Изобретение относится к технологии производства печатных- плат, в частности к модульным линям обработки, и предназначено для автоматического управления процессами травления печатных плат.
Известно устройство для 5шравления процессом химического фосфатирования, содержащее элементы измерения физикохимических параметров, рН растворов, концентрации компонентов, дозирующие устройства и управляющий вычислительный комплекс (УВК).состоящий из устройств ввода, процессора и устройств вывода, подключенных к дозирую цим устройствам 1 .
Недостатками устройства является невысокое качество покрытия деталей за счет объемного истощения растворав процессе обработки деталей и низкая производительность, связанная с остановкой системы для перезаправки основных рабочих (операционных)ванн.
Известно также устройство для уп равления процессом химической обработки деталей, содержащее злементы измерения рН растворов, концентрации компонентов, дозирующие устройства и управляющий вычислительньй комплекс (УВК), состоящий из устройств ввода, процессора и устройств вывода, датчики счета покрываемых деталей, контуры регулирования температу10ры и уровня, устройства регулирования длительностью нанесения покрытия С2 .
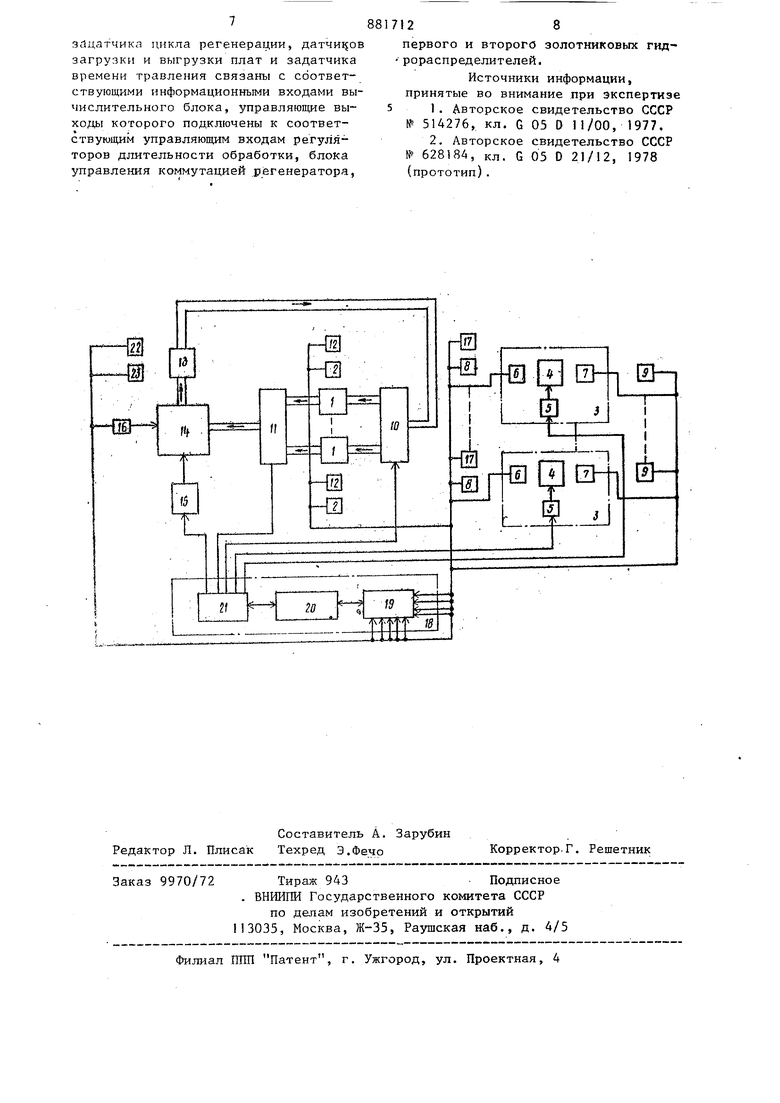
Недостатком этого устройства являются сравнительно узкие функциональ15ные способности. При наличии в линии обработки печатных плат устройств ре-, генерации растворов время их подключения к операционным ваннам определяется оператором, исходя из длительности и качества травления. Определение периодичности подключения ванн регенерации возможно также с помощью датчиков контроля концентрации компо3нентов в растворе. Однако этот метод сложен, а для некоторых агрессивных сред такие датчики вообще отсутствуют или обладают низкой надежностью. Цель изобретения - расширение области применения и повышение точности уйтройства. Поставленная цель достигается тем что устройству для управления процессом травления печатных плат, содержащее по числу ванн травления первые ре гуляторы уровня и температуры и регул торы длительности обработки, а также регенератор и буферную емкость с уста новленными на ней вторым регулятором уровня и температуры, вычислительный блок, соответствующие информационные входы которого связаны с выходами первых и вторых регуляторов уровня, температуры и с выходами регуляторов длительности обработки, содержит датчики загрузки и выгрузки плат, задат чики времени травления, блок управления коммутацией регенератора, зада чик цикла регенерации, первый и второй золотниковые гидрораспределители, причем буферная емкость, первый золотниковый гидрораспределитель, ван ны травления и второй золотниковый гидрораспределитель гидравлически соединены с выхода на вход регенерат ра по замкнутому циклу в указанном по рядке, выходы задатчика цикла регенерации, датчиков загрузки и выгрузки плат и задатчика времени травления связаны с соответствующими информационными входами вычисли тельного т бло ка, управляющие выходы которого подключены к соответствующим управляющим входам регуляторов длительности обработки, блока управления коммутацией регенератора, первого и второго золотниковых гидрораспределителей. На чертеже показано устройство дл управления процессом травления печат ных плат. Устройство состоит иЗ ванн травле ния 1 с одинаковым раствором, например, хлорного железа, первых регуляторов 2 температуры, регуляторов 3 длительности обработки, содержащих конвейер 4, блок 5 управления скоростью конвейера, датчик 6 счета деталей и датчик 7 скорости конвейера, датчиков 8 загрузки и датчиков 9 выгрузки плат с конвейера, первого 10 и второго 1I золотниковых гидрораспределителей, первых регуляторов 12 уровня, буферной емкости 13, регене24ритора 14, блока 15 управления коммутацией регенератора, задатчика 16 цикла регенерации, задатчиков 17 времени травления вьиислительного блока 18,-в состав которого входят блок ввода 19, процессор 20 и блок вывода 21, вторых регуляторов уровня 22 и температуры 23, установленных набуферной емкости 13. Устройство для управления процессом травления печатных плат работает следуюпщм образом. Рабочий раствор заливается в ванны травления 1 линий травления и в буферную емкость 13. С помощью первых регуляторов температуры 2, уровня 12 и вычислительного блока 18 контролируется температура и уровень раствора в ваннах. Вычислительный блок 18 управления первым и вторым золотни ковыми гидрораспределителями 10 и 11 чтобы обеспечить перекачку раствора из буферной емКости 13 в соответствующую ванну травления 1 или наоборот - из соответствующей ванны травления 1 в регенератор 14. С помощью насоса раствор перекачивается из регенератора 14 в буферную емкость 13, где также осуществляется термостатирование и контроль уровня. Так как часть раствора переносится из ванн травления 1 в соседние ванны линий и уносится рафинированной медью в регенераторе 14, буферная емкость 13 имеет дополнительную емкость с раствором, который используется для поддержания уровня раствора в буферной емкости на определенном уровне. Для обеспечения надежной работы устройства работа линии травления контролируется датчиком 8 загрузки и датчиком 9 выгрузки печатных плат. Скорость загрузки и выгрузки печатных плат изменяется в зависимости от сЛорости конвейера 4, на котором происходит обработка .печатных плат. Известно, что травильная способность раствора зависит от площади стравленной поверхности печатных плат. В процессе работы каждой линии суммарная стравленная поверхность определя-: ется как L- St, где Sj - суммарная стравленная поверхность;SL - поверхность платы, подлежащая стравливанию; п - количество плат данного типоразмера. Перед запуском линии оператор с помощью задатчика 17 времени травления вводит в вычислительный блок 18 информацию о пассивной поверхности печатных плат данной партии. Так как в начале работы травильна способность раствора максимальна, по сигналам с вычислительного блока 18 скорость конвейера и скорость загруз ки плат устанавливаются максимальными, т.е. время обработки плат в ваннах травления 1. В процессе загрузки плат на конвейерное полотно вычислительный блок 18 с помощью датчика счета плат 6 производит подсчет стра ленной площади, и в соответствии с заложенным в нем алгоритмом рассчитывается скорость конвейера 4 с учетом текущих значений температуры. Оч видно, что скорость конвейера -постоя но уменьшается, а время обработки ув личивается. Когда величина суммарной стравленной поверхности достигает максимального значения, заложенного в вычислительный блок 18 (оно соответствует минимальной травильной спо собности раствора), вычислительный блок 18 формирует сигнал, по которому второй золотниковый .гидрораспре делитель 11 открывает соответствующи трубопровод, и раствор из соответствующей ванны травления 1 перекачивается в регенератор 14. Одновременно раствор из буферной емкости 13 перекачивается в ванну травления 1 через второй гидрораспределитель 10. Процесс регенерации контролируется вычислительным блоком 18 с помощью датчика 16 циклов регенерации. Цикл регенерации - это совокупность следующих операций: опускание катодов в раствор, выдержка, подъем катодов ,с осажденной медью из раствора, очистка меди с катодов. Травильная способность раствора восстанавливается после определен- го количества циклов регенерации. Количество циклов задается и контролируется вычислительным блоком 18. Процесс регенераци прекращается по команде с вычислительного блока 18, когда травильная способность раст вора восстанавливается полностью. Затем раствор по команде с вычислительного блока 18 и блока управления 126 коммутацией регенератора 14 перекачивается в буферную емкость 13. В процессе работы вычислительный блок 18 анализирует травильную способность раствора, постоянно и периодически подключает ту или иную ванну травления к установке регенерации. После перекачек раствора из буферной емкости 13 в ванну травления 1 информация о травильной способности раствора стирается и производится новьй расчет отработанной поверхности по мере загрузки печатных плат на конвейерное полотно. Технико-экономический эффект от использования устройства управления процессом травления печатных плат состоит в том, что обработка (травление) печатных плат происходит непрерывно, без остановки линий для смены травящего раствора, т.е. повышается производительность линии, предусматривается использование одного регенератора для нескольких линий технологической обработки. Качество травления печатных плат повышается, так как исключается как боковое подтравливание проводников печатных плат (в свежем растворе), так и неполное травление (в истощенном растворе). Формула изобретения Устройство для управления процессом травления печатных плат, содержащее по числу ванн травления первые регуляторы уровня и температуры и регу ляторы длительности обработки, а также регенератор и буферную емкость с установленными на ней вторым регулятором уровня и температуры, вычислительный блок, соответствующие информационные входы которого связаны с выходами первых и вторых регуляторов уровня, температуры и с выходами регуляторов длительности обработки, отличающееся тем, что, с целью расширения области применения и повышения точности устройства, оно содержит датчики загрузки и выгрузки плат, задатчики времени травления, блок управления коммутацией регенератора, задатчик цикла регенерации, первый и второй золотниковые гидрораспределители, причем буферная емкость, первый золотниковый гидрораспределитель , ванны травления и второй золотниковый гидрораспределитель гидравлически соединены с выхода на вход регенератора по замкнутому циклу в указанном порядке, выходы зацатчика цикла регенерации, датчи15ов загрузки и выгрузки плат и задатчика времени травления связаны с соответствующими информационными входами вычислительного блока, управляющие выходы которого подключены к соответствующим управляющим входам регуляторов длительности обработки, блока управления коммутацией регенератора, 128 первого и второго золотниковых гидрораспределителей. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 514276, кл. G 05 D 11/00, 1977. 2.Авторское свидетельство СССР № 628184, кл. G 05 О 21/12, 1978 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ТРАВВЛЕНИЯ МЕДИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2089666C1 |
| Способ непрерывного травления меди в рецикле с электрохимической регенерацией травильного раствора | 1988 |
|
SU1514829A1 |
| Устройство регенерации травильных растворов | 1981 |
|
SU996529A1 |
| Устройство регенерации травильных растворов | 1980 |
|
SU943340A1 |
| Установка регенерации травильных растворов | 1986 |
|
SU1440962A1 |
| Устройство для травления печатных плат с непрерывной регенерацией раствора | 1981 |
|
SU1019681A1 |
| Раствор для травления меди | 1981 |
|
SU1109476A1 |
| Травильно-регенерационный комплекс | 1989 |
|
SU1617056A1 |
| Способ травления и регенерацииТРАВильНыХ PACTBOPOB | 1978 |
|
SU827598A1 |
| Способ регенерации неводных растворов для травления меди | 1981 |
|
SU973671A1 |
