утолщенный участок имеет коническую форму.
Как видно из этого технического решения, соединяемые между собой обечайки на концах должны иметь утолщения конической формы.
К причинам, препятствующим достижению указанного технического результата при использовании известного способа, относятся высокая трудоемкость и себестоимость изготовления составных частей сосудов - обечаек с днищами, обусловленная наличием утолщенного участка в зоне сварного соединения, так как для изготовления обечаек с утолщениями на концах требуется большое число операций прессовой или ротационной обработки, а также необходимость применения толстой заготовки, что снижает коэффициент использования металла и повышает вес баллона.
Кроме того, в этом техническом решении не отражены признаки, влияющие на точность и качество обработанной поверхности, так как для обеспечения высокой прочности при малом весе сосудов необходимо получение тонкостенных элементов конструкции, и при этом повышаются требования к прочности и точности изготовления как по толщине стенки, так и по диаметру, особенно в зоне сварного шва.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления высокопрочных осесимметричных оболочек, работающих под высоким давлением (Новиков О.М. и др. «Новая технология дуговой сварки в защитном газе баллонов высокого давления» журнал «Сварщик-профессионал» №1, 2005 г., стр. 14-15), принятый авторами за прототип, при котором мехобработанные заготовки деталей собирают с использованием сборочно-сварочного приспособления и сваривают стыки односторонней механизированной электродуговой сваркой неплавящимся вольфрамовым электродом за два прохода с присадочной проволокой на втором проходе, с поддувом аргона изнутри со стороны корня шва, с попеременной дискретной (пульсирующей) подачей в зону непрерывно горящей дуги двух защитных газов - аргона и гелия - с одновременным управлением напряжением дуги, затем осуществляют окончательную мехобработку, упрочняющую термообработку, контроль и испытания сварных швов.
Такой способ требует дорогостоящего гелия, сложной системы регулирования подачи двух защитных газов и контроля за их расходом, управления пульсацией раздельных потоков защитных газов в оптимальном диапазоне частот. Кроме того, отсутствует строгая система фиксации стыков при сварке. Сварка ведется на весу, вручную.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления тонкостенных сварных оболочек, принятого авторами за прототип, относится отсутствие возможности обеспечения высокой размерной точности по соосности, а также торцевому и радиальному биению.
По мнению заявителей причиной низкой точности по соосности, по торцевому и радиальному биению соединяемых частей оболочек является отсутствие решений по фиксации свариваемых кромок при сварке.
Кроме того, в данном способе, принятом авторами за прототип, отсутствуют методы подготовки и ротационной обработки заготовок оболочки и колец перед сваркой.
Недостатком прототипа является выполнение окончательной мехобработки сваренных деталей перед термоупрочняющей обработкой, что не позволяет ликвидировать термические изменения механической обработкой.
Недостатком прототипа является отсутствие термоправки деталей при термоупрочняющей обработке.
К недостаткам прототипа также относится повышенный износ рабочих поверхностей деформирующих роликов и оправки.
Таким образом, задачей данного технического решения, принятого за прототип, являлось повышение качества металла шва, увеличение производительности сварки, снижение энергии затрат.
Общими признаками с предлагаемым заявителями способом изготовления сварных корпусов сосудов высокого давления из высокопрочных легированных сталей, содержащих тонкостенную оболочку с приваренными к ней утолщенными кольцами, является механическая обработка заготовок оболочки и колец, их сборка в сборочно-сварочных приспособлениях, электродуговая односторонняя сварка в среде защитного газа, упрочняющая термообработка, контроль и испытания сварных швов.
В отличие от прототипа предлагаемый заявителями способ изготовления сварных корпусов сосудов высокого давления из высокопрочной легированной стали основан на том, что тонкостенную оболочку получают путем резки труб на заготовки, калибровки, рекристаллизационного смягчающего отжига, предварительной механической обработки, ротационной вытяжки за несколько переходов с отжигом, уменьшающим напряжения между первым и вторым переходом, с рекристаллизационным смягчающим отжигом перед и отжигом, уменьшающим напряжения после последнего перехода ротационной вытяжки, при которой используют деформирующие ролики треугольного профиля со скругленными по радиусу или (и) плоскими вершинами, установленные с различными зазорами относительно оправки, затем производят отрезку технологических утолщений торцов оболочки с последующей подрезкой ее кромок, а утолщенные кольца получают путем резки труб на заготовки, калибровки по наружному диаметру, рекристаллизационного смягчающего отжига, механической обработки с подрезкой торцов, и формированием переходного конического и цилиндрического участка под сварку, после этого получают корпус сосуда поочередной сборкой и сваркой оболочки и колец, выполняют высокий отпуск сварных швов не позднее 8 часов после сварки, осуществляют рентгенотелевизионный контроль сварных швов, упрочняющую термообработку корпуса сосуда закалкой и отпуском на предел прочности не менее 1520 МПа, производят отпуск колец до предела прочности не менее 1050 МПа, окончательную механическую обработку с нарезанием упорных резьб на кольцах, гидравлические и пневматические испытания.
В частных случаях, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- при ротационной вытяжке оболочек используют деформирующие ролики, установленные в одной плоскости поперечного сечения, один из которых выполнен с передним углом профиля (10÷25)°, последующие - с передним углом (25÷35)° и величиной зазора между вершиной профиля ролика с меньшим передним углом и оправкой в 1,1÷1,25 раза большим величины зазора последующих роликов, при этом зазоры между вершинами последующих роликов и оправкой задают равными;
- радиусы при вершинах профиля роликов задают равными 1÷3 толщинам стенки тонкостенной оболочки;
- при ротационной вытяжке используют деформирующие ролики с плоской вершиной, наклоненной к образующей оправки под задним углом, равным 0,1÷0,5 величины заднего угла роликов;
- рабочая поверхность деформирующих роликов обработана раствором фторсодержащего поверхностно-активного вещества;
- рабочая поверхность оправки обработана раствором фторсодержащего поверхностно-активного вещества;
- рабочие поверхности деформирующих роликов или (и) оправки обработаны раствором перфтополиэфиркислоты марки 6МФК-180 в хладоне 113;
- конический переходный участок колец формируют под углом (10-25)°, а цилиндрический свариваемый участок - длиной, равной 0,8÷1,2 толщины тонкостенной оболочки;
- оболочку и кольца корпусов сосудов изготавливают из высокопрочной легированной стали одного и того же химсостава;
- корпус сосуда в процессе охлаждения при закалке подвергают термоправке;
- высокий отпуск зоны сварных соединений и отпуск колец осуществляют индукционным способом в одновитковом двухкольцевом индукторе, выполненным с зазором между кольцами не менее 10 мм и установленным симметрично зонам термообработки, а режимы нагрева контролируют пирометром, установленным на фокусном расстоянии от контролируемой поверхности с направлением луча пирометра между кольцами индуктора под углом 90° к зоне контроля.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение высокой механической прочности, низкого уровня остаточных напряжений, геометрической точности, качества обработанной поверхности, технологичности изготовления сварных корпусов сосудов, прочности сварных соединений, надежности и долговечности при малом весе и низкой трудоемкости, снижение затрат на инструмент и технологическую оснастку.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления тонкостенных сварных оболочек, работающих под высоким давлением, содержащих тонкостенную обечайку с приваренными утолщенными кольцами, включающим механическую обработку заготовок обечаек и колец, их сборку в сборочно-сварочных приспособлениях, электродуговую одностороннюю сварку в среде защитного газа, термоупрочняющую обработку, контроль и испытания сварных швов, особенность заключается в том, что тонкостенную оболочку получают путем резки труб на заготовки, калибровки, рекристаллизационного смягчающего отжига, предварительной механической обработки, ротационной вытяжки за несколько переходов с отжигом уменьшающим напряжения между первым и вторым переходом, с рекристаллизационным смягчающим отжигом перед и отжигом, уменьшающим напряжения после последнего перехода ротационной вытяжки, при которой используют деформирующие ролики треугольного профиля со скругленными по радиусу или (и) плоскими вершинами, установленные с различными зазорами относительно оправки, затем производят отрезку технологических утолщений торцов оболочки с последующей подрезкой ее кромок, а утолщенные кольца получают путем резки труб на заготовки, калибровки по наружному диаметру, рекристаллизационного смягчающего отжига, механической обработки с подрезкой торцов и формированием переходного конического и цилиндрического участка под сварку, после этого получают корпус сосуда поочередной сборкой и сваркой оболочки и колец, выполняют высокий отпуск сварных швов не позднее 8 часов после сварки, осуществляют рентгенотелевизионный контроль сварных швов, упрочняющую термообработку корпуса сосуда закалкой и отпуском на предел прочности не менее 1520 МПа, производят отпуск колец до предела прочности не менее 1050 МПа, окончательную механическую обработку с нарезанием упорных резьб на кольцах, гидравлические и пневматические испытания.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- получения тонкостенной оболочки путем резки труб на заготовки и калибровки повысить коэффициент использования металла;
- рекристаллизационного смягчающего отжига и предварительной механической обработки, заключающейся в удалении дефектных поверхностных слоев заготовки, подготовить заготовки оболочки к последующей ротационной вытяжке;
- ротационной вытяжки за несколько переходов получить оболочку с необходимыми геометрическими размерами без отходов металла, так как ротационная вытяжка по сравнению с другими видами обработки металлов имеет ряд преимуществ, позволяет получать тонкостенные оболочки большой длины с высоким коэффициентом использования металла и высокой точности геометрических размеров;
- отжига, уменьшающего напряжения между первым и вторым переходом ротационной вытяжки и с рекристаллизационным смягчающим отжигом перед и отжигом, уменьшающим напряжения после последнего перехода получать необходимые механические свойства металла - высокопрочной легированной стали оболочки при малом уровне остаточных внутренних напряжений;
- использования при ротационной вытяжке оболочек деформирующих роликов треугольного профиля со скругленными по радиусу или (и) плоскими вершинами, установленными с различными зазорами относительно оправки, обеспечить разделение деформации между роликами и плавность нарастания деформации металла вдоль образующей оправки и, в результате, высокое качество обрабатываемой поверхности и точность геометрической формы оболочки;
- отрезки технологических утолщений торцов оболочки с последующей подрезкой ее кромок подготовить тонкостенную оболочку к последующей сборке и сварке с кольцами;
- получения утолщенных колец путем резки труб на заготовки, калибровки по наружному диаметру, рекристаллизационного смягчающего отжига, механической обработки с подрезкой торцов и формированием переходов конического и цилиндрического участка обеспечить высокий коэффициент использования металла, а также необходимую геометрическую форму кромок под сварку;
- поочередной сборки и сварки оболочки и колец получить корпус сосуда высокого давления;
- высокого отпуска сварных швов не позднее 8 часов после сварки снизить уровень остаточных внутренних напряжений металла и предотвратить вероятность возникновения холодных трещин в зонах сварных соединений;
- рентгенотелевизионного контроля сварных швов выявить внутренние дефекты в металле сварных швов и околошовных зонах (непровары, поры, трещины, вольфрамовые и шлаковые включения) с последующим их исправлением разделкой и подваркой;
- упрочняющей термической обработкой закалкой и отпуском на предел прочности не менее 1520 МПа обеспечить высокие механические свойства материала корпуса сосуда;
- отпуска колец до предела прочности не менее 1050 МПа обеспечить технологичность нарезания в них упорной резьбы;
- окончательной механической обработки с нарезанием упорных резьб на кольцах получить необходимые геометрические размеры корпуса сосуда и обеспечить возможность гидравлических и пневматических испытаний.
Признаки, характеризующие изобретение, в конкретных формах исполнения позволяют, в частности за счет:
- установки деформирующих роликов в одной плоскости поперечного сечения уменьшить радиальные усилия ротационной вытяжки оболочек из высокопрочной легированной стали, повысить устойчивость процесса формоизменения и точность геометрической формы;
- использования деформирующих роликов, один из которых выполнен с передним углом профиля (10÷25)°, последующие с передним углом (25÷35)° разделить деформацию между роликами в осевом направлении, так как ролик с меньшим передним углом опережает последующие ролики, что создает условия плавного нарастания деформации металла вдоль образующей оправки и повышает точность и чистоту обрабатываемой поверхности;
- установки ролика с меньшим передним углом относительно оправки с зазором в 1,1÷1,5 раза большим величины зазора последующих роликов разделить деформацию между роликами в радиальном направлении, обеспечить плавность нарастания деформаций металла в очагах деформирования, точность и чистоту обрабатываемой поверхности;
- установки последующих роликов с большим передним углом с равными зазорами между вершинами и оправкой повысить точность, чистоту обрабатываемой поверхности;
- использования деформирующих роликов с радиусом при вершинах профиля, равным 1÷3 толщинам стенки тонкостенной оболочки повысить устойчивость процесса формоизменения, так как при малом радиусе - менее 1 толщины стенки - снижается чистота поверхности с образованием волнистости, а при большом радиусе - более 3 толщин стенки - возрастают усилия ротационной вытяжки, радиальные и осевые, что приводит к увеличению диаметральных размеров оболочек за пределы допускаемых отклонений;
- использования деформирующих роликов с плоской вершиной, наклоненной к образующей оправки под задним углом, равным 0,1÷0,5 величины заднего угла роликов, повысить точность и чистоту обработанной поверхности, данные значения оптимальны, при малых углах - менее 0,1 величины заднего угла, повышается вероятность утонения стенки, а при больших - более 0,5 - ухудшается чистота поверхности;
- обработки рабочей поверхности деформирующих роликов раствором фторсодержащего поверхностно-активного вещества снизить ее износ, повысить рабочий ресурс и чистоту обрабатываемой поверхности;
- обработки рабочей поверхности оправки раствором фторсодержащего поверхностно-активного вещества снизить ее износ, повысить ресурс работы оправки;
- обработки рабочих поверхностей роликов или (и) оправки раствором перфторполиэфиркислоты марки 6МФК-180 в хладоне 113 снизить износ рабочих поверхностей роликов и оправки, повысить их рабочий ресурс и чистоту обрабатываемой поверхности, упростить технологию обработки поверхностей раствором перфторполиэфиркислоты;
- формирования колец с коническим переходным участком под углом (10÷25)° и цилиндрическим, длиной, равной 0,8÷1,2 толщины тонкостенной оболочки, обеспечить плавный переход от утолщенной части кольца к тонкостенной оболочке и, тем самым, создать условия для получения стыкового соединения кромок равной толщины с минимальным усилением сварного шва, что при сварке высокопрочных сталей с низкой пластичностью и большой чувствительностью к концентраторам напряжений является основным условием предотвращения искажения равномерного распределения силового потока в районе сварного шва, при этом минимальное усиление стыкового сварного соединения обеспечивается применением поперечных колебаний электрода;
- изготовление оболочки и колец корпусов сосудов из высокопрочной легированной стали одного и того же химсостава получить равнопрочное сварное соединение с однородными свойствами в зоне шва;
- термоправки корпуса сосуда в процессе охлаждения при закалке выполнить конструктивные требования по овальности и прямолинейности сварного корпуса сосуда;
- осуществления высокого отпуска зоны сварных соединений и отпуска колец индукционным способом в одновитковом двухкольцевом индукторе, установленном симметрично зонам термообработки, производить локальный нагрев данных зон, исключающий термическое влияние на необрабатываемые зоны корпуса сосуда;
- выполнения индуктора с зазором между кольцами не менее 10 мм обеспечить свободное от помех прохождение луча пирометра к зонам контроля температуры металла;
- установки пирометра на фокусном расстоянии от контролируемой поверхности с направлением луча под углом 90° к зоне контроля между кольцами индуктора обеспечить надежность контроля режимов нагрева.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе изготовления сварных корпусов сосудов высокого давления из высокопрочной легированной стали, содержащих тонкостенную оболочку и приваренные к ней утолщенные кольца, включающий механическую обработку заготовок и колец, сборку и сварку в среде защитного газа, упрочняющую термообработку, контроль и испытания сварных соединений, в отличие от прототипа согласно изобретению тонкостенную оболочку получают путем резки труб на заготовки, калибровки, рекристаллизационного смягчающего отжига, предварительной механической обработки, ротационной вытяжки за несколько переходов с отжигом уменьшающим напряжения между первым и вторым переходом, с рекристаллизационным смягчающим отжигом перед и отжигом, уменьшающим напряжения после последнего перехода ротационной вытяжки, при которой используют деформирующие ролики треугольного профиля со скругленными по радиусу или (и) плоскими вершинами, установленные с различными зазорами относительно оправки, затем производят отрезку технологических утолщений торцов оболочки с последующей подрезкой ее кромок, а утолщенные кольца получают путем резки труб на заготовки, калибровки по наружному диаметру, рекристаллизационного смягчающего отжига, механической обработки с подрезкой торцов и формированием переходного конического и цилиндрического участка под сварку, после этого получают корпус сосуда поочередной сборкой и сваркой оболочки и колец, выполняют высокий отпуск сварных швов не позднее 8 часов после сварки, осуществляют рентгенотелевизионный контроль сварных швов, упрочняющую термообработку корпуса сосуда закалкой и отпуском на предел прочности не менее 1520 МПа, производят отпуск колец до предела прочности не менее 1050 МПа, окончательную механическую обработку с нарезанием упорных резьб на кольцах, гидравлические и пневматические испытания.
Сущность изобретения поясняется чертежами, где
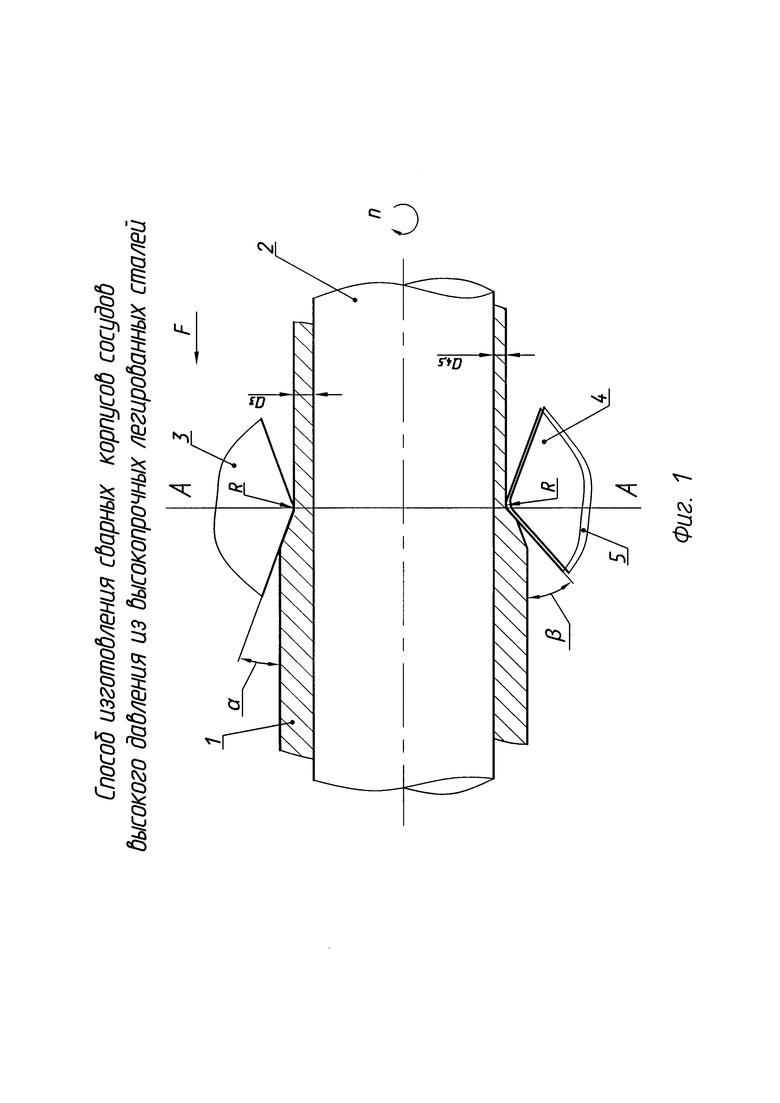
на фиг. 1 изображен процесс ротационной вытяжки тонкостенной оболочки 1 на оправке 2 деформирующими роликами 3, 4 и 5 треугольного профиля, где α° - передний угол ролика 3, β° - передний угол роликов 4 и 5, а3 (мм) - зазор между вершиной ролика 3 и оправкой 2, а4,5 (мм) - зазор между вершинами роликов 4 и 5 и оправкой 2, А-А - плоскость поперечного сечения, F (мм/мин) - осевая подача роликов, n (мин-1) - скорость вращения оправки 2 и заготовки 1, R (мм) - радиус вершин профилей роликов;
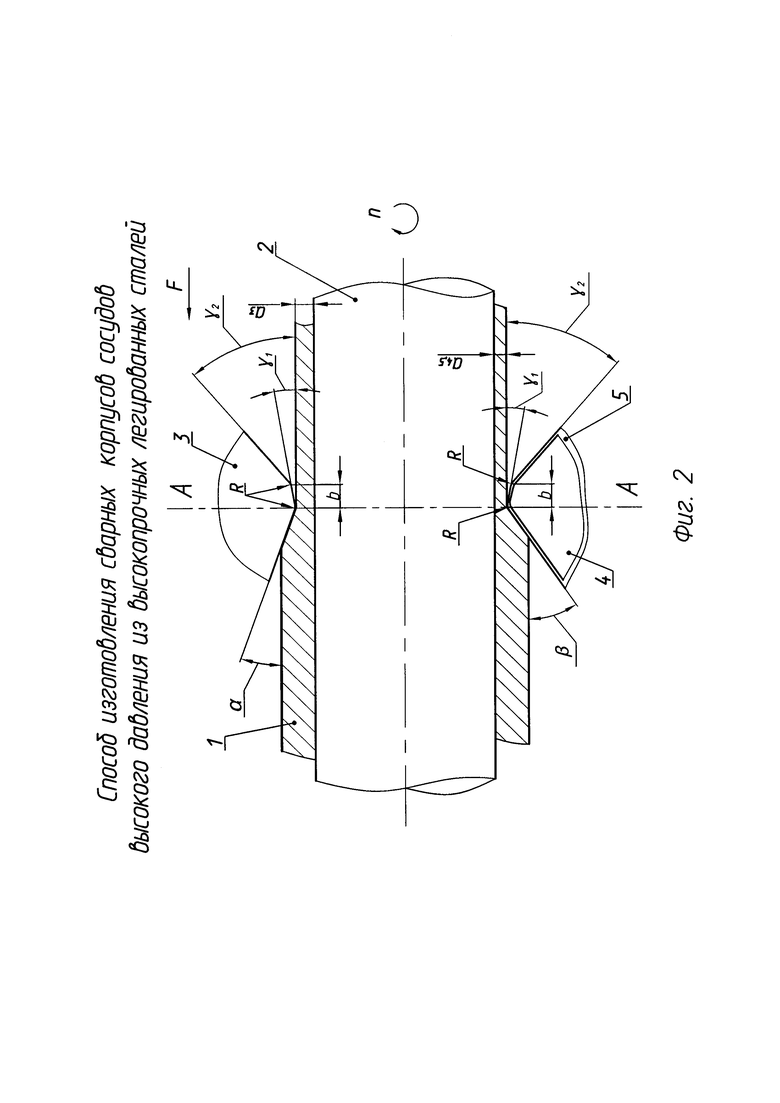
на фиг. 2 изображен процесс ротационной вытяжки оболочки 1 на оправке 2 деформирующими роликами 3, 4 и 5 с плоской вершиной, α° - передний угол ролика 3, β° - передний угол роликов 4 и 5, а3 (мм) - зазор между вершиной ролика 3 и оправкой 2, а4,5 (мм) - зазор между вершинами роликов 4, 5 и оправкой 2, ролики 4 и 5 на фиг. 1 и фиг. 2 условно совмещены, γ1° - задний угол плоской вершины роликов 3, 4 и 5, γ2° - задний угол профиля роликов 3, 4 и 5, b (мм) - длина плоской вершины профиля роликов 3, 4 и 5, А-А - плоскость поперечного сечения, R (мм) - радиусы вершин профилей роликов 3, 4 и 5, F (мм/мин) - осевая подача роликов, n (мин-1) скорость вращения;
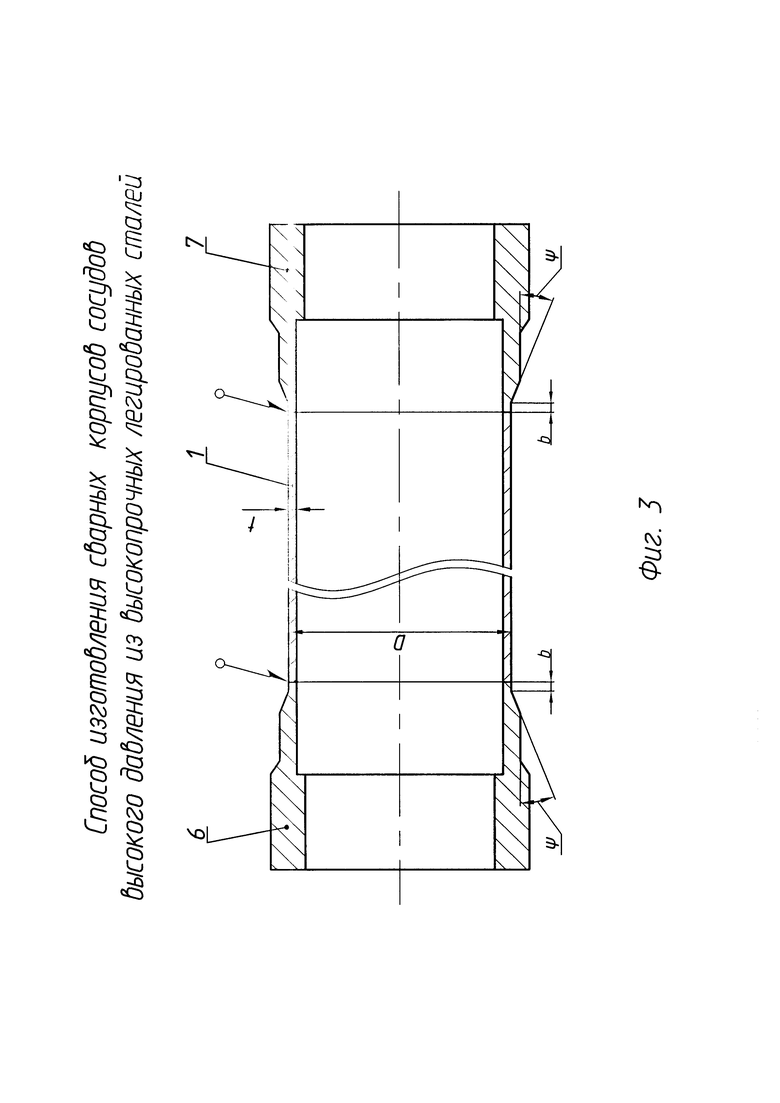
на фиг. 3 изображен общий вид корпуса сосуда, состоящего из тонкостенной оболочки 1 толщиной t (мм) и диаметром D (мм) с приваренными к ней утолщенными кольцами 6 и 7, выполненными с переходным коническим участком с углом наклона к образующей ψ° и цилиндрическим участком длиной b (мм);
на фиг. 4 изображен одновитковый двухкольцевой индуктор 9 с зазором d (мм) между кольцами, установленный симметрично сварному соединению, а также пирометр 10, установленный на фокусном расстоянии от поверхности кольца 6 с направлением луча между кольцами индуктора под углом 90° к зоне 11 контроля температуры металла сварного соединения;
на фиг. 5 изображен индуктор 9, установленный симметрично зоне термообработки на расстоянии с (мм) от торца кольца 6 и от сварного соединения и пирометр 10, луч которого направлен между кольцами индуктора под углом 90° к зоне 12 контроля температуры металла кольца.
Вышеописанный способ изготовления сварных корпусов сосудов высокого давления из высокопрочных легированных сталей осуществляется следующим образом.
Тонкостенную оболочку из высокопрочной легированной стали типа 28Х3СНМВФА получают путем резки труб на мерные заготовки на трубоотрезных станках, калибровки заготовок по диаметру на прессовом оборудовании, рекристаллизационного смягчающего отжига в шахтных электропечах, предварительной механической обработки с удалением поверхностных дефектных слоев по наружной и внутренней поверхности на токарно-винторезных станках и ротационной вытяжки за несколько переходов на давильно-раскатных станках с отжигами между переходами в шахтных электропечах.
Между первым и вторым переходом ротационной вытяжки выполняют отжиг, уменьшающий напряжения.
Перед последним переходом выполняют рекристаллизационный смягчающий отжиг.
После последнего перехода ротационной вытяжки выполняют отжиг, уменьшающий напряжения.
При ротационной вытяжке используют деформирующие ролики треугольного профиля со скругленными по радиусу R (мм) вершинами (фиг. 1) и плоскими вершинами (фиг. 2).
Ролик 3 (фиг. 1 и фиг. 2) выполнен с передним углом профиля α°, ролики 4 и 5 - с передним углом β°.
Ролики установлены в одной плоскости А-А поперечного сечения с различными зазорами с оправкой.
Ролик 3 (фиг. 1 и фиг. 2) установлен с зазором а3 (мм), ролики 4 и 5 - с зазором а4 (мм) и а5 (мм), при этом а4=а5.
Ролики 3, 4 и 5 с плоской вершиной выполнены с задним углом наклона образующей плоской вершины к образующей оправки γ1° (фиг. 2), длиной b (мм) и с задним углом профиля роликов γ2°.
Затем производят отрезку технологических утолщений торцов оболочки и подрезку кромок под сварку.
Получают тонкостенную оболочку с толщиной t (мм) и диаметром D (мм) (фиг. 3).
Утолщенные кольца 6 и 7 (фиг. 3) получают из высокопрочной легированной стали типа 28Х3СНМВФА путем резки труб на мерные заготовки на трубоотрезных станках, калибровки на прессах по диаметру, рекристаллизационного смягчающего отжига в шахтных электропечах, механической обработки с подрезкой торцов и формированием переходного конического участка с углом наклона ψ° и цилиндрического участка длиной b (мм) под сварку.
Затем получают корпус сосуда (фиг. 3) поочередной сборкой и автоматической сваркой оболочки 1 и колец 6 и 7 в сборочно-сварочных приспособлениях, после чего выполняют высокий отпуск сварных швов не позднее 8 часов после сварки пооперационно индукционным способом в одновитковом двухкольцевом индукторе 9 (фиг. 4) токами средней частоты с контролем температуры и времени нагрева автоматическим регулятором мощности бесконтактным способом с обратной связью источника питания по температуре пирометром 10, установленным на фокусном расстоянии от поверхности корпуса сосуда.
Индуктор 9 выполнен с зазором d (мм) между кольцами, между которыми без помех проходит луч пирометра под углом 90° к зоне контроля температуры металла 11 сварного соединения и установлен симметрично сварному соединению.
Затем осуществляют контроль сварных швов на установке рентгенотелевизионного контроля.
После этого выполняют упрочняющую термообработку корпуса сосуда закалкой и отпуском в шахтных электрических печах на предел прочности не менее 1520 МПа.
Корпус сосуда в процессе охлаждения при закалке подвергают термоправке за счет противодавления, создаваемого цилиндрической оправкой в виде подвижных сегментов, подключенных к гидравлическому приводу со стабилизируемым в гидросистеме давлением.
Затем выполняют пооперационно отпуск колец корпуса сосуда индукционным способом в одновитковом двухкольцевом индукторе 9 (фиг. 5), подключенном к источнику питания средней частоты, с контролем температуры и времени нагрева по металлу автоматическим регулятором мощности бесконтактным способом с обратной связью через пирометр 10, установленный на фокусном расстоянии от поверхности корпуса сосуда.
Индуктор 9 выполнен с зазором d (мм) между кольцами, между которыми без помех проходит луч пирометра под углом 90° к зоне контроля температуры металла 12 кольца 6 корпуса сосуда и установлен симметрично зоне термообработки кольца на расстоянии С (мм) от торца кольца и от зоны сварного соединения.
Отпуск колец корпуса сосуда выполняют до предела прочности не менее 1050 МПа.
Выполняют окончательную механическую обработку с нарезанием упорных резьб на кольцах на токарно-винторезных станках.
Затем выполняют гидравлические и пневматические испытания корпусов сосудов на установках гидро- и пневмоиспытаний.
Пример
Трубы из высокопрочной легированной стали типа 28Х3СНМВФА ⌀402×26 режут на мерные заготовки оболочки, и калибруют по диаметру ⌀390 мм, и подвергают рекристаллизационному смягчающему отжигу при температуре 630°С в шахтной электропечи, а затем подвергают предварительной механической обработке по наружной, внутренней поверхности и подрезке торцов.
Получают заготовку диаметром 380 мм, толщиной 12 мм.
Затем на давильно-раскатных станках осуществляют ротационную вытяжку оболочки за 3 перехода с промежуточными отжигами между переходами в шахтных электропечах.
Между первым и вторым переходом выполняют отжиг, уменьшающий напряжения при температуре 350°, перед последним третьим переходом выполняют рекристаллизационный смягчающий отжиг при температуре 630°С и после третьего перехода - отжиг, уменьшающий напряжения при температуре 350°С.
После первого перехода получают толщину стенки оболочки 8 мм, после второго - 5 мм и после третьего - t=2,5 мм, D=375 мм (фиг. 3).
При ротационной вытяжке используют деформирующие ролики 3, 4 и 5 (фиг. 1) с треугольным профилем с радиусом вершин R=6 мм с передним углом ролика 3 α=15°, роликов 4 и 5 β=30° и ролики 3, 4 и 5 - с плоской вершиной (фиг. 2), с радиусом вершин R=5 мм с длиной плоской вершины b=4 мм, задним углом плоской вершины γ1=3°, с передним углом ролика 3 α=15°, с передним углом роликов 4 и 5 β=30°, с задним углом роликов 3, 4 и 5 γ2=15°.
На переходах ротационной вытяжки ролики установлены с зазорами между вершинами профиля роликов и оправкой, приведенными в таблице 1.
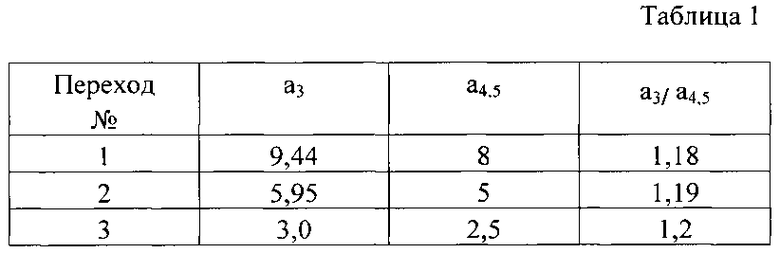
Приведенные в таблице 1 значения зазоров на всех переходах ротационной вытяжки показывают, что зазоры роликов 3 превышают зазоры роликов 4, 5 в 1,18÷1,2 раза.
Ролики на всех переходах ротационной вытяжки (фиг. 1 и фиг. 2) установлены в одной плоскости поперечного сечения А-А.
Деформирующие ролики и оправка изготовлены из материала сталь 9Х, их рабочие поверхности обработаны 5% раствором поверхностно-активного вещества 6МФК-180 в хладоне 113. Стойкость валков и оправки увеличилась в 3 раза и 2,5 раза, соответственно, по сравнению с их стойкостью без обработки рабочих поверхностей.
Затем производят отрезку технологических утолщений торцов оболочки и подрезку кромок под сварку. Тонкостенная оболочка по всей длине имеет толщину t=3 мм, и в таком виде поступает на сборку и сварку с кольцами 6 и 7.
Утолщенные кольца 6 и 7 получают путем резки труб на заготовки. Материал труб - высокопрочная легированная сталь типа 28Х3СНМВФА той же марки, как и тонкостенная оболочка.
После резки труб заготовки колец 6 и 7 (фиг. 3) подвергают калибровке на прессах, рекристаллизационному смягчающему отжигу в шахтных или камерных электропечах при температуре 630°С и механической обработке с формированием переходного конического участка с углом ψ=15° и цилиндрического свариваемого участка длиной b=2 мм.
Затем получают корпус сосуда (фиг. 3) поочередной сборкой и сваркой оболочки 1 и колец 6 и 7 в приспособлениях сборки и сварки, установленных на сварочной установке с вращателем, сварочным автоматом типа АДСВ-6, источником питания типа ВСВУ-315 и вибратором поперечных колебаний электрода. Сборку выполняют на разжимной оправке со съемной подкладкой без зазора в стыке посредством осевого усилия с противоположного от свариваемого торца обечайки и с совмещением свариваемых кромок путем их диаметрального растяжения в пределах упругих деформаций материала оболочки.
Автоматическую аргонодуговую сварку кольцевых швов осуществляют со сквозным проплавлением стыкового соединения кромок на первом проходе и формированием заданной ширины шва путем поперечных колебаний электрода на втором проходе.
После этго выполняют высокий отпуск сварных швов не позднее 8 часов после сварки при температуре 560°С пооперационно индукционным способом в одновитковом двухкольцевом индукторе 9 (фиг. 4), подключаемым к источнику питания средней частоты 2,4÷4 кГц, при этом контроль за температурным режимом нагрева и выдержкой времени по металлу ведется автоматическим регулятором мощности бесконтактным способом с обратной связью источника питания по температуре через пирометр 10 (фиг. 4), установленный на фокусном расстоянии от поверхности корпуса сосуда с направлением луча под углом 90° к зоне контроля. Индуктор 9 выполнен с зазором d 15 мм между кольцами для прохождения луча пирометра без помех к зоне контроля температуры металла 11.
Индуктор 9 установлен симметрично зоне сварного соединения.
Осуществляют контроль сварных швов на установке рентгенотелевизионного контроля MG452.
Затем выполняют упрочняющую термообработку корпуса сосуда закалкой и отпуском на предел прочности не менее 1520 МПа, закалку выполняют при температуре 910°C с последующим охлаждением на воздухе, отпуск выполняют при температуре 310°С.
Закалку и отпуск выполняют в шахтных электропечах.
Корпус сосуда в процессе охлаждения при закалке подвергают термоправке противодавлением, создаваемым цилиндрической оправкой в виде сегментов, подключенных к гидравлическому приводу со стабилизируемым в гидросистеме давлением.
После этого выполняют отпуск колец при температуре 660°С до предела прочности не менее 1050 МПа пооперационно индукционным способом в одновитковом двухкольцевом индукторе 9 (фиг. 5), подключенном к источнику питания по температуре через пирометр 10, установленный на фокусном расстоянии от поверхности корпуса сосуда с направлением луча под углом 90° к зоне контроля.
Индуктор выполнен с зазором d 15 мм между кольцами для прохождения луча пирометра без помех к зоне контроля температуры металла 12.
Индуктор 10 (фиг. 5) установлен симметрично зоне термообработки на расстоянии С=20 мм от торца кольца 6 и от зоны сварного соединения.
Выполняют окончательную механическую обработку с нарезанием упорных резьб на кольцах корпуса сосуда на токарно-винторезных станках.
В заключение выполняют гидравлические испытания прочности корпусов сосудов на установке гидроиспытаний давлением 20,2 МПа и пневмоиспытания на сплошность сварных соединений на установке пневмоиспытаний давлением 0,25 МПа.
Выполнение способа в соответствии с изобретением обеспечивает возможность изготовления тонкостенных сварных корпусов сосудов высокого давления из высокопрочных легированных сталей с высокой точностью, механической и циклической прочностью, низким уровнем остаточных напряжений, высоким коэффициентом использования металла и малым весом.
Изобретение может быть использовано при производстве различных сосудов из высокопрочных легированных сталей, работающих под высоким давлением.
Указанный положительный эффект подтвержден испытаниями партий корпусов сосудов, изготовленных по данному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления | 2018 |
|
RU2686431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Способ изготовления тонкостенных осесимметричных стальных оболочек | 2015 |
|
RU2615959C1 |
Изобретение относится к способу изготовлению сварных корпусов сосудов высокого давления из высокопрочных легированных сталей. Вначале получают тонкостенную оболочку путем резки труб из стали типа 28Х3СНМВФА на заготовки, калибровки, рекристаллизационного отжига, механической обработки, ротационной вытяжки за несколько переходов с промежуточными отжигами деформирующими роликами с треугольным профилем со скругленными по радиусу или (и) плоскими вершинами, установленными с различными зазорами относительно оправки. Затем производят отрезку технологических утолщений торцов оболочки с последующей подрезкой ее кромок. Получают утолщенные кольца из легированной стали типа 28Х3СНМВФА резкой труб на заготовки, калибровкой по наружному диаметру, рекристаллизационным смягчающим отжигом, механической обработкой с подрезкой торцов и формированием конического участка и цилиндрического участка под сварку. Осуществляют сборку и сварку оболочки и двух утолщенных колец. Выполняют высокий отпуск сварных швов не позднее 8 часов после сварки. Осуществляют рентгенотелевизионный контроль сварных швов, упрочняющую термообработку корпуса закалкой и отпуском не менее 1520 МПа, отпуск колец до предела прочности не менее 1050 МПа и окончательную механическую обработку. 10 з.п. ф-лы, 5 ил., 1 табл.
1. Способ изготовления сварных корпусов сосудов высокого давления из высокопрочной легированной стали, содержащих тонкостенную оболочку и приваренные к ней утолщенные кольца, включающий механическую обработку заготовок оболочки и колец, сборку и сварку в среде защитного газа, упрочняющую термообработку, контроль и испытания сварных соединений, отличающийся тем, что тонкостенную оболочку получают путем резки труб на заготовки, калибровки, рекристаллизационного смягчающего отжига, предварительной механической обработки, ротационной вытяжки за несколько переходов с отжигом, уменьшающим напряжения между первым и вторым переходом, и с рекристаллизационным смягчающим отжигом перед, и отжигом , уменьшающим напряжения, после последнего перехода ротационной вытяжки, при этом для ротационной вытяжки используют деформирующие ролики треугольного профиля со скругленными и плоскими вершинами, установленные с различными зазорами относительно оправки, затем производят отрезку технологических утолщений торцов оболочки с последующей подрезкой ее кромок, а утолщенные кольца получают путем резки труб на заготовки, калибровки по наружному диаметру, рекристаллизационного смягчающего отжига, механической обработки с подрезкой торцов и формированием переходного конического и цилиндрического участков под сварку, после этого осуществляют поочередную сборку и сварку оболочки и колец с получением корпуса сосуда, выполняют высокий отпуск сварных швов не позднее 8 часов после сварки, осуществляют рентгенотелевизионный контроль сварных швов, упрочняющую термообработку корпуса сосуда закалкой и отпуском до предела прочности не менее 1520 МПа, производят отпуск колец до предела прочности не менее 1050 МПа, окончательную механическую обработку с нарезанием упорных резьб на кольцах, гидравлические и пневматические испытания.
2. Способ по п. 1, отличающийся тем, что при ротационной вытяжке оболочек используют деформирующие ролики, установленные в одной плоскости поперечного сечения, один из которых выполнен с передним углом профиля (10÷25)°, последующие с передним углом (25÷35)° и величиной зазора между вершиной профиля ролика с меньшим передним углом и оправкой в 1,15÷1,25 раза большим величины зазора последующих роликов, при этом зазоры между вершинами последующих роликов и оправкой задают равными.
3. Способ по п. 1, отличающийся тем, что радиус при вершинах профиля роликов задают равными 1÷3 толщинам стенки тонкостенной оболочки.
4. Способ по п. 1, отличающийся тем, что при ротационной вытяжке используют деформирующие ролики с плоской вершиной, наклоненной к образующей оправки под задним углом, равным 0,1÷0,5 величины заднего угла роликов.
5. Способ по п. 1, отличающийся тем, что рабочая поверхность деформирующих роликов обработана раствором фторсодержащего поверхностно-активного вещества.
6. Способ по п. 1, отличающийся тем, что рабочая поверхность оправки обработана раствором фторсодержащего поверхностно-активного вещества.
7. Способ по п. 1, отличающийся тем, что рабочие поверхности деформирующих роликов и/или оправки обработаны раствором перфторполиэфиркислоты марки 6МФК-180 в хладоне 113.
8. Способ по п. 1, отличающийся тем, что конический переходный участок колец формируют под углом (10-25)°, а цилиндрический свариваемый участок - длиной, равной 0,8÷1,2 толщины тонкостенной оболочки.
9. Способ по п. 1, отличающийся тем, что оболочку и кольца корпусов сосудов изготавливают из высокопрочной легированной стали одного и того же химсостава.
10. Способ по п. 1, отличающийся тем, что корпус сосуда в процессе охлаждения при закалке подвергают термоправке.
11. Способ по п. 1, отличающийся тем, что высокий отпуск зоны сварных соединений и отпуск колец осуществляют в одновитковом двухкольцевом индукторе, выполненном с зазором между кольцами не менее 10 мм, который устанавливают симметрично зонам термообработки, а режимы нагрева контролируют пирометром, который устанавливают на фокусном расстоянии от контролируемой поверхности с направлением луча пирометра между кольцами индуктора под углом 90° к зоне контроля.
| Новиков О.М | |||
| и др | |||
| "Новая технология дуговой сварки в защитном газе баллонов высокого давления", Сварщик-профессионал, N1, 2005 г., стр | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ | 2010 |
|
RU2420380C1 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| Способ изготовления сварных ребристых конструкций | 1989 |
|
SU1780521A3 |
| JP 9262694 A, 07.10.1997 | |||
| JP 56004381 A, 17.01.1981. | |||

