Изобретение относится к промышленности строительства и строительных материалов, в частности к оборудованию для обработки листового стекла , и мс кет быть использовано на заводах, изготавливающих листовое стекло.
Целью изобретения является повышение качества продукции и упрощение конструкции.
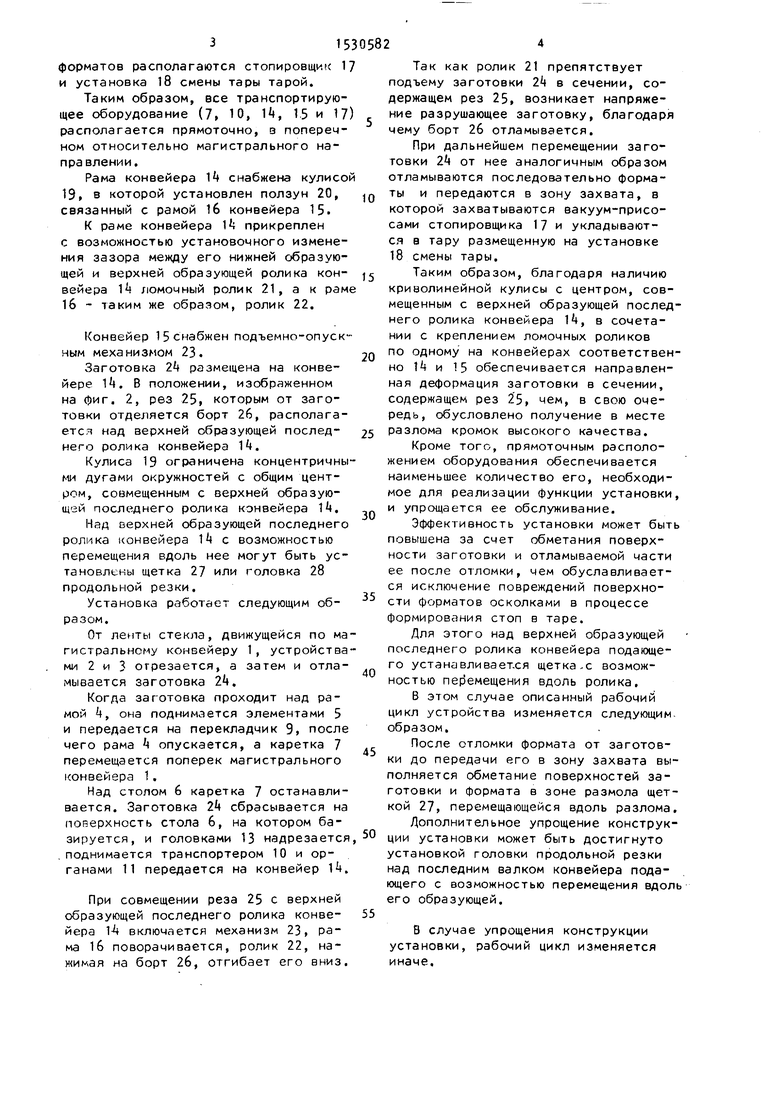
На фиг. 1 изображена установка, вид сверху; на фиг. 2 - вид А на ф /г, 1 (подающий и транспортирующий конвейеры).
Вдоль магистрального конвейера 1 nocл -дo8aтeльнo размещень устройстзп 2 для отрезки 3, для отломки зл- готовок и подъемно-опускная рама с опорными элементами 5. К конвейеру 1 примыкает стол 6 раскроя. Над рамой А установлена каретка 7 на на- правлянэщих 8. На каретке 7 смонтирован вакуум-присосный перекладчик 9. Стол 6 оборудован подъемно-опускным транспортером 10 с бесконечными тяговыми органами 11. На размещенных по концам стола 6 направляющих установлена каретка 12 с головками 13 продольной резки, К краю стола 6 примыкают подающий конвейер и транс- псртируь.щий конвейер 15 с рамой 1б. Нр;же по течению транспортного
СП
СО
о
ел
оо to
форматов располагаются стопировщик 17 и установка 18 смены тары тарой.
Таким образом, все транспортирующее оборудование (7, Ю, 1, 1.5 и 17 располагается прямоточно, з поперечном относительно магистрального направлении.
Рама конвейера 1 снабжена кулисой 19, S которой установлен ползун 20, связанный с рамой 1б конвейера 15.
К раме конвейера 1 прикреплен с возможностью установочного изменения зазора между его нижней образующей и верхней образующей ролика кон- вейера 1 ломочный ролик 21, а к рам 16 - таким же образом, ролик 22.
Конвейер 1 5 снабжен подъемно-опускным механизмом 23.
Заготовка 2k размещена на конвейере 1. В положении, изображенном на фиг. 2, рез 25, которым от заготовки отделяется борт 26, располагается над верхней образующей послед- него ролика конвейера Т.
Кулиса 19 ограничена концентричными дугами окружностей с общим центром, совмещенным с верхней образующей последнего ролика конвейера .
Над верхней образующей последнего ролика конвейера 1 с возможностью перемещения вдоль нее могут быть установлены щетка 27 или головка 28 продольной резки.
Установка работает следующим образом.
От ленты стекла, движущейся по магистральному конвейеру 1, устройства ми 2 и 3 отрезается, а затем и отламывается заготовка 2.
Когда заготовка проходит над рамой Ц, она поднимается элементами 5 и передается на перекладчик 9, после чего рама опускается, а каретка 7 перемещается поперек магистрального конвейера 1.
Над столом 6 каретка 7 останавливается. Заготовка сбрасывается на поверхность стола 6, на котором базируется, и головками 13 надрезается .поднимается транспортером 10 и органами 11 передается на конвейер 1.
При совмещении реза 25 с верхней образующей последнего ролика конве- йера 1Л включается механизм 23, рама 16 поворачивается, ролик 22, нажимая на борт 26, отгибает его вниз.
Q
j
0
5
5
0
5
0
5
0
Так как ролик 21 препятствует подъему заготовки 2 в сечении, содержащем рез 25, возникает напряжение разрушающее заготовку, благодаря чему борт 26 отламывается.
При дальнейшем перемещении заготовки 2 от нее аналогичным образом отламываются последовательно форматы и передаются в зону захвата, в которой захватываются вакуум-присо- сами стопировщика 17 и укладываются в тару размещенную на установке 18 смены тары.
Таким образом, благодаря наличию криволинейной кулисы с центром, совмещенным с верхней образующей последнего ролика конвейера I , в сочетании с креплением ломочных роликов по одному на конвейерах соответственно и 15 обеспечивается направленная деформация заготовки в сечении, содержащем рез 25, чем, в свою очередь, обусловлено получение в месте разлома кромок высокого качества.
Кроме того, прямоточным расположением оборудования обеспечивается наименьшее количество его, необходимое для реализации функции установки, и упрощается ее обслуживание.
Эффективность установки может быть повышена за счет обметания поверхности заготовки и отламываемой части ее после отломки, чем обуславливается исключение повреждений поверхности форматов осколками в процессе формирования стоп в таре.
Для этого над верхней образующей последнего ролика конвейера подающего устанавливается щетка-с возможностью пе(3емещения вдоль ролика,
В этом случае описанный рабочий цикл устройства изменяется следующим, образом.
После отломки формата от заготовки до передачи его в зону захвата выполняется обметание поверхностей заготовки и формата в зоне размола щеткой 27, перемещающейся вдоль разлома.
Дополнительное упрощение конструкции установки может быть достигнуто установкой головки продольной резки над последним валком конвейера подающего с возможностью перемещения вдоль его образующей.
В случае упрощения конструкции установки, рабочий цикл изменяется иначе.
Так как при этом стол 6 замещается транспортером 10, то заготовка сбрасывается непосредственно на тяговые органы 11, после чего транспортируется в зону разломки и останавливается так, чтобы кромка ее находилась на расстоянии, равном ширине борта от верхней образующей последнего валка подающего конвейера , После этого выполняется базирование заготовки и нанесение реза перемещением головки 28 вдоль последнего ролика конвейера Т.
Отломка борта производится, как описано выше. Далее заготовка перемещается на длину формата. Конвейеры k и 16 останавливаются и наносится очередной рез, так отделяется от заготовки заданное количество форматов. По мере отделения форматов от заготовки описанный рабочий цикл продолжается.
Формула изобретения
1. Установка для обработки листового стекла, содержащая магистральный конвейер, устройства для отрезки и отломки заготовок, каретку с вакуум-перекладчиком, установленный перпендикулярно магистральному конвейеру, стол раскроя с подъемно- опускным транспортером и кареткой, несущей головку продольной резки, подающий и транспортирующий разноско0
5
0
5
0
5
ростные конвейеры, ломочные ролики, стопировщик и устройство для смены тары, отличающаяся тем, что, с целью повышения качества продукции и упрощения конструкции, она снабжена установленной на поДающем конвейере криволинейной кулисой, ограниченной концентричными дугами окружностей с общи центром, совмещенным с верхней образующей последнего ролика подающего конвейера и ползуном, размещенным в кулисе и жестко связанным с рамой транспортирующего конвейера, снабженного подъемно-опускным механизмом, ломочные ролики установлены по одному соответственно на подающем и транспортирующем конвейерах с возможностью перемещения по вертикали , каретка с головками продольной резки размещена на направляюсцих, закрепленных по краям стола раскроя, а подающий и транспортирующий конвейеры, стопировщик и устройство для смены тары расположены на одной оси со столом раскроя.
2.Установка по п. 1, о т л и - чающаяся тем,что над верхней образующей последнего валка подающего конвейера установлена щетка с возможностью перемещения вдоль образующей.
3.Установка по п.1, о т л и - чающаяся тем, что каретка с головкой продольного раскроя установлена над верхней образующей последнего валка подающего конвейера.
г г
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки листового стекла | 1990 |
|
SU1768533A2 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| Установка для раскроя ленты стекла на форматы | 1981 |
|
SU977417A2 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЛИСТОВ СТЕКЛА ИЗ ЛЕНТЫ | 1989 |
|
RU2068813C1 |
| Установка для раскроя ленты стекла на форматы | 1979 |
|
SU881020A2 |
| Технологическая линия для изготов-лЕНия СТРОиТЕльНыХ издЕлий | 1979 |
|
SU814744A1 |
| Устройство для надрезания листового стекла | 1990 |
|
SU1728141A2 |
| Устройство для разделения ковра заготовок | 1986 |
|
SU1461718A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ листов из ФИБРОЦЕМЕНТА | 1970 |
|
SU272863A1 |

Изобретение относится к стекольному машиностроению и может быть использовано на заводах, изготавливающих листовое стекло. Цель изобретения - повышение качества продукции и упрощение конструкции. На подающем конвейере 14 установлена криволинейная кулиса 19, ограниченная концентричными дугами окружностей с общим центром, совмещенным с верхней образующей последнего ролика подающего конвейера и ползуном 20, размещенным в кулисе и жестко связанным с рамой 16 транспортирующего конвейера, снабженного подъемно-опускным механизмом 23. Ломочные ролики 21 и 22 установлены по одному соответственно на подающем и транспортирующем конвейерах с возможностью перемещения по вертикали. Над верхней образующей последнего валка подающего конвейера установлены щетка и каретка с головкой продольного раскроя с возможностью продольного раскроя с возможностью продольного перемещения. 2 з.п. ф-лы, 2 ил.
Редактор Н. Рогулич
Составитель Н. Любимова
Техред Л. Олийнык Корректор С. Черни
Фив. г
| Авторское свидете | |||
| АВТОМАТИЧЕСКАЯ МАСЛЕНКА ДЛЯ КРЕЙЦКОПФОВ | 1928 |
|
SU9660A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| () yCiAHOBKA ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | |||
