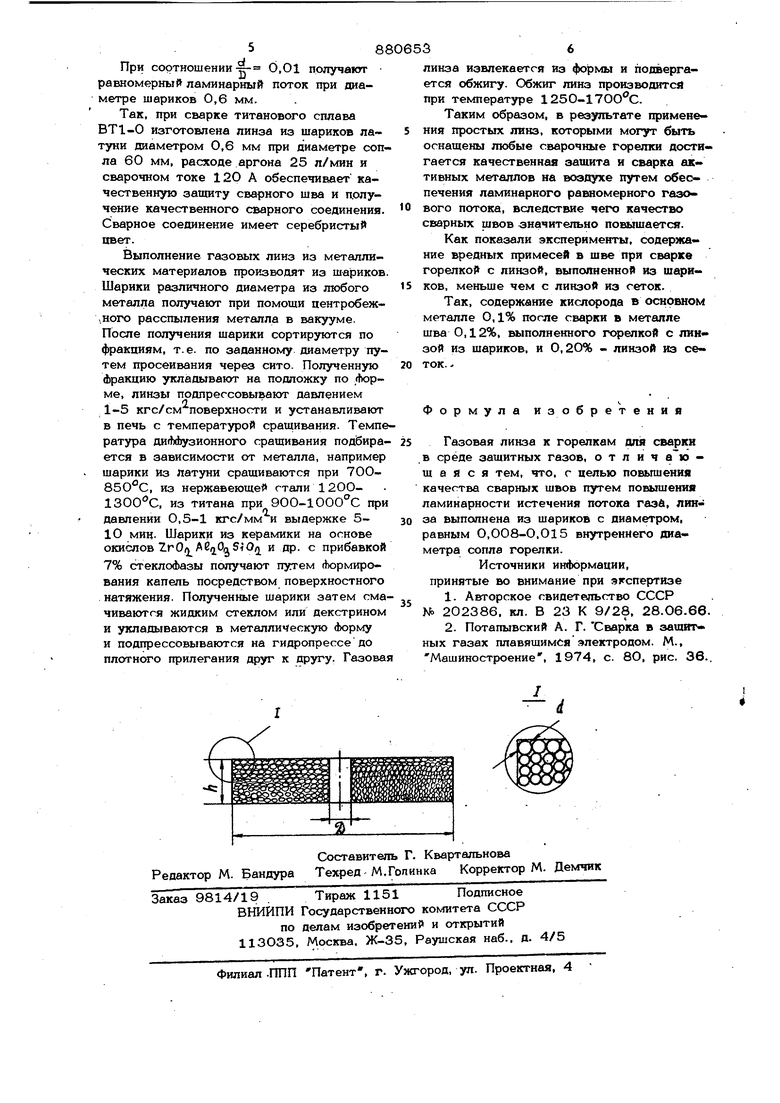
(54 ГАЗОВАЯ ЛИНЗА К ЮРЕЛКАМ ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ Изобретение относится к путовой сварке в среде защитных газов и может быть использовано в любо отрасли при сварке конструкций из активных материалов. Известна газовая линза, например, в горелках апя ручной дуговой сварки неплавящимся электродом. Для указанных горелок газовые линзы состоят иа набора сеток. Сетки вырезают по форме внутреянетю сопла горелки из латунной сетки с количеством отверстий 12ОО отв/см. В сопло вначйле насыпается стружка, затем прокладывают 5-6 сеток и после этого их эакрешюют ij . Газовые линзы, состоящие яэ сетки, набивки стружки, набора мелкой сетки из латуни не обеспечивают постоянных параметров истечения газа и зависят от грануляпии стружки, количества и плотности устаиовки стружки и сеток. ВсевоаможHbte готрясения линз нарушают параметры линзы и не обеспечивают равиомерноп ламинарного потока защитного газа, кроме того, сеткн не выдерживают высоких температур дуги. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является линза из пористой керамики с пористостью 50%. Газовую линзу для пчелок вставляют внутрь сопла горелок и закрепляют 2J . Однако пористая керамика с пористостью 5О% не обеспечивает равномерного ламинарного истечеиия газа всяеп ствие наличия закрытых каналов, иесообшения пор между собой. Следовательно качественная затаите зон сварки от воздействия атмосферы воздуха без специальных вакуумных камер при помощи горелок не обеспечивается. Качественная защита зоны сварки металлов на воздухе может быть востигяута за счет создания равномерного ламянаряого.истечения газа из лиизы. Цель изобретения - повышение качества сварных швов Т1утем повышения ламннарности истечения noTQka защитного газа. 3S Цель достигается тем, что газовая линза выполнена из шариков с диаметром, равным О.ОО8-О,015 внутреннего диаметра гопла гореяки. Ни чертеже изображена,предложенная газовая линза. Шарики из материала, например металла с одинаковой грануляи::ей, укладывают на подложку по (hopMe линзы, подпрессовы вают, погле чего осуществляют диlЬdзyзиoн ное грашивание. После диЛхЬузионного сращивания газовую линзу вставляют во внут реннее сопло горелки с допуском +0,2 мм и закрепляют. Высота h газовой линзы, как показали эксперименты, должна быть равна 0,1-0,3 внутреннего диаметра сопла горелки. Рассматривая теоретически истечение газа из сопла горелки, видят, что турбулентность газовой струи при прохождении через газовое сопло сварочной, горелки вызывается избытком кинетической энергии при переходе,от высокоскоростной струи на выходе из отверстий к низкоскоростной струе, истекающей из сопла. Величина этого избытка тем больше, чем .больше разнятся эти скорости (), () где VQ - скорость истечения из отверстий у - скорость истечения из сопла. Образование ламинарного потока при прохождении газа сквозь различные препятствия объясняется поглощением избытка энергии на трение, например на трение в капиллярах газовой линзы. Проведенными исследованиями установ лено, что результаты создаются отверстиями с диаметром, относящимся к диаметру сопла как 0,008-0,015, . т,е. при 0,5-1,СГ мм диаметр сопла равен 50-60 мм. При таком соотношении диаметров наблюдается переход от истечения турбулен ного к вязкому, происходит 1упорядочение движения молекул газа. Критерий, определяющий этот переход, выражается обыч но числом Рейнольдса, которое определяе ся соотношением где D - диаметр -сопла; и - средняя скорость потока; р - плотность газа; f - кинематическая вязкость газа. Выражая через 4-(0,008-0,015)Ви подставляя в формулу (2 получают ЕЫ-. 3 ражение для средней скорости истечения газа .оов-о о- Из dюpмyлы (3) следует, что средняя скорость истечения зависит от диаметра шариков линзы, которая и определяет создание равномерного ламинарного потока газа и его длину. Регулируя скорость истечения газа путем изменения диаметра шариков, регулируют кинетической энергией газа согласно (Ьормуле {1 а тем самым ликвидируют турбулентность. Наличие постоянных упорядочных равномерно расположенных по всему сечению и высоте линзы капилляров создает ламинарный равномерный поток газа. За счет наличия линзы над ней в сопле горелки образуются камеры с избыточным давлением защитного газа. Газ,проходя через капилляры линзы с большой скоростью, ламинарно истекает и на выходе расширяется, теряет скорость и избыток кинетической энергии, в результате чего снова создается избыточное давление, которое вытесняет воздух в полости под соплом и образует столб ламинарного потока газа на большой длине. Это создает возможность сварки с большим вылетом электрода, что также весьма важно для сварки конструкций с труднодоступными местами. Газовые линзы из шариков могут быть изготовлены плоскими, выпуклыми, вогнутыми, что позволяет регулировать вектор скорости истечения газового потока по сечению сопла и находить оптимальны вариант. Исходя из условий качественной зашиты зоны сварки, диаметр сопла должен быть равным 50-60 мм. В случае применения большего диаметра сопла отсутствует возможность слежения за местом сварки, сварочной ванной и подачей присадочного материала. Меньший диаметр сопла обеспечивает защиту остывающего металла шва,- выходящего из под сопла горелки. При практическом применении газовых линз, выполненных из шариков с даамет- ром, входящим в соотношение /D 0,008 не обеспечивается заданная длина ламинарного потока защитного газа, выходящего из сопла из-за большого сопротивления в капиллярах, что не позволяет вести качественную сварку при нормальном вылете элё/1трода. При диеметре шариков, удовлетворяющих соотношению- 0,015 получают увеличенные по сечению калилляры и выходящие струйки газа образовывают турбулентный поток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU919830A1 |
| Вкладыш к электродуговым горелкам | 1982 |
|
SU1073033A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1972 |
|
SU526469A1 |
| Горелка для дуговой сварки в среде защитных газов | 2016 |
|
RU2633197C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2036058C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1998 |
|
RU2145273C1 |
| Устройство для дуговой сварки в среде защитных газов | 1985 |
|
SU1276458A1 |
| Газовая линза | 1987 |
|
SU1449275A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2033908C1 |
