Методы прецизионного литья и прецизионных поковок как IIIWH: водительные способы обработки резяпиам пя токариых автоматах широко известны но оказываются певыгодными, ибо требуют затраты врельени и, кроме того, зпачите.льньи проценг металла при это.м переходит в стружку.
Наиболее произвадительн) и.ч известюлх до сих пор мето.дов изготов. небольших изделии-это холодпля высадка.
Способ прецизио1П1о11 (biirypnoir В1 1садки обеспечивает изготовление деталс по МИпима.пяю себестоимости с макси-ма,()й производител)Иостыо и миним,а;пя1О1 | трудоемкостью, так как во многих с.тучаях обработка будет сводиться пск.почптельно к бесцепт)овой нглифОвке.
Отличительной особенностью пред.тагаемого закрытого ппампа д.гя прецизионной высадки фи1урпых дста. с хчииренпси частью является выиолиенис его разъемным по двум вз.аимно-перпепдикулярпым п.тоскостям. Одна плоскость разъема проходит ииже упшрепия высаживаемого изделия, а другая распо. о:жена вдоль оси (изделии. Б.чагодаря этому достигается возможность извлечения готового изделия из И1тампа при разъеме штампа по плоскости, расположенной ниже уи1ирения изделия, 1и полного освобождения изделия при последу оптем )азъеме штаглпа по второй плоскостп.
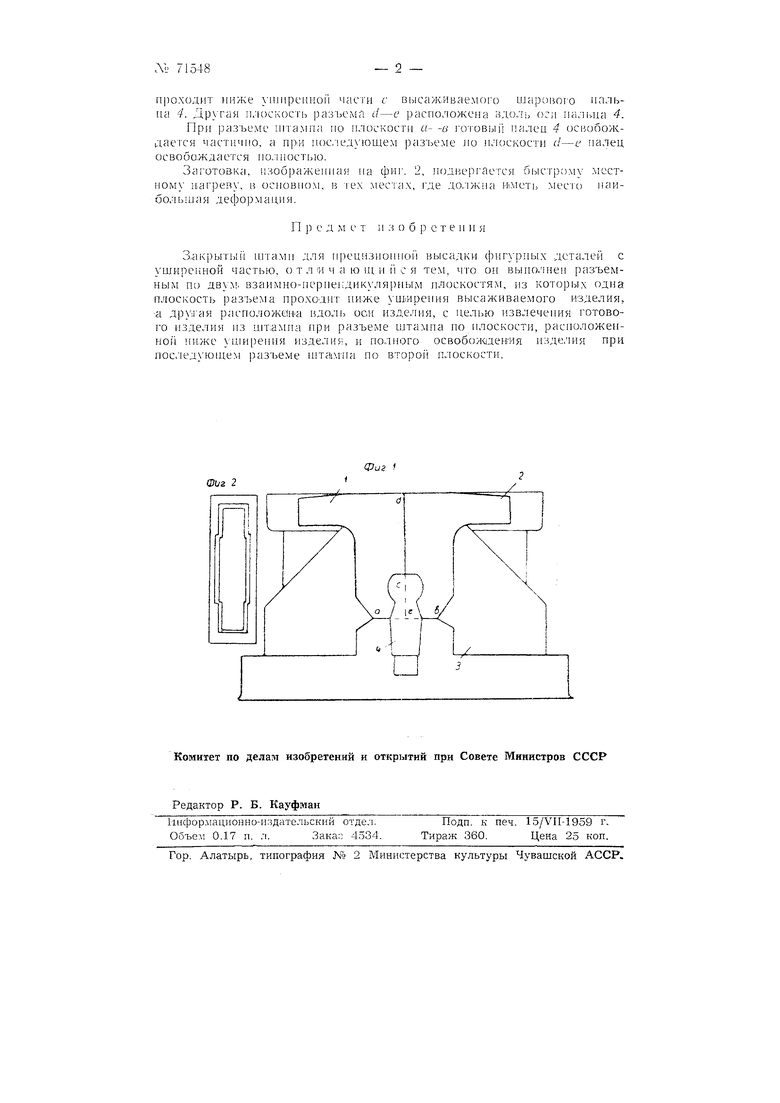
На фиг. 1 схематически изображен пример вьпю.чнения предлагаемого закрытого штампа д.чя ппамповки niapoBoro пальца; па ф|Иг. 2-заготовка для шарового па.чьца.
Штамп (фиг. 1) цзыполнен из трех частей /, 2 и 3. разъемных но двум взаимно-перпендикулярным нлоскостим. Плоскость разъема ов
проходит ниже yiiinpeiiKoii части с высаж.иваемого шарового пальца 4. Другая п;1оскость разъема с/-с расположена вдол1, оги 4. При разъеме штампа по плоскости и- -в готовьп палец 4 освобождается частнчпо, а npin пос.1едующем разчземе ио цдоскости с/-е палец освобождается по.пюстыо.
Заготов,ка, изображеппая па фш. 2, ц(двергается 6i5iCTi);)My местному ц.агреву, в осиовиом, в тех местах, где до.тжпа Икметь месте) иаиболыиая деформац11я.
П р е д м е т и з о б р е т е и и я
3,aKj) цггами для ирецизиоииой высадки фцгурпых деталей с yujupeuHofl частвю, о т л и ч а ю ш, и il с я тем, что оц ввпю.чцеп разъемным по двум, взаимно-периендикулярным плоскостям, пз которых одна плоскость разъема проходит пнже уиьиреиия высаживаемого изделия, Я дру;1ая раеположйи-а вдо:п оси изделия, с целью изв.чечепия готового изде,;1ця из цгг:амиа при разъеме по плоскости, расиоложеннон ниже уши)еиия изделия, и полного освобож ден:ия пзде.чия ири иоследующем р.азьеме штао.гпа по второй плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2327538C2 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| Штамп для изготовления колец на горизонтально-ковочных машинах | 1949 |
|
SU86737A1 |
