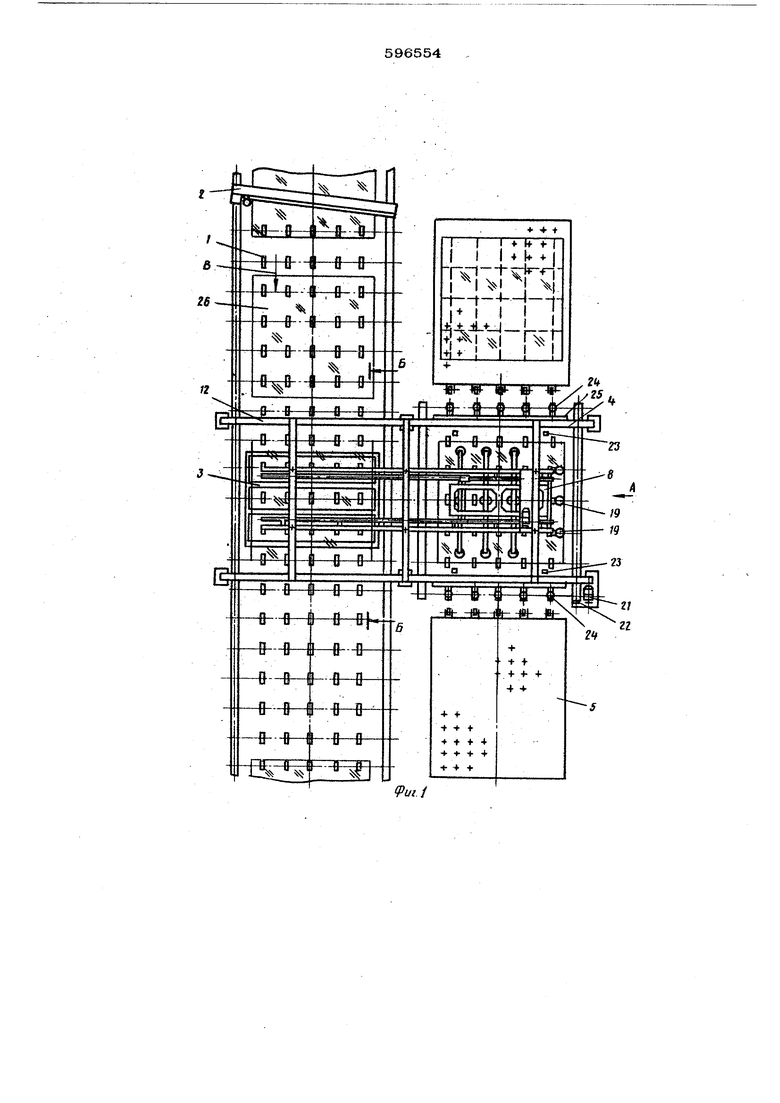
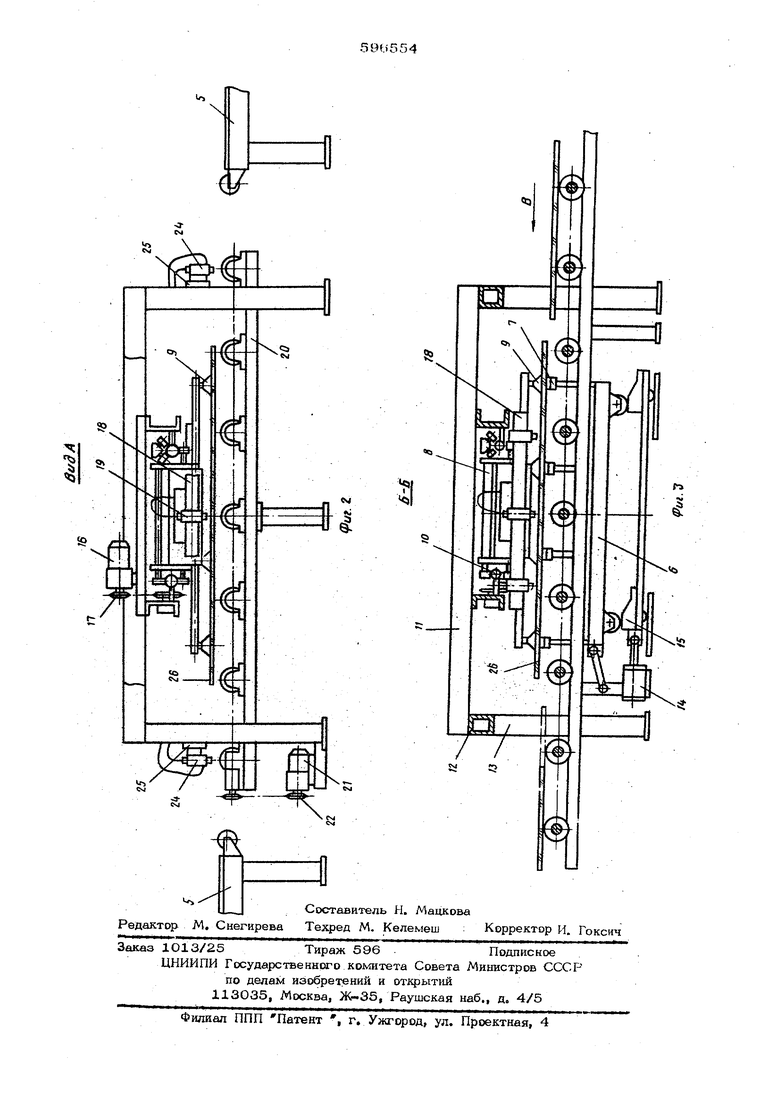
Изобретение относится к резке листового стекла к может быть использовано в линиях для изготовления листового стек ла. Известна установка для комплексной обработки ЛИСТОВОГО стекла, содержащая пуль сируюищй горизонтальный ропьганг, устройство для резки стекла в фиксированном положении, устройство для отломки бортов и листов стекла механизм для разведения листов стекла, поворотную раму для отбраковки стекла, поворотную раму с вакуумприсосами для съема стекла и установки его в стопу и пирамиду-стопоснимателя установка имеет следующие недостат ки. Иэ-за пульсирующего режима работы рольгангов, снижающего их производите ность, установка не может быть применена на высокопроизводительных линиях производства стекла, например фпоат способом, где скорость движения ленты стекла порядка 50О-900 м/час. Кроме того, в ней не обеспечивается быстрая перенастройка на нарезание из ленты стекла заготовок различных форматов, поскольку это связано с перенв ладкой устройств разломки стекла,устройств разведения листов в т. д. Наиболее -близкой по техническому ре«1е- нию к изобретению является установка для раскроя ленты стекла на форматы, содержащая транспортирующие рольганги, перекладчик с вакуум-присосамй и резательные головки для продольной и поперечной резки стекла 2. Недостатком этой установки явля тся малая производительность, вследствие того, что перекладчик с вакуум-присосами и резательные ГОЛОВКИ расположены ва отдельных рамах. Целью изобретения является повышение производительности установки. Это достигается тем, что предлагаемая установка снабжена кареткой, на которой закреплен перекладчик и резательные головки поперечной резки. На фиг. 1 изображена установка, вид в плане; на фиг. 2 - вид А фиг. .1; на фиг. 3 - разрез Б-Б фиг. 1. Установка для раскроя ленты стекла на форматы содержит валковый рольганг 1| устройство 2 поперечного разрезания ленты стеклвз устройство 3 передачи листов стекгла с валковдао рольганга, устройство 4 раз резания листов на форматы вустройство 5 для их разлома. Валковый рольганг 1 позволяет перем&ашть листы стекла в направлении, указанном стрелкой В,Устройство 3 передачи лиотов стекла с валкового рольганга состоит ИЗ подъемно-опускной рамы 6, снабженнсй вкфвымв-элементами 7 и карет$ги 8 с вакуу арисосами 9, Каретка 8 может перемещатьс по двум направляющим Ю, расположенным пернендикулярйо валковому рольгангу 1 Направпяюшие 10 закреплены на поперечных балках llj,которые размещены на двух про дшьных бадкал: 1Й, Балки 12 установлены на стойкая 13. . Перемешенке вверх и вниз подъемноопусзсной 6 :осушествляется при помощ силового далйндра 14 и клиньев 13, Каре-рка S перемецдается по направляющим 10 пр еодом, состоящим из мотор-редуктора 16 и.цепной йередачи 17, На каретке 8 уставо лена наиравяшоызйя 18, йа которой закрепляются резательные головгш 19, с помощгло котфых наносятся поперечные реаы. Устфйсство 4 разрезания листов на форматы состоит из транспортирующего yci ройства 2О, вынаянёян1зго & данном случае а виде секции валкового рйпЬ:ганга,распо ложенного параллельно- валково му |зольгангу it и привода, включающего мртор редуктс 21 и цепную передачу 22, Мото р редуктор 21 - реверснвйый.. ; Устройство 4 разрезания листов На формать включает такзке устрсйство 23 базирования листов и эезательные головки 24, . установленные над транспортирующим усрройством 2О на направляющих 25, закрепленных на балках 12. При этом балки 12 расположенытак, что каретка 8с вакуум присосами 9 перемещается со стеклом между НИМИ, . Устройство для раскроя ленты стекла на форматы работает следующим образом. Лента стекла из печи отжига перемешае ся по валковому рольгангу 1 в направлении . отрепки В. Устройством 2 поперечного раэрезания ленты стекла лента разрезается на отдельнью листы 26, по длине кратные раэ мерам будущих форматов. Разрезать ленту сразу Ъ.а листы, равные по длине размеру заготовок, нецелесообразно, так как потре буется частая переналадка устройства при большом ассортименте заготовок, и при разрезании малых по длине размеров заготовок устройство не будет успевать раа резать широкую ленту стекла иэ-за наличия лолостого обратного хода. Потребуются додополнительные устройства разрезания, что приведет к усложнению установки для раскроя ленты стекла и снижению точности разрезаемых форматов иэ-за сложности нападки син«. хронной работы нескольких устройств попере ного разрезания ленты стекла. После прохождения ленты стекла с на несенным на ней поперечным надрезом через отломочный валик от ленты отламывается лист, который затем с помощью рольгангаускс ителя отводится вперед от ленты, Пооле этого листы с промежутками, образоваин ныкш в результате их ускорения, транспортируются по валковому рольгангу 1. Как только очередной лист 26 стекла окажется под кареткой 8, снабженной в&куум-присосами 9, рама 6 с помощью силового цилиндра 14 и клиньев 15 поднимае-рся, при этом опорными элементами 7 лист 26 сначала снимается с валкового рольгавга 1, а.затем прижимается к вакуум-присосам 9, Лист 26 удерживается вакуук првсосами 9 над валковым рольгангом 1 на расстоянии 25-35 мм, а рама 6 .перемещается вниз, позволяя последующему листу беспрепятственно-перемещаться по валковому рольгангу. Затем каретка 8 q листом 26 при.помоши привода, состоящего из мотор-редуктс а 16 и цепной передачи 17, по напра&ляющим 10 перемещается к устройству4 разрезания листов на форматы. Над транспортирующим устройством 20 каретка 8 останавливается, вакуум с присосов 9 снимается и стекло-пожится на валки транспортирующего устройства 2О. Далее лист 26 с Помощью устройства 23 базирования базируется, после чего каретка 8 начинает перемещаться в сторону валкового рольганга 1 за следуюишм лиотом. При перемещении каретки 8 одновременно наносятся один или несколько, в загвисимости от надобности, поперечных резов с помощью резательных головок 19, закрепленных на направляющей 18. После окончания нанесения на листе 26 поперечных надрезов включается привод транспортирующего устройства 2О и лист стекла перемещается в сторону одной из балок 12, на которых на направляюидах 25 закреплены резательные головки 24. При перемещении листа стекла под резательными головками 24 наносятся продольные надрезы, соответствуюише форматам заготовок. Затем лист стекла попадает на устройство 5 для разлома листов, где лист разламывается по надрезам, после чего устанавпивается в специальные стеллажи для хранения ЗШОТОВОК. После этого цикл работы установки повторяется, только последующий лист после нанесения поперечвшгх йадрезов будет пер&мешаться в противоположную сторону, для чего транспортирующее устройство 20 выпо нено реверсируемым. Лист также перелдашае ся под резательными головками 24, установденными на направл$аощей 25, которая закреплена на продольной балке 12, раопопоженкой по другую CTOpoiQ от устройства 3 передачи листов стекла. Затем лист стекла с надрезами попадает на устройство 5 для разлома листов. Устройство передачи листов стекла вьгаоп нено в предлагаемой установке для раскроя ленты стекла на форматы в виде подъемноопускной рамы 6 с оперными элементами 7, размещенными под валковым рольгангом 1 в совокупности с кареткой 8 с вакуу -присосами. Каретка -имеет возможность певемещения, позволяет быстро, в течение 2-3 секунц,нять лист с рольганга, тем самым обео печивая беспрепятственное перемещение пооледующего листа по рольгангу. А это псхэволяет увеличивать сксрость валкового рольганга 1 без изменения длины рольганг уокс ителя, так как уменьшение промежутков между стеклами не. нарушит в данном случае работу устройства передачи листов. Размещение резательных головок id, предназначенных для нанесения поперечных резов, непосредственно на каретке 8 дает возможность исключить холостой ход каретки, за счет чего уьленьшается общий работы установки, а тайже отпадает нео&ходимость в дрпог1йвТ1йг1Ьном подввжвом р&зательном мосте, что значительно упрощает конструкцию установки. Размещение реза тельных головок 24 над ре версируемым тран портирующим ;7стройствоМ| |20 но разные ст роны от устройства 3 передаяи листов и наличие соответственно им двух устройств 5 для разломки листов стекла позволяет повысить производительность устройства 4 для разрезания листов на форматы, а следовательно и установки в целом, засчет того, что в данном случае операция разломки листа стекла на форматы, занимающая большее технологическое время, чем его разрезание, уже не сдерживает передачу стекла на операцию разрезания. Кроме того, такое размещение резательных головок 24 на балках позволяет на одном устройстве для разрезания листов на форматы произвоШ1Ть разрезание листов по двум программам без переналадки резательного устройства. Таким образом, предлагаемая установ- ка для раскроя ленты стекла на ферматы обеспечивает автоматическое разрезание стекла на заранее заданные форматы, при этом она имеет высокую производительнсхзть, простую конструкцию, допускает быструю перенастрсйку на различные ффматы стекал и работу ее при всех практически доп -скаемых скоростях основного валкового ропьгакн га. Ф о р м у л а нзобрете ни я Установка для раскроя яецты стекла на форматы, содержащая транспортируюише роонгганги, перекладчике с вакуум-присосами и резательные головки для продольной и поперечной резки стекла, отличающаяс я тем, что, с целью повышения производительности, она снабжена каретк(й| на которой закреплен перекладчик и резательные гоповки поперечной резки. Источники информации; принятые во внимание при экспертизе: 1.Авторское свидетельство СССР N9 183912, кл. С ОЗ в 33/02, 1964. 2.Авторское свидетельство СССР № 74416, кл. ОЗ в 33/О2, 1949.
Vuil
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раскроя ленты стекла на форматы | 1979 |
|
SU881020A2 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Установка для раскроя ленты стекла на форматы | 1981 |
|
SU977417A2 |
| Установка для обработки листового стекла | 1987 |
|
SU1530582A1 |
| Установка для обработки листового стекла | 1990 |
|
SU1768533A2 |
| Установка для раскроя ленты стекла на форматы | 1988 |
|
SU1544725A2 |
| Установка для раскроя ленты стекла на форматы | 1984 |
|
SU1217796A1 |
| Устройство для раскроя листа стекла на форматы | 1991 |
|
SU1818308A1 |
| Устройство для разделения листов стекла | 1986 |
|
SU1350120A1 |
| УСТАНОВКА ДЛЯ | 1965 |
|
SU170150A1 |