Изобретение относится к авиационной технике, в частности к конструкции планера летательного аппарата, и может быть использовано в других отраслях народного хозяйства для получения неразъемных заклепочных соединений при производстве и ремонте деталей из волокнистых полимерных композиционных материалов (ПКМ) типа углеборопластиков и т.д.
Целью изобретения является повышение надежности и технологичности неразъемного заклепочного соединения детали при производстве авиационных деталей и их ремонте с эксплуатационными и боевыми
повреждениями планера самолета, выполненных из полимерных композиционных материалов типа углеборопластиков.
Чертеж иллюстрирует предлагаемый способ.
Цель достигается тем, что заклепка содержит стержень 1 из композиционного волокнистого материала с волокнами невысокой жесткости ориентированными вдоль оси заклепки и оболочки в виде втулки 2 родственного соединяемым деталям композиционного волокнистого материала, волокна которого имеют высокую удельную прочность на срез и ориентированы вдоль оси заклепки. При этом втулка 2 имеет длину соответствующую толщине соединяемых деталей. Стержень заклепки с одной стороны выполнен с закладной головкой 3. Продольные волокна самого стержня (в момент поставки) не пропитаны клеевой композицией, а находятся плотно упакованными в полиэтиленовой обечайке 4 внутри втулки 2. Втулка 2 с ее торца фиксируется на закладной головке заклепки при помощи клеевой композиции 5.
Стержень 1 заклепки представляет собой продольные волокна невысокой жесткости из отожженной стеклоткани (например, марки Э2-62), находящиеся внутри полиэтиленовой цилиндрической обечайке 4 без пропитки их клеевой композицией. Обечайка 4 располагается внутри втулки 2. Сама оболочка в виде втулки выполнена из родственного соединяемым деталям композиционного материала, т.е. содержит аналогичный наполнитель (упрочнитель) и связующее (матрицу).
Упрочнителем оболочки являются продольные углеволокна (в качестве которых может быть использована углелента типа ЛУП-0,1), а матрицей (связующим) полимерная композиция смол марки ЭНФБ. Углеволокна втулки заклепки расположены вдоль ее продольной оси. Длина втулки 2 соответствует толщине соединяемых деталей 7 и 8.
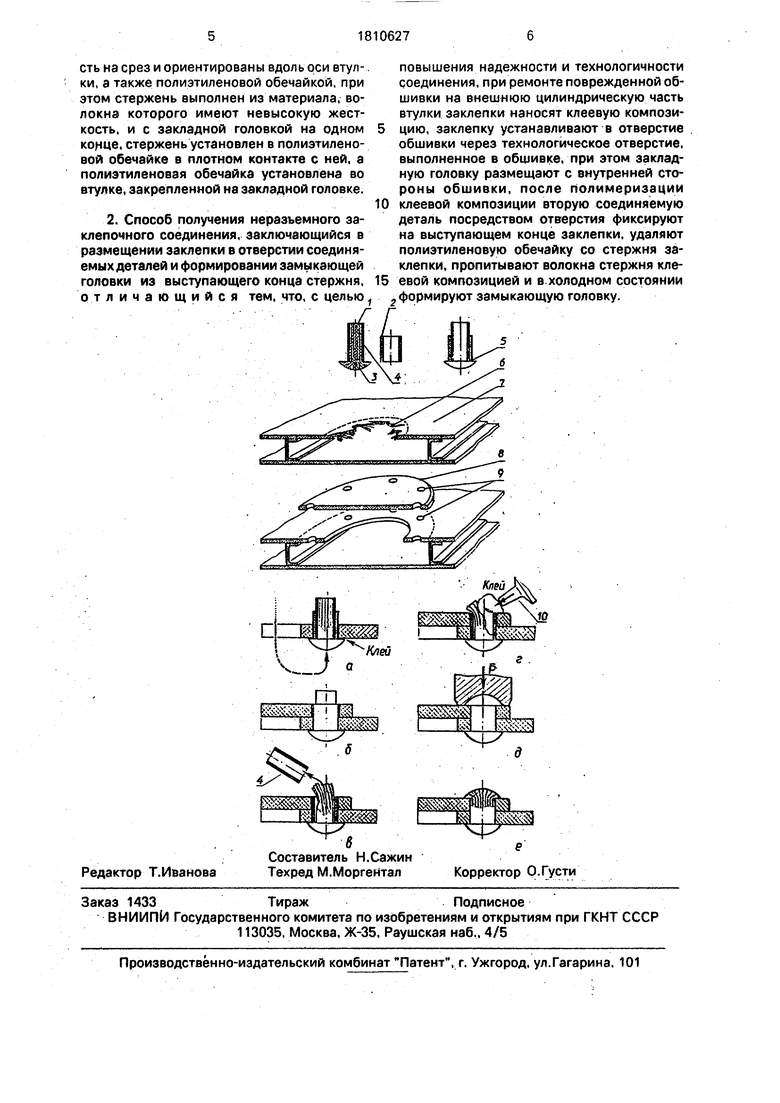
Способ получения заклепочного соединения при ремонте деталей авиационной техники, выполненных из полимерных композиционных материалов заключается в следующем (рис.1).
В обшивке 7 летательного аппарата удаляется поврежденный участок 6, Соединяемые детали обшивки 7 и накладка 8 выполнена с соосными отверстиями 9.
Заклепки через технологическое отверстие вводят в отверстия 9 (рис. 1 ,а) размещая их в закладные головки с внутренней стороны поврежденной обшивки, наносят на внешнюю цилиндрическую часть оболочки клеевую композицию.
После полимеризации клеевой композиции другую деталь 8 (накладку) через ее соосные отверстия 9 фиксируют на выступающих концах заклепок (рис. 1,6).
5 Затем со стержней 1 заклепок удаляют полиэтиленовые обечайки 4 (рис.1,в). При помощи шприца 10 пропитывают продольные волокна стержней вязкой клеевой композицией по всей высоте стержня заклепки
(рис.1,г).
Формование замыкающих головок заклепок производится в холодном состоянии при помощи оправки из фторопласта (рис.1,д). .
5 Закладная головка и гибкие концы волокон стержня из которых получается замыкающая головка (рис.1,д,е) в процессе формования, выполняют функции анкеров,
обеспечивая тем самым высокую прочность
0 заклепки на растяжение (на отрыв головок).
Сравнительный анализ с прототипом
предлагаемой заклепки показывает, что она
отличается наличием закладной головки,
оболочки в виде втулки из материала родст5 венного материалу соединяемых деталей с высокой удельной прочностью на срез и длиной соответствующей толщине пакета соединяемых деталей, цилиндрической полиэтиленовой обечайки в которой находятся
0 плотно упакованные волокна стержня, имеющие невысокую жесткость не пропитанные (в состоянии поставки) клеевой композицией. Это позволяет образовывать замыкающую головку в холодном состоя5 нии, улучшая тем самым надежность и технологичность заклепочного соединения.
Таким образом, предлагаемая заклепка и способ получения неразъемного заклепочного соединения при помощи нее соответ0 ствует критерию новизна.
Эффективность от применения предлагаемого технического решения достигается за счет повышения надежности и технологичности получаемого неразъемного заклё5 ночного соединения деталей, а также сокращения расхода материала вязкой полимерной композиции.
Формулаизобретения
1. Заклепка, содержащая стержень из
0 композиционного материала с волокнами, ориентированными вдоль оси заклепки, о т- личающаяся тем, что, с целью повышения надежности и технологичности заклепочного соединения деталей из ком5 позиционных материалов, она снабжена оболочкой в виде втулки с длиной, соответствующей толщине соединяемых деталей и выполненной из родственного им композиционного волокнистого материала, волокна которого имеют высокую удельную прочность на срез и ориентированы вдоль оси втул-. ки, а также полиэтиленовой обечайкой, при этом стержень выполнен из материала, волокна которого имеют невысокую жесткость, и с закладной головкой на одном конце, стержень установлен в полиэтиленовой обечайке в плотном контакте с ней. а полиэтиленовая обечайка установлена во втулке, закрепленной на закладной головке.
2. Способ получения неразъемного заклепочного соединения, заключающийся в размещении заклепки в отверстии соединяемых деталей и формировании замыкающей головки из выступающего конца стержня, отличающийся тем, что, с целью 1
Г
повышения надежности и технологичности соединения, при ремонте поврежденной обшивки на внешнюю цилиндрическую часть втулки заклепки наносят клеевую композицию, заклепку устанавливают в отверстие обшивки через технологическое отверстие, выполненное в обшивке, при этом закладную головку размещают с внутренней стороны обшивки, после полимеризации клеевой композиции вторую соединяемую деталь посредством отверстия фиксируют на выступающем конце заклепки, удаляют полиэтиленовую обечайку со стержня заклепки, пропитывают волокна стержня клеевой композицией и в.холодном состоянии формируют замыкающую головку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2582472C1 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ В УГЛЕКОМПОЗИТНЫХ КОНСТРУКЦИЯХ | 2018 |
|
RU2691725C1 |
| Заклёпка и способ получения неразъёмного заклёпочного соединения деталей, не имеющих двухстороннего подхода к заклепочному шву | 2021 |
|
RU2769143C1 |
| ЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2047795C1 |
| Заклепочное соединение деталей из малопластичных материалов | 1978 |
|
SU767415A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1994 |
|
RU2134364C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
Использование: авиационная техника, машиностроение, для получения неразъемных заклепочных соединений при производстве и ремонте деталей из волокнистых композиционных материалов типа углебо- ропластиков. Сущность изобретения: заклепка содержит стержень из композиционного волокнистого материала с волокнами невысокой жесткости, ориентированными вдоль оси заклепки и оболочку в виде втулки из родственного соединяемым деталям композиционного волокнистого материала, волокна которого имеют высокую удельную прочность на срез и ориентированы вдоль оси втулки. При этом оболочка имеет длину, соответствующую толщине соединяемых деталей. Стержень заклепки с одной стороны выполнен с закладной головкой. Волокна стержня плотно охвачены полиэтиленовой обечайкой, размещенной внутри оболочки. Оболочка с одного торца закреплена на закладной головке заклепки. Для получения заклепочного соединения заклепки через технологическое отверстие вводят в отверстия поврежденной обшивки, размещая их закладные головки с внутренней стороны обшивки и нанося на внешнюю цилиндрическую часть оболочки клеевую композицию. После полимеризации клеевой композиции другую деталь посредством отверстий фиксируют на выступающих концах заклепок. Затем со стержней заклепок удаляют полиэтиленовые обечайки. Продольные волокна стержней пропитывают вязкой клеевой композицией по всей длине. Формирование замыкающих головок заклепок производят при помощи оправок из фторопласта в холодном состоянии. Эффективность от применения данного решения достигается за счет повышения надежности и технологичности неразъемного заклепочного соединения деталей, а также сокращения расхода материала вязкой клеевой композиции. 1 ил. : У Ъ 00 о Os КУ XI
| Горюнов Ю.Б | |||
| Клепальные работы | |||
| - М,: Военное издательство МО СССР, 1960, с.54-67 | |||
| Заклепка | 1979 |
|
SU812993A1 |
