Изобретение относится к машиностроению, а также может быть использовано в авиастроении и других отраслях, для получения неразъемных соединений клепкой при производстве и ремонте высоконагруженных деталей из полимерных углекомпозиционных материалов, не имеющих двухстороннего подхода к заклепочному шву.
При выполнении клепальных работ при производстве и при ремонте конструкций летательных аппаратов имеются места, которые не допускают двухстороннего подхода к ремонтному участку. Известно изобретение заклепка и способ получения неразъемного заклепочного соединения деталей из композиционного материала (патент RU №2582472 опуб. 27.04.2016). Заклепка состоит из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль оси стержня, с цилиндрической головкой на одном конце и неотвержденной верхней частью стержня на другом конце, установленная в корпус, выполненный из отвержденного препрега родственного соединяемым деталям композиционного материала и состоящий из цилиндрических соосных закладной головки и втулки, при этом закладная головка прозенкована, а нижняя часть втулки выполнена на конус Между цилиндрической заклепкой и нижней частью втулки установлено кольцо из тканного неотвержденного препрега, при этом длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединенными деталями на толщину кольца. Внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца внешнему диаметру втулки, при этом только на неотвержденную часть стержня установлена фторопластовая обечайка.
Недостатком такой заклепки является низкая надежность и прочность, что обусловлено недостаточной стяжкой соединяемых деталей в пакет, так как кольцо выполнено из неотвержденного препрега, а стержень и втулка не имеют резьбы.
Недостатком указанного способа является низкая технологичность и прочность заклепочного шва, обусловленные тем, что кольцо из препрега в момент установки находится в неотвержденном (неполимеризованном) состоянии, что приводит к недостаточной стяжке соединяемых деталей в пакет.
Известна заклепка и способ получения неразъемного заклепочного соединения в углекомпозитных конструкциях (патент RU №2691725 опуб. 17.06.2019), принято за прототип. Заклепка, состоящая из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль его оси, с цилиндрической головкой на одном конце, установленная в конус, состоящий из цилиндрически соосных закладной головки и втулки. При этом нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо, длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки. На стержне заклепки выполнена резьба во всю его длину и калиброванная шейка, расположенная от цилиндрической головки заклепки на расстоянии, равном толщине соединяемых деталей, от калиброванной шейки до конца стержня выполнена двухсторонняя продольная лыска, при этом втулка корпуса и стержень образуют винтовую пару, а закладная головка конуса имеет шестигранную форму, при этом кольцо выполнено из титанового сплава. Способ получения неразъемного заклепочного соединения, заключающийся в размещении заклепки в отверстиях соединяемых деталей, не имеющих двухстороннего подхода к закупочному шву. После размещения заклепки в соосных отверстиях соединяемых деталей вращают закладную головку корпуса заклепки до появления на уровне ее внешней поверхности калиброванной шейки стержня, а выступающую часть стержня удаляют по калиброванной шейке.
Недостатками данного изобретения является применение детали из сплава титана, что создает повышенное напряжение при эксплуатационном перепаде температур более 100°С, т.к. разница коэффициентов температурного линейного расширения титана и композиционного материала составляет порядка 10, заклепка и соединяемый материал будут подвергаться циклической нагрузке, что может неблагоприятно отразиться на заклепочном соединении. Кроме того, достаточно сложно из титанового цилиндра получить конус при помощи конусной детали из композиционного материала.
Данным изобретением решается задача создания конструкции заклепки полностью из углекомпозиционного материала, повышенной надежности и простого способа ее сборки при одностороннем подходе клепочному шву.
Указанный технический результат достигается тем, что заклепка содержит стержень, выполненный из полимерного композиционного материала с волокнами, ориентированными вдоль его оси, цилиндрическую головку на одном конце. На стержне выполнена резьба во всю его длину и калиброванная шейка, расположенная от цилиндрической головки заклепки на расстоянии, равном толщинам соединяемых деталей, шайбы и высоте гайки, от калиброванной шейки до конца стержня выполнена двухсторонняя продольная лыска. На цилиндрическую головку установлена шайба из отвержденного полимерного композиционного материала, ее диаметр больше размера соосных отверстий соединяемых деталей на 0,5…5 мм, а наружный диаметр шайбы выполнен в виде лепестков, позволяющих проходить через отверстия соединяемых деталей. На шайбу устанавливается втулка из препрега композиционного материала, которая при сборке сжимается гайкой из отвержденного композиционного материала.
Заклепка работает следующим образом: предварительно собранную ее устанавливают в отверстия соединяемых деталей, при этом лепестки слегка упруго деформируются, а пройдя отверстия, шайба за счет пружинения становится плоской, что застопорит заклепку при движении в обратном направлении. Затем производят завинчивание гайки, которая сжимает втулку из препрега композиционного материала, далее удаляют конец стержня по калиброванной шейке. Для отверждения препрега композиционного материала втулки проводят нагрев до температуры полимеризации используемого композиционного материала, например радиационной лампой.
Таким образом, соединяемые детали, стержень заклепки, шайба, гайка и втулка после полимеризации превращаются в единое целое, что необходимо для надежной работы изделия.
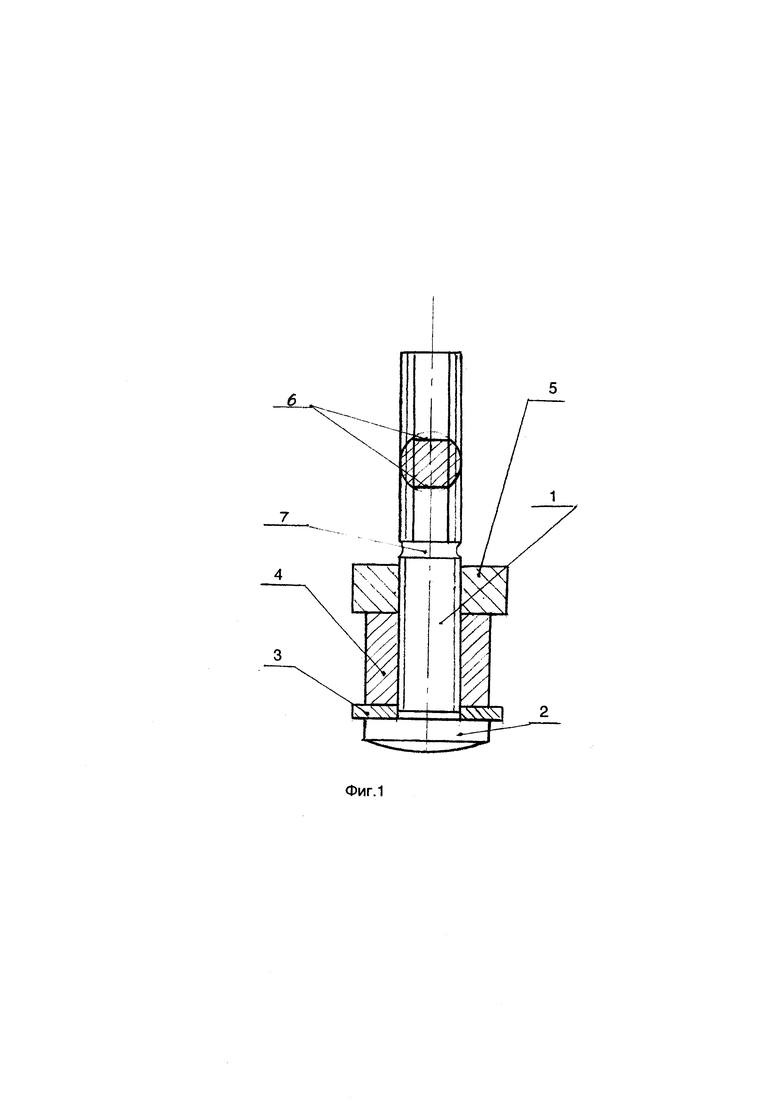
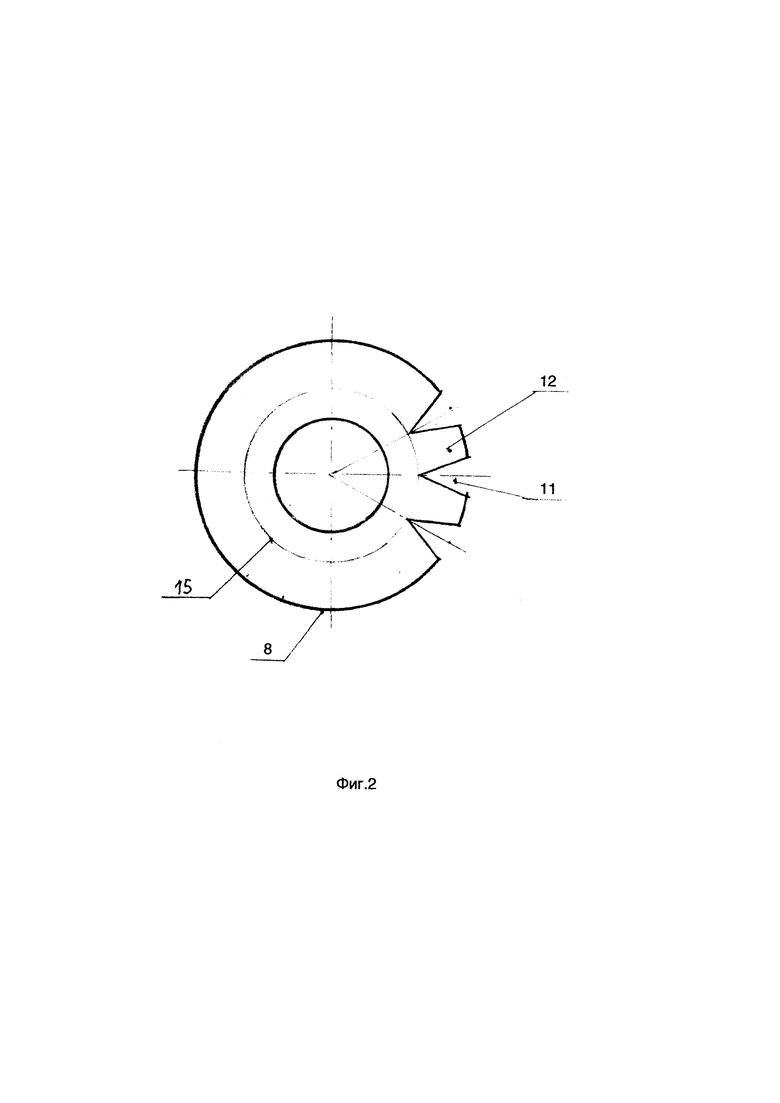
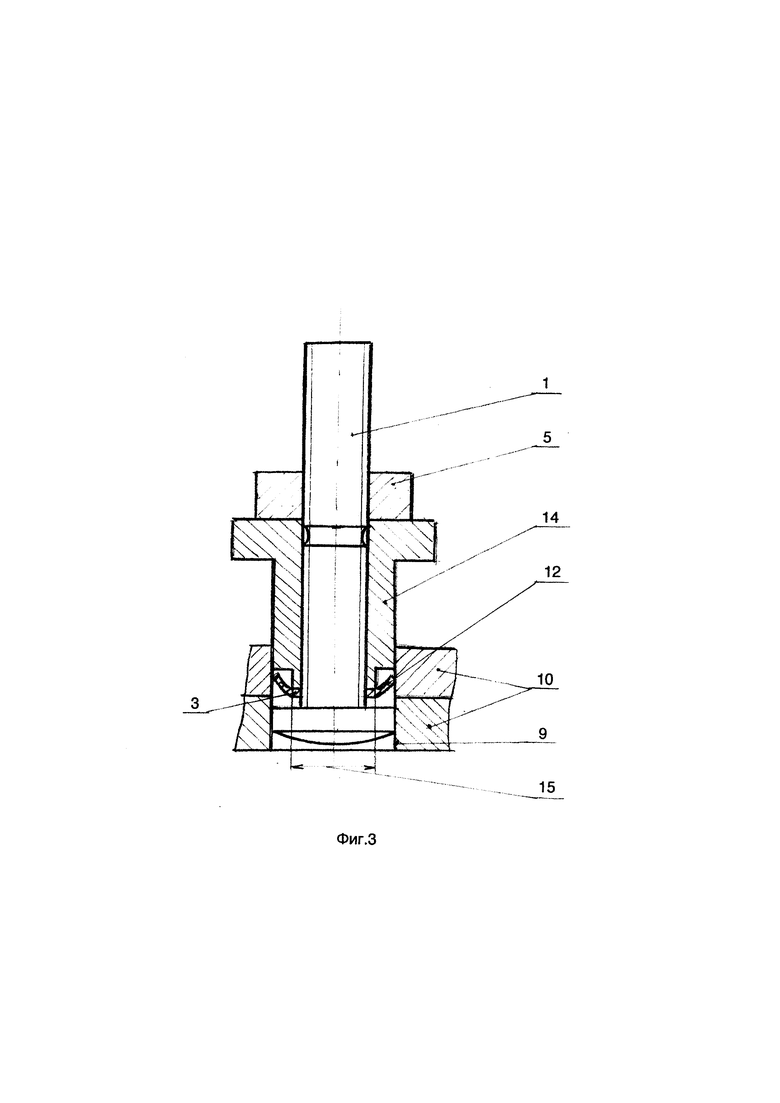
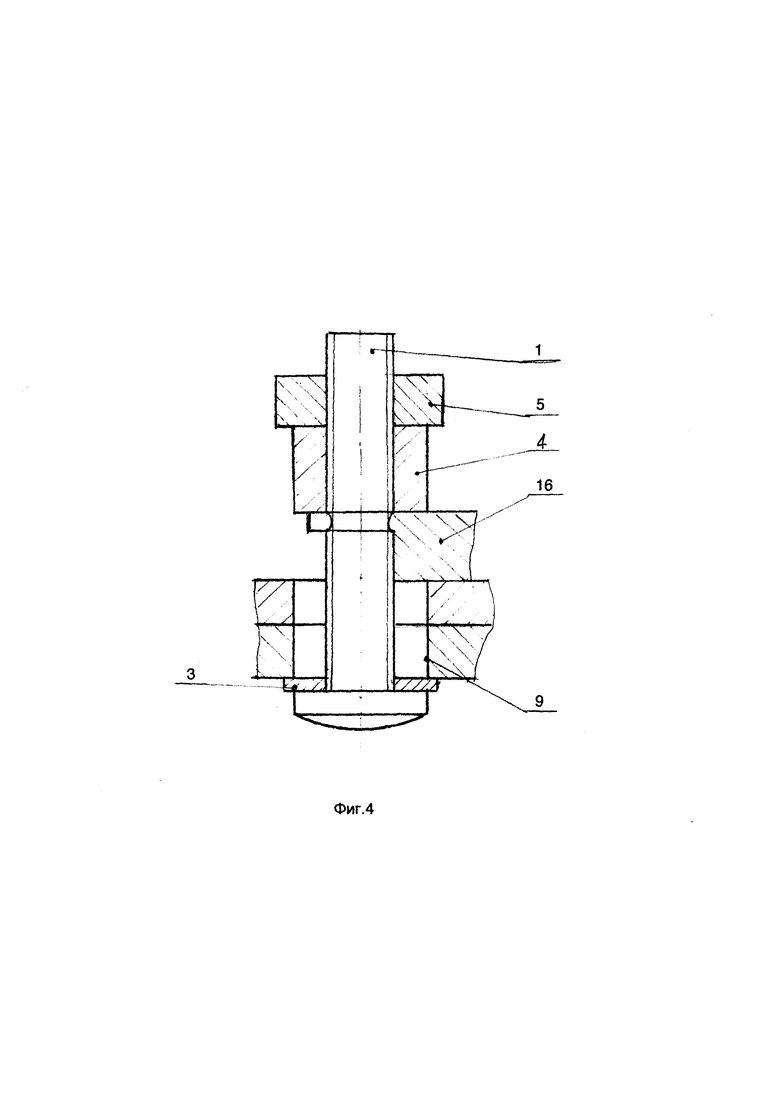
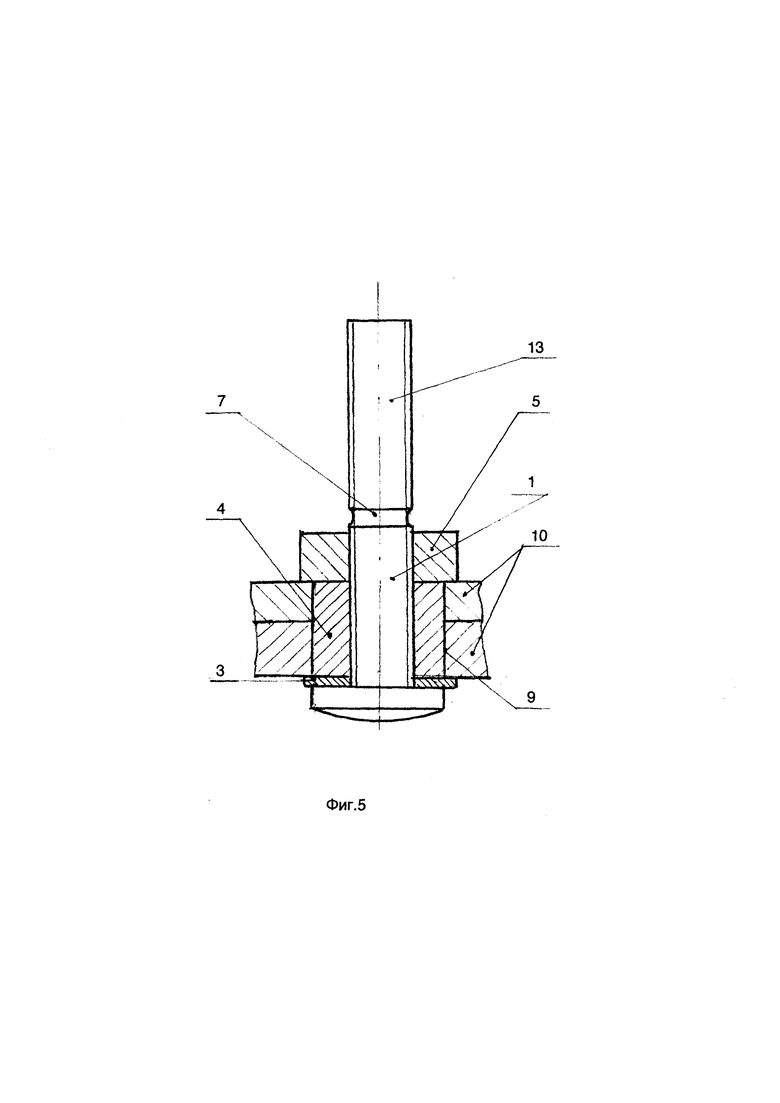
Фиг. 1 - конструкция заклепки, фиг. 2 - шайба, фиг. 3 - приспособление для установки заклепки в отверстия соединяемых деталей, фиг. 4 - установка заклепки в отверстия соединяемых деталей, фиг. 5 - окончательная сборка заклепки.
Заклепка (фиг. 1) содержит стержень 1 с цилиндрической головкой 2, на которой расположена шайба 3, на последнюю опирается втулка 4, изготовленная из препрега композиционного материала, которая сжимается гайкой 5, изготовленной из отвержденного композиционного материала.
Стержень 1 (фиг. 1) заклепки выполнен из полимерного композиционного материала с волокнами, ориентированными вдоль его оси, на одном конце с цилиндрической головкой 2 и имеет резьбу на всю длину стержня. На стержне имеется двусторонняя лыска 6 и калиброванная шейка 7, которая располагается от цилиндрической головки на расстоянии, равном толщинам соединямых деталей 10, шайбе 3 и высоте гайки 5 (фиг. 3, фиг. 5). Шайба 3 (фиг. 2) изготовлена из отвержденного композиционного материала с наружным диаметром 8 больше на 0,5…5 мм размера отверстий 9 соединяемых деталей 10 (фиг 3, фиг. 5), на наружном диаметре шайбы 3 выполнены вырезы 11, которые позволяют лепесткам 12 (фиг. 3) упруго деформироваться при прохождении через отверстия 9 соединяемых деталей 10, а после прохождения отверстия шайба 3 за счет пружинения становится плоской и стопорит возврат заклепки (фиг. 3).
Например, для установки заклепки (фиг. 3) в отверстия 9 соединяемых деталей 10, чтобы легче преодолеть сопротивление упругой деформации лепестков 12, достаточно применить простое приспособление. Металлический нажим 14 в месте контакта с шайбой 3 имеет диаметр, равный или меньше внутреннего диаметра 15 лепестков 12 (фиг. 2), (фиг. 3). После установки нажима 14 на стержень 1 навичивается гайка 5, такая сборка вставляется в отверстия 9 и, преодолевая сопротивление упругой деформации лепестков 12 шайбы 3, проходит через отверстия 9 (фиг. 3). Шайба 3 становится плоской и исключает возврат стержня 1 из отверстий 9. Для удержания стержня 1 с шайбой 3 в отверстиях 9 применяют стопор 16, который удерживает стержень 1 за калиброванную шейку 7 (фиг. 4). Свинчивают гайку 5, удаляют нажим 14, устанавливают втулку 4 и гайку 5, снимают стопор 16, проводят окончательную сборку заклепки. После затяжки гайки 5, выступающий конец 13 стержня 1 удаляют по калиброванной шейке 7. Проводят нагрев, например, радиационной лампой заклепки до температуры полимеризации препрега композиционного материала втулки 4 (фиг. 5).
Таким образом, соединяемые детали, стержень заклепки, шайба, гайка и втулка превращаются в единое целое, что необходимо для надежной работы изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ В УГЛЕКОМПОЗИТНЫХ КОНСТРУКЦИЯХ | 2018 |
|
RU2691725C1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2582472C1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| Заклепка и способ получения неразъемного заклепочного соединения | 1991 |
|
SU1810627A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1994 |
|
RU2134364C1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1819333A3 |
| ЗАКЛЕПКА | 1989 |
|
RU2054584C1 |
| Заклепка для соединения деталей | 1983 |
|
SU1163062A1 |
| Заклепка | 1988 |
|
SU1516637A1 |
Изобретение относится к машиностроению и может быть использовано для получения неразъемного соединения деталей из композиционного материала. Заклепка содержит стержень из полимерного композиционного материала с волокнами, ориентированными вдоль его оси. Стержень имеет цилиндрическую головку на одном конце, резьбу по всей длине, калиброванную шейку, расположенную на расстоянии от цилиндрической головки, и двухстороннюю продольную лыску от калиброванной шейки до конца стержня. На головке установлена шайба из отвержденного композиционного материала, наружный диаметр которой больше размера отверстия в соединяемых деталях на 0,5-5 мм. Шайба имеет вырезы по наружному диаметру, образующие лепестки, которые при прохождении через отверстие соединяемых деталей упруго деформируются, а за пределами отверстия становятся плоскими. С опорой на шайбу установлена втулка из препрега композиционного материала, которую сжимает гайка из отвержденного композиционного материала. После нагрева втулки до температуры полимеризации препрега детали заклепки и соединяемый материал превращаются в прочный монолит. В результате обеспечивается повышение надежности полученного соединения. 2 н. и 1 з.п. ф-лы, 5 ил.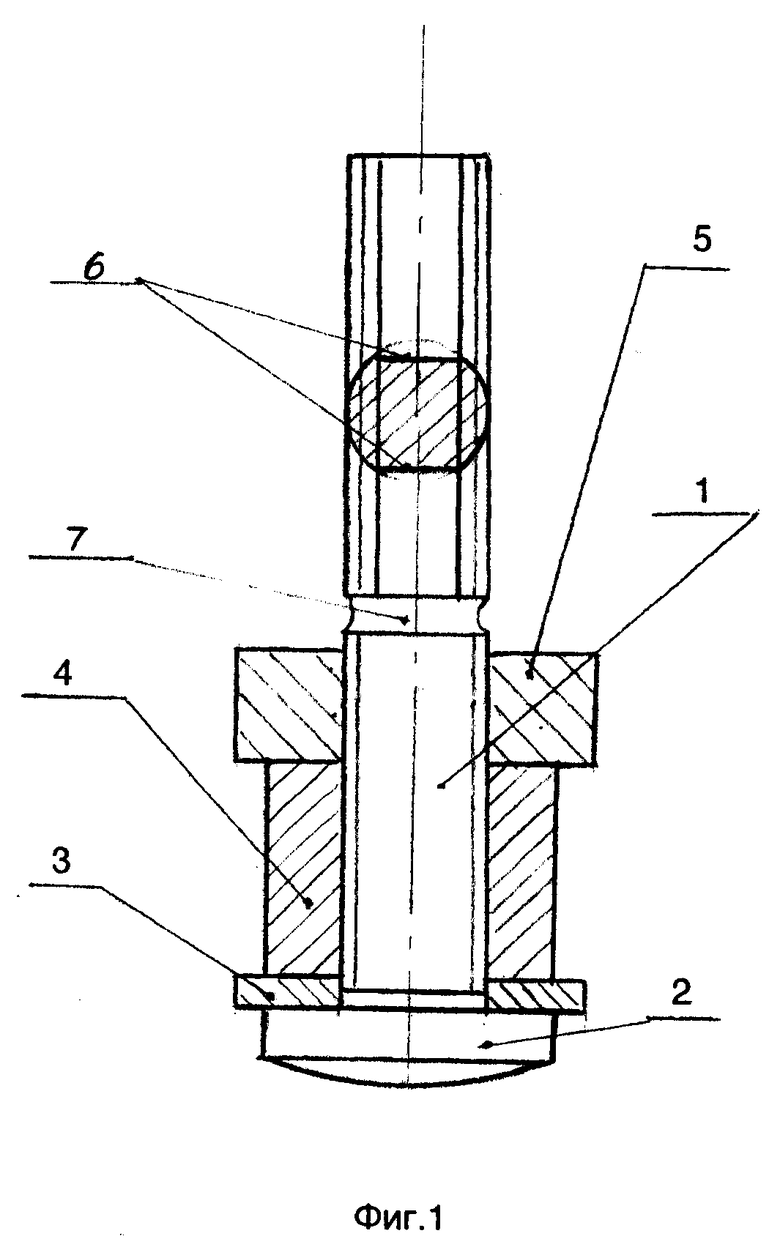
1. Заклепка, содержащая стержень из полимерного композиционного материала с волокнами, ориентированными вдоль его оси, выполненный с цилиндрической головкой на одном конце, резьбой по всей длине, калиброванной шейкой, расположенной на расстоянии от цилиндрической головки, и двухсторонней продольной лыской от калиброванной шейки до конца стержня, и втулку из препрега композиционного материала, отличающаяся тем, что она снабжена установленной на цилиндрической головке шайбой из отвержденного композиционного материала, выполненной с наружным диаметром, превышающим размер отверстия в соединяемых деталях на 0,5-5 мм, и вырезами по наружному диаметру, образующими лепестки, имеющие возможность упругого деформирования, и гайкой из отвержденного композиционного материала, при этом калиброванная шейка расположена на расстоянии от цилиндрической головки стержня, равном толщине соединяемых деталей, толщине шайбы и высоте гайки, втулка установлена с опорой на шайбу, а гайка навинчена на стержень с возможностью сжатия втулки.
2. Способ получения неразъемного заклепочного соединения деталей, не имеющих двухстороннего подхода к заклепочному шву, отличающийся тем, что заклепку по п. 1 размещают в отверстии соединяемых деталей из композиционного материала с обеспечением упругого деформирования лепестков шайбы при ее прохождении через отверстие соединяемых деталей, посредством гайки сжимают втулку из препрега композиционного материала, а после затяжки гайки выступающую часть стержня удаляют по калиброванной шейке и производят нагрев с обеспечением полимеризации препрега композиционного материала втулки.
3. Способ по п. 2, отличающийся тем, что нагрев осуществляют радиационной лампой.
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ В УГЛЕКОМПОЗИТНЫХ КОНСТРУКЦИЯХ | 2018 |
|
RU2691725C1 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 2000 |
|
RU2178533C1 |
| Заклепочное соединение | 1988 |
|
SU1532731A1 |
| Заклепка | 1987 |
|
SU1490328A1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| ДВЕРНАЯ ЗАДВИЖКА С РУЧКОЙ-КНОПКОЙ | 2005 |
|
RU2297508C1 |

