вает повышение надеЖИост.и н техничности неразъем.ного соединения деталей и уменьшает его металлоемкость.
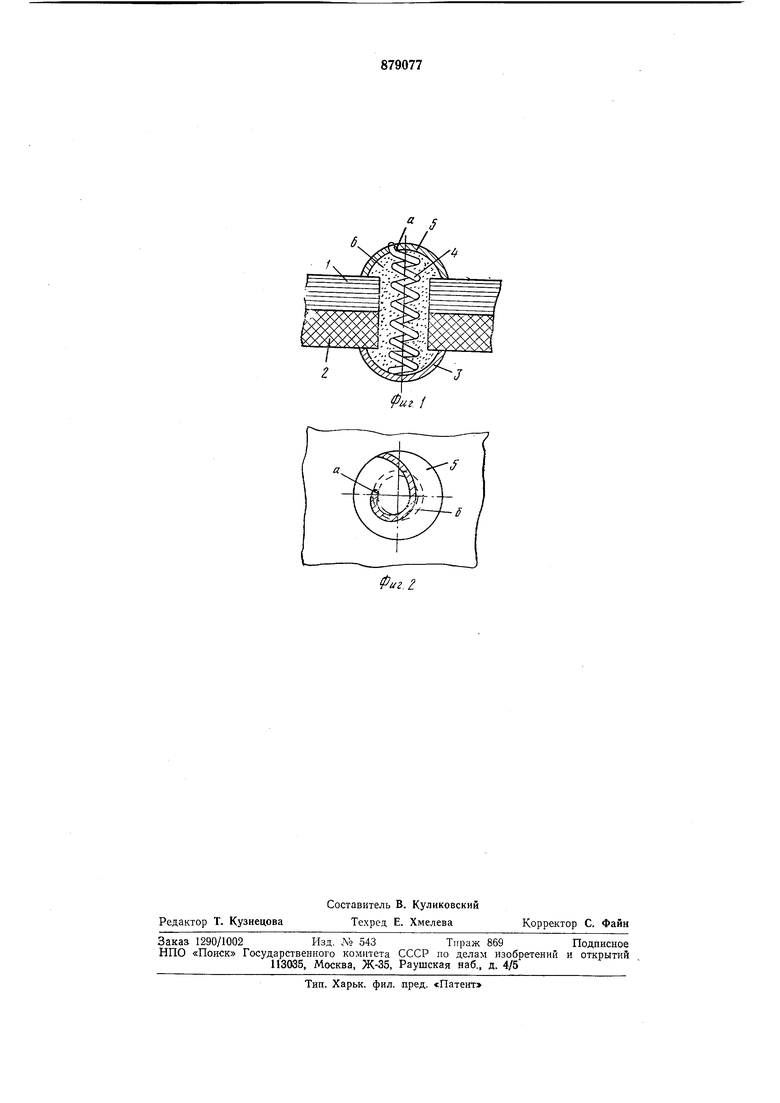
На фиг. 1 изображено неразъемное соединение деталей с крепежным элементом, продольный разрез; на фиг. 2 - крепежный элемент, вид сверху.
Неразъемное соединение содержит соединяемые детали / и .2 с соосными отверстиями, крепежный элемент, выполненный в внде ко.тпачка 3, на внутренней поверхности которого жестко закреплен конец уорзтого элемента 4, и второго колпачка 5 с отверстием а, в котором размещен свободный ко,нец упругого элемента 4, а также фиксатор 6, в виде поли.меризующ-ейся дисперсно-армированной нластической массы.
Детали соединяют сле.1уюш.им образо.ч. В отверстия деталей } и 2 предложенного устройства устанавливают колпачок 5 с упругим элементом 4. С противоположной стороны выпуклостью ввер.х устанавливают колпачок 5 таким образом, чтобы свободный конец упругого элемента 4 разместился в его отверстии а. Затем к свободному концу упругого элемента прикладывают усилия и рассучивают носледиий иа заданную величину. При расстегнутом положении упругого элемента через отверстие а колпачка 5 заливают диснерсно-армирсванную пластическую массу 6. Заливку про.толжают до тех пор, пока иластпческая масса дополнительно растянет упругий элемент и выдавится из-под колпачка 3. После прекраш;еш1я подач:и пластической массы снимают усилие, приложенное к свободному концу упругого элемента. Под действнем сил упругости он сокраш;ается, свободный конец элемента размеш;ается в пазу б и воздействует снижающими усилиями на колпачки « залитую пластическую массу. Благодаря этому пластическая масса уплотняется, удаляются пузырьки воздуха, ликвидируются поры, и ее Полимеризация осуществляется под давлением, что значительно улучшает характеристики силовых точек на отрыв и срез и повышает надежность всего соединения. Величина снижающего усилия зависит от степенн первоначального растяжения упругого элемента.
Геометрические размеры и степень первоначального растяжения упругого элемента выбирают исходя из требуемых характеристик силовой точки на срез и отрыв. Таким образом, наличие в предложенном устройстве крепежного эле.ме-нта, выполненного в виде двух колпачков, соединенных унругим элементом, а также ионользование в качестве фиксатора дисперсно-армированной пластической массы и ее полимеризация под давлением, повышают надежность неразъе1;ного соединения деталей и его технологичность.
Эффективность от применения предложенного технического рещения достигается за счет повышення надежности и технологичности получаемого неразъемного соединения деталей, уменьщения его веса, а также сокращения расхода металла.
Формула изобретения
1. Неразъемное соединение деталей, содержащее установленный в соосных отверстиях соединяемых деталей крепежный элемент и фиксатор в виде полимеризующегося вещества, отличающееся тем, что, с
целью повышения надежности и технологичности соединения, крепежный элемент выполнен в виде двух металлических колпачков и упругого элемента, конец которого жестко закреплен на внзтренней поверхностн одного из колпачков, второй колпачок выполнен с отверстие.м и пазом на наружной поверхности, в которых размещен свободный конец упругого элемента, а в качестве фиксатора -использована иолимеризующаяся дисперсно-армированная пластическая масса.
2. |Способ получения неразъемного соединения деталей, при котором крепежный элемент устанавливают в соосные отверстия
соединяемых деталей, а затем фиксируют с
помощью полимеризующегося вещества, о т,л и чающийся тем, что после установки
крепежного элемента нрикладывают усилия к свободному концу упругого элемента
и растягивают последний на определенную длину, затем через отверстие в колпачке заливают фиксатор и снимают приложенное усилие с упругого элемента.
Источники информации, принятые во внимание при экспертизе:
1.Орлов :П. И. Основы конструирования. М., Мащиностроение, 1977, с. 194-200.
2.Авторское свидетельство СССР Aio 3498ICk, кл. ,F 16 В 19/08, 1971.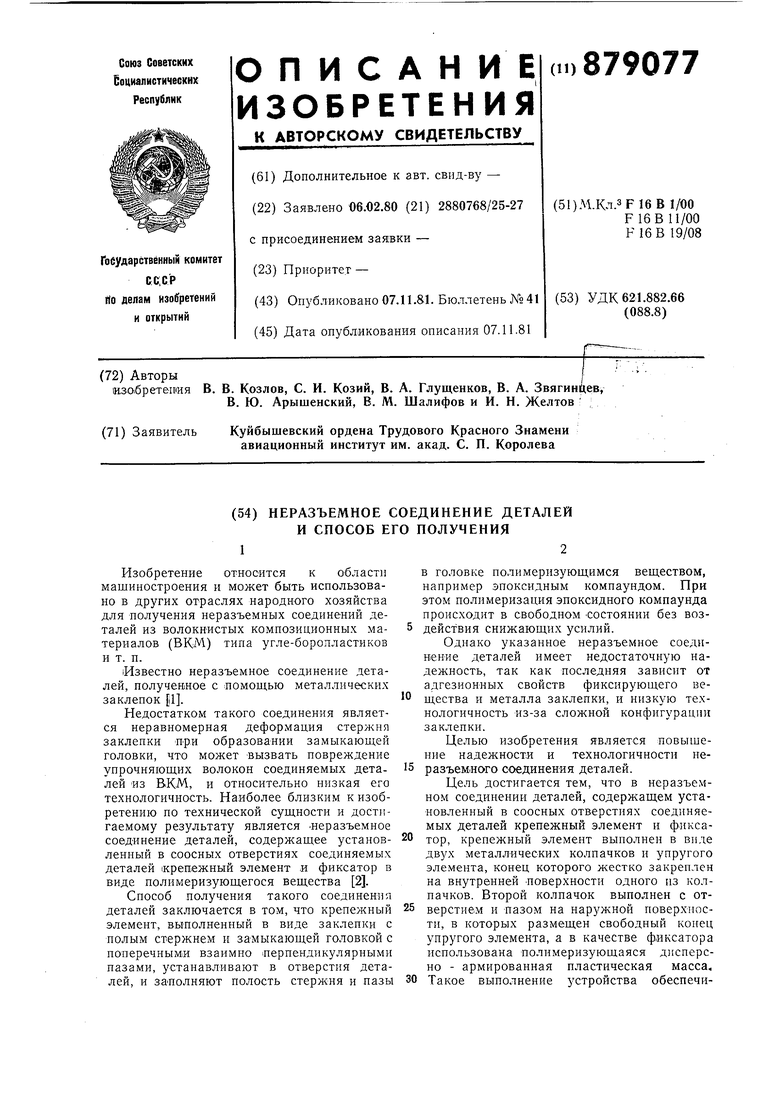
| название | год | авторы | номер документа |
|---|---|---|---|
| Неразъемное соединение деталей и способ его получения | 1989 |
|
SU1723373A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079765C1 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И НАНЕСЕНИЯ ЖИДКИХ ПРЕПАРАТОВ | 2013 |
|
RU2526679C1 |
| Стопорящееся резьбовое соединение | 2024 |
|
RU2833789C1 |
| ВВОРАЧИВАЕМЫЙ ШТУЦЕР ДЛЯ ВЫПУСКА ВОЗДУХА ИЗ ТОРМОЗНОЙ СИСТЕМЫ ТРАНСПОРТНОГО СРЕДСТВА | 1992 |
|
RU2043227C1 |
| Заклёпка и способ получения неразъёмного заклёпочного соединения деталей, не имеющих двухстороннего подхода к заклепочному шву | 2021 |
|
RU2769143C1 |
| ИНИЦИИРУЮЩЕЕ УСТРОЙСТВО С ЗАДЕРЖКОЙ СРАБАТЫВАНИЯ | 2020 |
|
RU2737094C1 |
| Устройство для сборки донорского узла к контейнерам для крови и ее компонентов | 1984 |
|
SU1237847A1 |