(54) УСТАНОВКА ДЛЯ РАСКРОЯ ЛЕНТЫ СТЕКЛА НА ФОРМАТЫ
1
Изобретение относится к стекольному машиностроению и может быть использовано на заводах, изготавливающих листовое стекло.
Ло основному авт.св. № 596554 известна установка для раскроя ленты стекла на форматы, содержащая транспортирующие рольганги, перекладчик с вакуум-присосами и резательные головки для продольной и поперечной , каретку, причем на последней закреплены перекладчик и резательные головки для поперечной резки РЗ.
Недостатком известной установки является невозможность автоматизированного разлома, так как при осуществлении продольной и поперечной резки листов на форматы с одной стороны листа, последний не обладает достаточ-jjj ной прочностью, что приводит к самопроизвольной разломке листов по надрезам в процессе транспортирования по рольгангам.
Цель изобретений - обеспечение автоматизированного разлома.
Эта цель достигается тем, что установка для раскроя ленты стекла снабжена прижимными валками, установленными с возможностью вертикального перемещения над резательными головками, размещенными с возможностью ве1ггикального перемещения под лентой стекла.
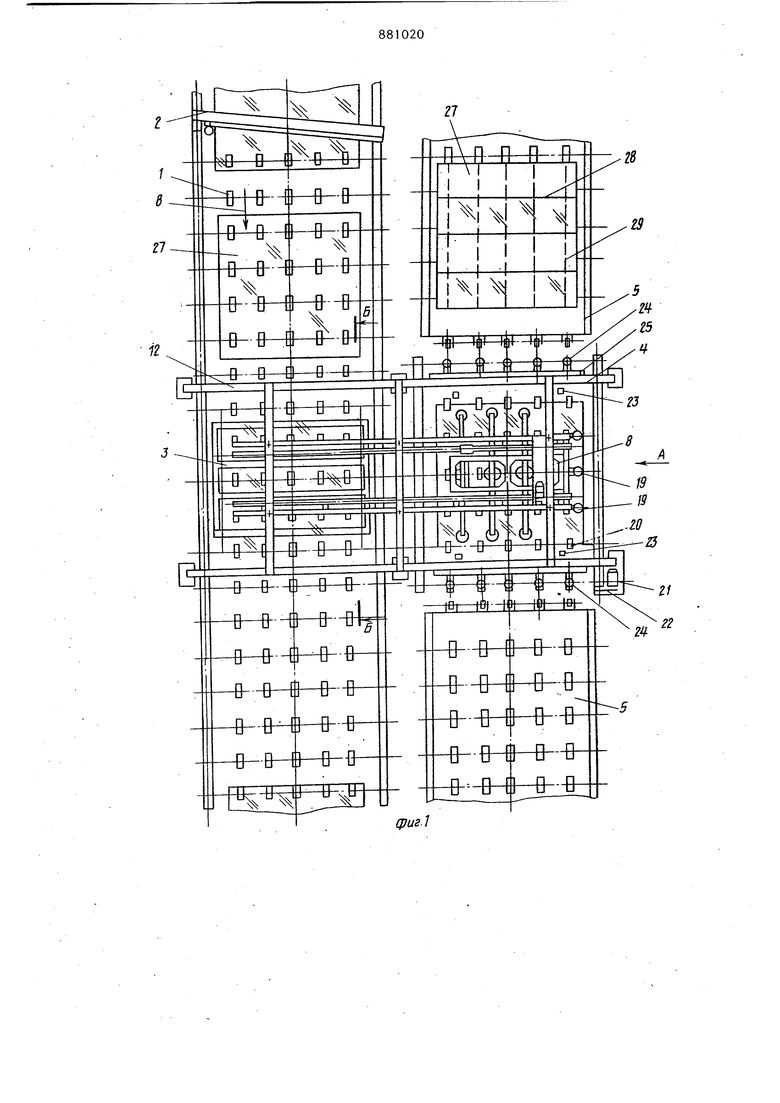
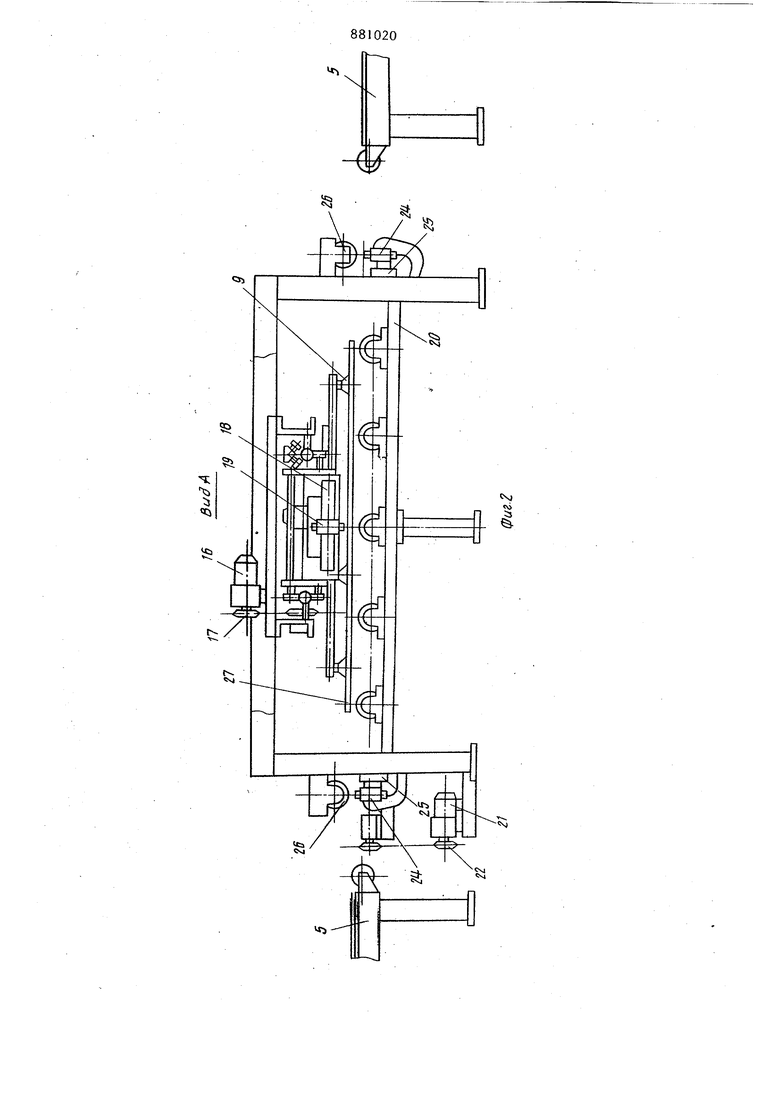
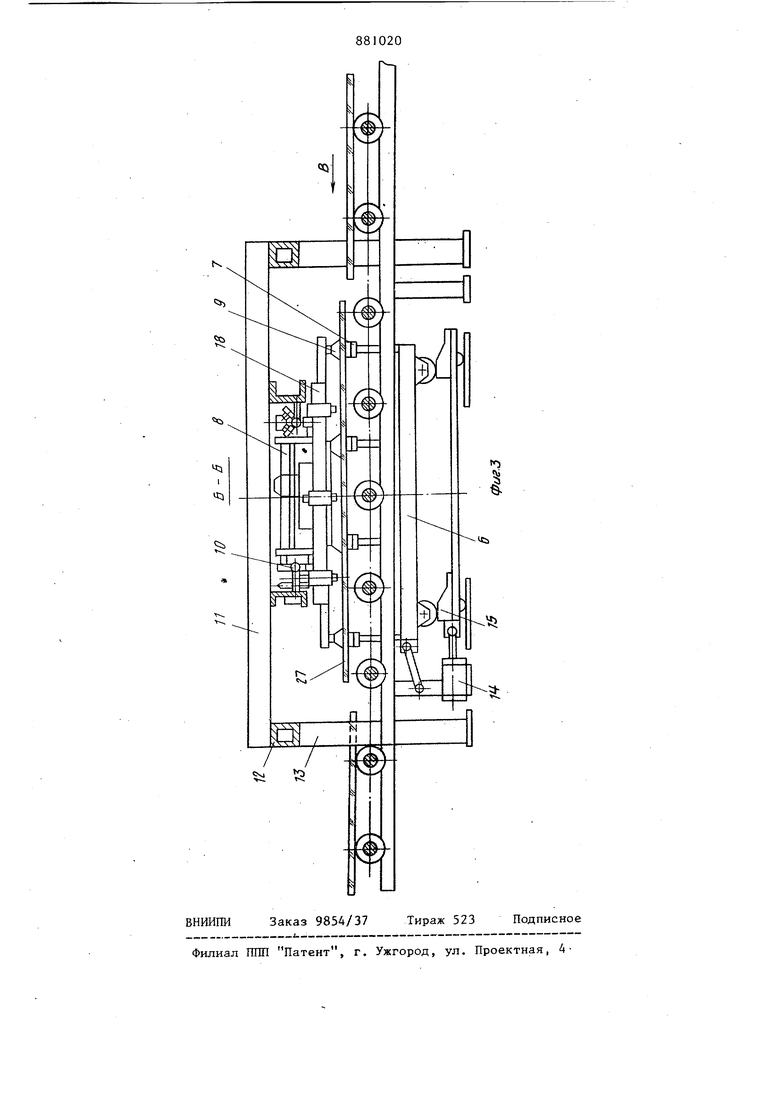
На фиг. 1 схематически изображена установка, вид в- плане; на фиг. 2, - в вид А на фиг. 1; на фиг. 3 - разрез. Б-Б на фиг. 1.
. Над рольгангом I установлен механизм 2 отрезки листов, перекладчик 3 связывает рольганг 1 с рольным резным столом 4, встроенным в автоматизированную линию 5 разломки листов на форматы и затаривания форматов. Листы стекла по рольгангу 1 перемещаются в направлении указанном стрелкой В.
Перекладчик 3 включает подъемноопускную раму 6 с опорами 7 и карет38ку 8 с вакуум-присосами 9, установленную с возможностью поперечного относительно рольганга 1 перемещения по направляющим 10, закрепленным на балках 11, связанным баллами 12 со стойками J3. Силовой цилиндр 14 и клинья 15 образуют механизм подъема рамы 6. Привод каретки 8 выполнен в виде мотор-редуктора 16 и цепной пер дачи J7. На каретке В с возможностью установочного перемещения вдоль направляющей 18 закреплены резательные головки 19 поперечного раскроя. Роль ный резной стол 4 включает секцию рольганга 20, оси валков которого па раллельны осям рольганга 1 и приводя ся во вращение с помощью реверсивного мотор-редуктора 21 и цепной передачи 22, базировщик 23, резательные головки 24 продольного раскроя, расположенные ПОД плоскостью транспорти рования с возможностью установочного перемещения вдоль направляющих 25., и прижимные валгси 26, установленные с возможностью установочного перемещения в вертикальной плоскости. Лист 27 стекла, поступающий на Линию 5, содержит поперечные 28 и продольные 29 надрезы, расположенные со ответственно на верхней и Нижней поверхностях листа. Установка работает следующим оёразом. От ленты стекла, перемещающейся по рольгангу механизмом 2, отрезаются листы, которые затем с помощью отломочного валка . отделяются и уско рителем распределяются по конвейеру с заданным щагом. При поступлении листа в зону перекладчика 3 включает ся цилиндр 14, и клиньями 15 поднима ет раму 6. При этом лист стекла снимается с рольганга 1, прижимается к вакуум-присосам 9 и захватывается ими. Далее рама 6 опускается, чем обеспечивается возможность пропуска очередного листа по рольгангу I, а лист 27 кареткой 8 переносится на стол рольганга 20. После выключения вакуума и укладки листа на рольганг 20 включается базировщкк 23. По окончании базирования каретка 8, возвращаясь в исходное положение, резательными головками 19 наносит поперечные резы 28, после чего включается мотор-редуктор 21, и лист 27 передается на линию 5. В процессе перемещения листа резательными головками 24 на его нижнюю поверхность наносятся продольные надрезы 29. Прижимные валки 26 препятствуют отжиму листа резательными головками 24, обеспечивал тем самым качество реза. Расположение предельных надрезов на нижней поверхности листа обеспечивает его достаточную прочность в продольном направлении при перемещении по валкам рольгангов линии 5, а произвольная разломка по поперечным резам 28 в процессе транспортировки практически исключена, так как в непосредственной близости от стартового положения производится принудительная разломка по этим надрезам, после чего транспортируются полосы, содержащие только продольные надрезы. Конструктивное выполнение установки обеспечивает возможность использования ее в линиях с автоматизированными операциями разломки листов на форматы и затаривания форматов. Формула изобретения Установка для раскроя ленты стекла на форматы по авт.св. № 596554, о тличающая ся тем, что, с целью обеспечения автоматизированного разлома, она снабжена прижимными валками, установленными с возможностью вертикального перемещения над резательными головками, размещенными с возможностью вертикального перемеще- ния под лентой стекла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 596554, кл. С 03 В 33/02, 1978.
э
«
N)
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| Установка для раскроя ленты стекла на форматы | 1981 |
|
SU977417A2 |
| Установка для раскроя ленты стекла на форматы | 1988 |
|
SU1544725A2 |
| Установка для обработки листового стекла | 1987 |
|
SU1530582A1 |
| Установка для обработки листового стекла | 1990 |
|
SU1768533A2 |
| Устройство для надрезки и отломки листа стекла | 1981 |
|
SU975607A1 |
| Устройство для раскроя листа стекла на форматы | 1991 |
|
SU1818308A1 |
| Установка для раскроя, транспортировки и затаривания листового стекла | 1974 |
|
SU656983A1 |
| Установка для раскроя ленты стекла на форматы | 1984 |
|
SU1217796A1 |