Применение первичного алюминия обычных марок взамен дефицитного свинна для изготовления кабе,1Ы1ЫХ оболочек не дает положительных результатов, вследетвне чрезмерно высоко температуры прессования (450-500), вызываюи е обго К1нне нзоляипи; кабеля.
Д/1Я сиижения температуры прессования примерно :до 350-400° приходится применять алкюгинии высокой частоты, содержании пюсторонние нримеси в кол 1честзе не более 0,ОГ-, что рс.уко повЯ пает стоимость кабеля.
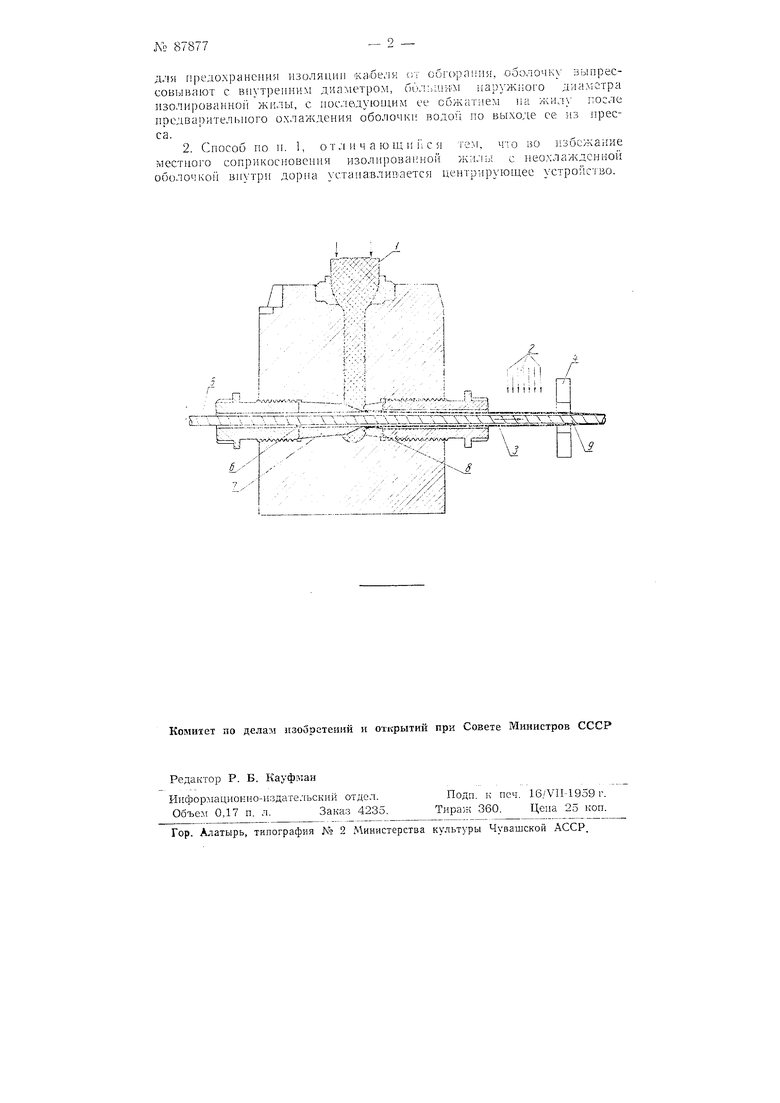
Описываемый способ прессования от.пичлется тем, что изолирова ная жила входит в соприкос овение е е горяч 1М металлом у выхода оболочки из 1матрицы, а с охлажденным на 1 скотором расетоя ип от 1 ресеа, как указано на чертеже, что позволяет повысить температуру ирессования до 450-500° с соответствующим снижением давле1 ия пресса. При этом способе прессо:зания нозможно пр и енение иервичного алюминия, содержаншго до 0, посторО П1 1х примесей; етоимость такого инже етоимости 1 ерв 1чного а. омипия с содержа ием примеси до 0,ОГ.|.
Во избежапие местного соприкос ювен 1Я изолпрован 1оГ с неох.тажденной оболочко внутри дорна устанавливают центр рующее устройство.
Па чертеже обозначены: /-алюм 1ний; 2-вода; 3-оболочка; 4-осаживающее устройство; 5-изолированная 6-нентрирующее устройство; 7-дори; 8-матршит; 9-готовый кабель з алюминиевой оболочке.
П р е д л е т изобретен я
Ь Снособ наложения кабельно) оболочки из первичного алкпгиння с содери аниам последнего до 99,7,ч, о т л п ч а ю ni и fi с я тем, что
Кг 87877 2 -
для предохранения изоляции КИбелн от coropaiins, оболочку зыпрессовывают с внутренним диаметром, больии-м иаруж юго диаметра изолированно жилы, с нослбдуюи:,им ее обжатием на жилу погле предваритель 1ого охлаждения оболочк ио выходе ее из пресса.
2. Способ по 1. 1, о т л и ч а ю щ и ii с я те, что во избежание местио о соп)И осиовеиия жилы с 1 еохлаждсннои оболоч о 1 уета1 а:вливдется центрирующее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Антифрикционный сплав | 1941 |
|
SU63419A1 |
| Схема зажигания вспомогательной дуги в дуговом вентиле | 1949 |
|
SU83688A1 |
| Костюм для работы в условиях высокой температуры и влажности | 1952 |
|
SU96656A1 |
| Усовершенствованный газоанализатор системы ВТИ | 1949 |
|
SU85592A1 |
| Выхлопной патрубок дугового выпрямителя | 1948 |
|
SU76446A1 |
| Станок для обрезания подплечиков | 1958 |
|
SU115191A1 |
| Автоматический двухшпиндельный станок для двусторонней обработки мелких деталей и, в частности, зенковки гаек | 1949 |
|
SU86478A1 |
| Учебное наглядное пособие по геометрии для демонстрации определения сторон прямоугольного треугольника | 1950 |
|
SU90652A1 |
| Приспособление для игры на баяне с ножными педалями | 1949 |
|
SU88756A1 |
| Закрытый штамп для прецизионной высадки фигурных деталей с уширенной частью | 1946 |
|
SU71548A1 |
v
