Отличительная особенность предлагаемых барабанных ножей состоит в регулировании длины резки изменением скорости вращения барабанов на холостом ходу приводом, состоящим из двух пар шестерен с разными передаточными числами, кулачковой муфты, управляемой электромагнитом и связанной с и1естернями быстрого вращения, импульсного счетного реле с электромагнитом, и взаимодействующей с реле храповой муфты.
Чистое резание без повреждений разрезаемого материала достигается одинаковой скоростью поступательного движения лезвий пожей и разрезаемого материала благодаря жесткой кинематической связ1 между конвейером и ножами.
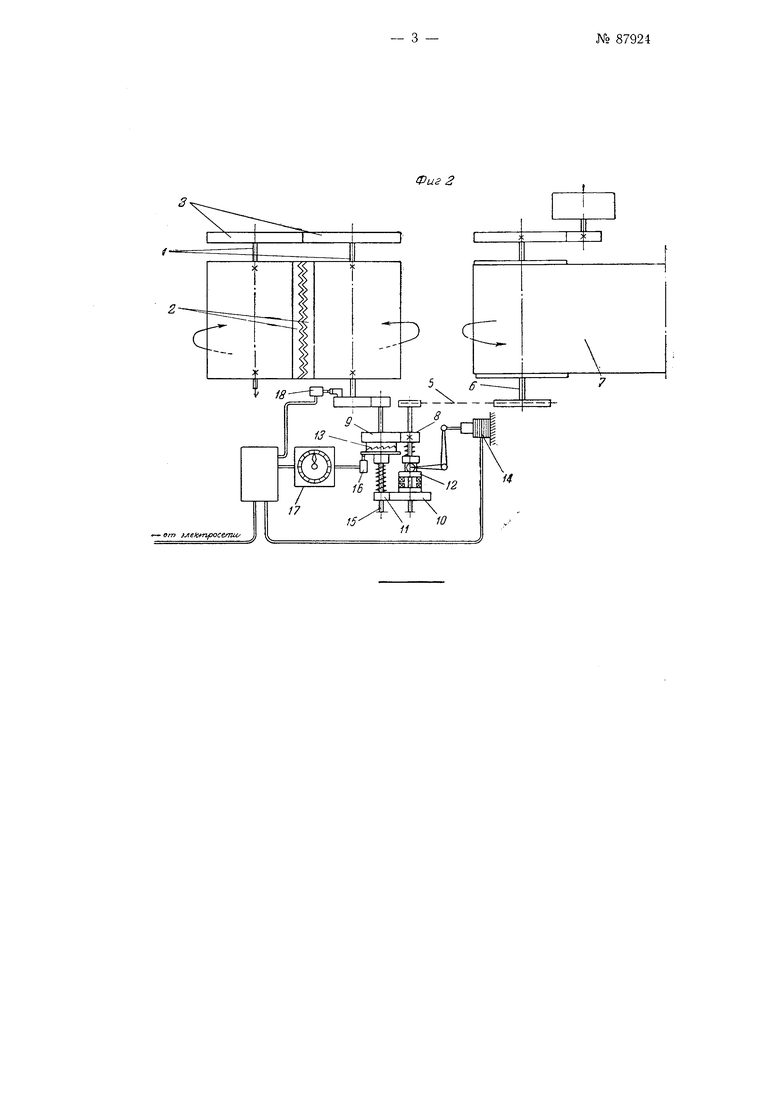
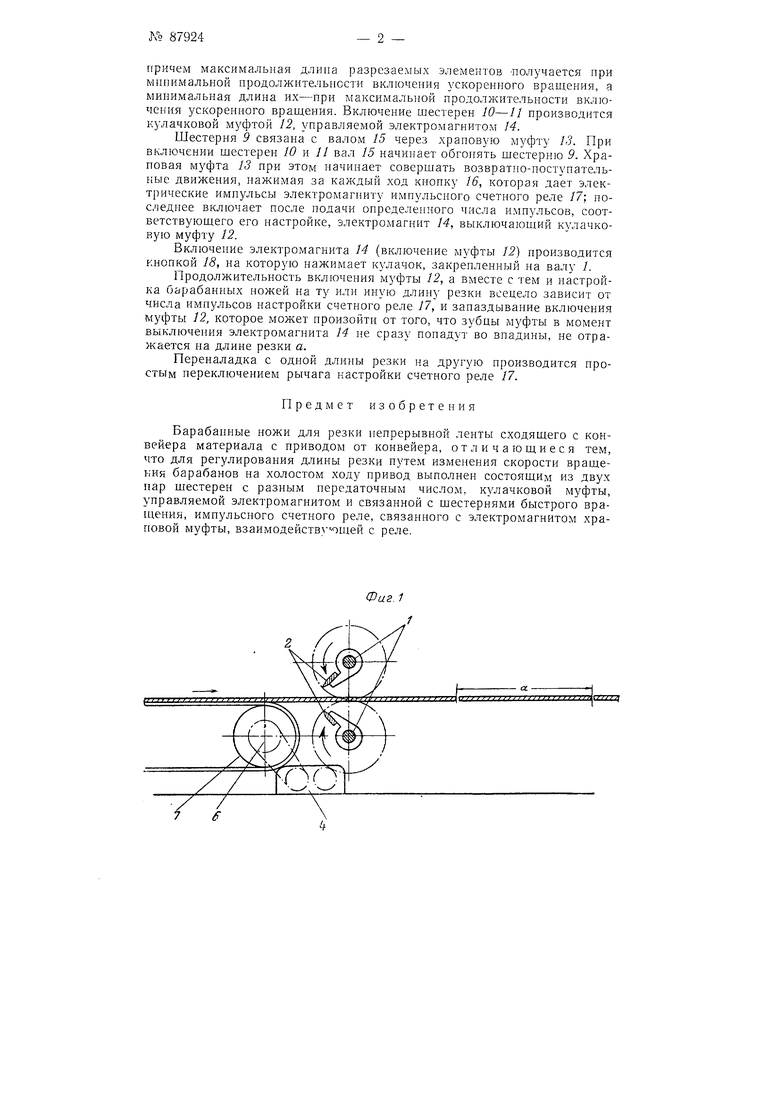
На фиг. 1 изображен вид привода к барабанным ножам сбоку и на фиг. 2-принципиальная схема привода.
Барабанные ножи представляют собой два параллельно расположенных вала / с закрепленными на них режущими лезвиями 2, связанных между собою двумя шестернями 5, обеспечивающил и одновременность схождения ножей.
Нижний вал приводится во вращение через коробку 4 привода и цепную передачу 5 от вала 6 барабана конвейера 7, что и создает между барабанными ножами и конвейером жесткую кинематическую связь.
Коробка привода имеет две зубчатые передачи и две муфты: кулачковую 12 и храповую 13.
Резание производится при включенных щестернях 8 и 5, причем передаточные отношения всей кинематической цепи подобраны так, чтобы поступательные скорости лезвий ножей и ленты конвейера были одинаковы.
Включением шестерен 10-II производится ускоренное вращение барабанных ножей.
Регулирование длины резания достигается ускоренным вращением барабанных ножей на больщей или меньшей части их холостого хода.
причем максимальная длина разрезаемых элементов получается при мниимальнои продолжительности включения ускоренного вращения а минимальная длина их-при максимальной нродолжительности включения ускоренного вращения. Включение шестерен 10-11 нроизводится кулачковой муфтой 12, управляемой электромагнитом 14.
Шестерня 9 связана с валом 15 через храповую 13 При включении щестерен 10 и 11 вал 15 начинает обгонять шестерню 9 Храповая муфта 13 при этом начинает соверщать возвратно-поступатетьные движения, нажимая за каждый ход кнопку 16, которая дает этектрические импульсы электромагниту импульсного счетного реле /7- последнее включает после подачи определенного числа импульсов соотГ Гм ф-Г /2 электромагнит 14, выключающий кулачкоВключение электромагнита 14 (включение муфты 12) нроизводится кнопкой 18, на которую нажимает кулачок, закрепленный на вачу /
Продолжительность включения муфты 12, а вместе с тем и настройка барабанных ножей на ту или иную длину резки всецело зависит от числа импульсов настройки счетного реле /7,и запаздывание включения муфты 12, которое может произойти от того, что зубцы муфты в момент выключения электромагнита 14 не сразу попадут во впадины не отражается ца длине резки а.
Переналадка с одной длины резки на другую производится простым переключением рычага настройки счетного реле 17.
Предмет изобретения
Барабанные ножи для резки непрерывной ленты сходящего с конвейера материала с приводом от конвейера, отличающиеся тем что для регулирования длины резки путем изменения скорости вращекия барабанов на холостом ходу привод выполнен состоящим из двух пар шестерен с разным передаточным числом, кулачковой муфты управляемой электромагнитом и связанной с шестернями быстрого вращения, импульсного счетного реле, связанного с электромагнитом храповой муфты, взаимодейству-ощей с реле
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильно-расточная головка | 1944 |
|
SU65883A1 |
| Автоматический станок для электродуговой на плавки инструментов | 1931 |
|
SU31521A1 |
| Привод барабанных летучих ножниц | 1973 |
|
SU524687A1 |
| Резьбошлифовальный станок | 1990 |
|
SU1830317A1 |
| Печатающее устройство, например, к автоматической машине для измерения площади кож | 1961 |
|
SU151041A1 |
| Привод конвейера для работы по методу непрерывного потока | 1949 |
|
SU87550A1 |
| Способ изготовления пакетов медицинское ваты и установка для осуществления способа | 1952 |
|
SU97804A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| МАШИНА ДЛЯ ФРАНКИРОВАНИЯ ПОЧТОВЫХ ПАКЕТОВ | 1970 |
|
SU280365A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2118889C1 |