1
Изобретение относится к оборудованию .для переработки полимерных мaтериалов и может быть испсшьзовано в химической и в резиновой промышленности.
Известен двухчервячный пресс для переработки полимерных материалов, состоящий из корпуса и роторов с винтовой нарезкой и с коническими дорнами 1.
Недостатком пресса является то, что воздействие дорнов на перерабатываемый материал осуществляется в зазоре между внутренней поверхностью корпуса и поверхностями дорнов, а силовое воздействие на материал между дорнами отсутствует, что снижает эффективность перемешивания материала.
Наиболее близким по технической сущности и достигаемому результату к изобретению является двухчервячный пресс для переработки псшимерных материалов, содержащий КОРПУС, формующую головку и конические червяки с дорнами, закрепленными на них 2.
Недостатком двухчервячного пресса является то, что дорны на концевых частях червяков не взаимодействуют своими поверхностями, поэтому при
обработке полимерных материалов невозможно получить высокую степень их разогрева в формующей гловке пресса, в связи с чем снижается качество изделий, качество их вулканизации.
Цель изобретения - повышение качества изделий за счет интенсификации степени разогрева перерабатываемого
10 материала.
Достигается указанная цель тем, что в двухчервячном прессе для переработки полимерных материалов, содержащем корпус, формующую головку и
15 конические червяки с дорнами, закрепленными на них, дорны выполнены ступенчатыми в виде двух конических участков, соединенных фасками, причем длина конических участков дорнов,
20 примыкающих к червякам и составляющих продолжение внутренних поверхностей их нарезки,выбрана в пределах 0,2-0,5 диаметра червяков, а образующие конических участков концов дор25нов расположены под углом 3-5 градусов к образующим внутренней поверхности формующей головки.
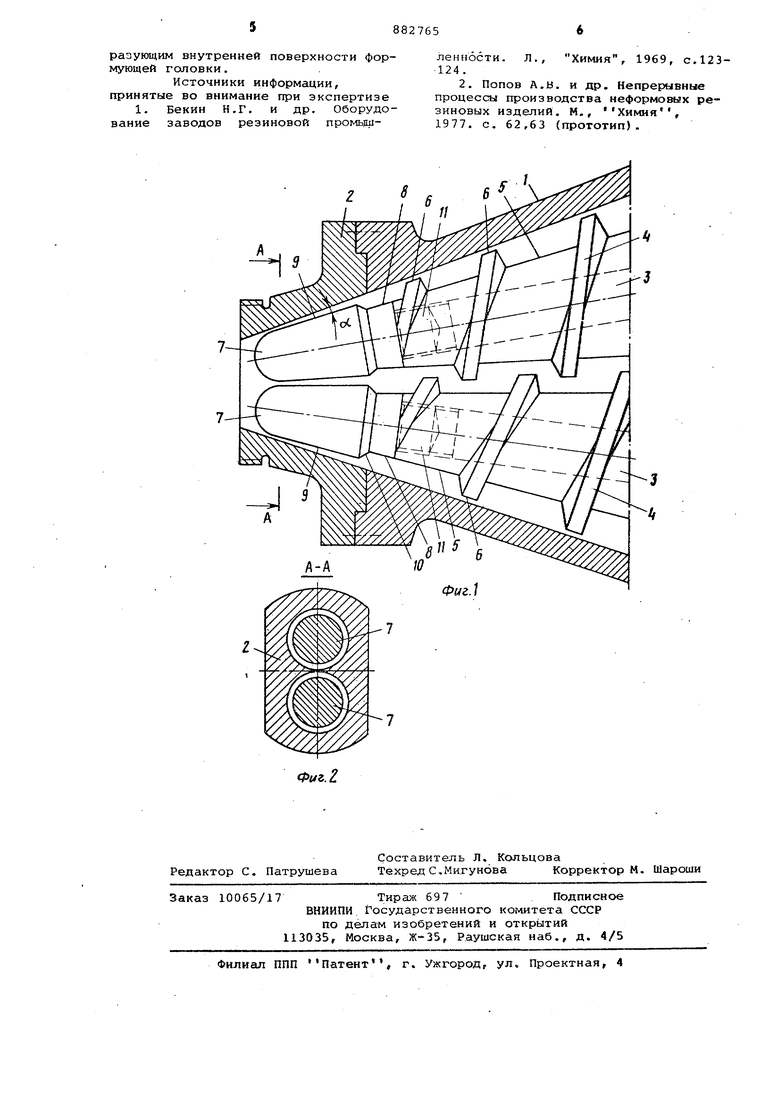
На фиг. 1 показан двухчервячный .пресс, общий вид; на фиг. 2 - сече30ние А-А на фиг. 1. Двухчервячный пресс содержит корпус 1 с закрепленной на нем формующей головкой 2 с наружной нарезкой для крепления формующего инструмента (не показан), конические червяки 3 с винтовой нарезкой 4, имеющей внутрен нюю 5 и наружную 6 поверхности, дорны,7, имеющие ступенчатую коническую поверхность, состоящую из двух конических участков 8 и 9, соединенных между собой фаской 10 и закрепленных хвостовиками с резьбой 11 в червяках 3. Участки 8 дорнов 7 имеют длину равную от 0,2 до 0,5 диаметра червяков и являются переходной зоной от червяков 3 к утолщенным участкам 9 дорнов 7.. Образующие конических участков 9 расположены под углом к образующим внутренней поверхности формующей головки. Двухчервячный процесс работает следующим образом. Материал, например резиновая сме винтовыми нарезками 4 червяков 3 выдавлявается из корпуса 1 в переходную зону, образован-ную коническими участками 8 дорнов 7, а затем в зазоры между внутренней поверхностью формующей головки 2 и коническими участками 9 дорнов 7, где материал подвергается значительным сдвиговым дСФор.мацйями, и в зазор между дорнаNm 7, где материал подвергается валь цеванию; такое суммарное силовое воздействие на обрабатываемый материал вызывает разогрев материала за счет превращения механической энергии в тепловую. Равномерность подачи материала в зону интенсивной деформации за счет того, что материал накапливается в зоне, образуемой утонченными коничес кими участками 8 дорнов 7, длина которых выбирается в пределах 0,2-0,5 диаметра червяка, что соответствует оптимальному объему и времени пребывания материала в этой зоне. Плавность перехода от конического участка 8 к коническому участку 9 дорнов 7 достигается наличием фасок 10. Дорны 7 закрепляются в червяках 3 с помощью резьб 11, имеющих направление нарезки, обратное направлению вращения червяков. Наличие наибольшего угла в пределах 3-5 градусов между коническими участками 9 дорнов 7 и поверхностью формующей головки 2, а также между поверхностями дорнов 7 способствует затягиванию материала в эти зазоры. Таким образом, на коротком участке, равном длине конических участков 9 дорнов 7, обес печивается возможность создания значительного силовогб воздействия на перерабатываемый материал, преимущественно сдвигового характера, совместно с вальцеванием, что вызывает интенсивный разогрев материала в течение короткого времени вплоть до температуры вулканизации смеси, не опасаясьее подвулканизации. Техническая и экономическая эффективность двухчервччного пресса состоит в том, что он позволяет при высоком гидростатическом давлении полимзра, резиновой смеси, которое развивается при встречном вращении конических червяков с взаимозацепляющимися винтовыми нарезками, обеспечить значительное силовое воздейст|Вие на смесь благодаря наличию на концах червяков ступенчатых дорнов и, таким образом, быстрый нагрев перерабатываемой смеси до температуры вулканизации непосредственно перед формующим инструментом, что повышает качество вулканизации и качество изделий. Известны следующие практические данные по обработке резиновых смесей на вальцах при малых зазорах между валками; температура смеси в течение 15 с возрастает на 14-15с. В предлагаемом прессе имеют место наряду с вальцеванием и сдвиговые деформации, поэтому указанные данные справедливы по отношению к нему. Учитывая, что скорость движения материала через формующую головку предлагаемого пресса равна около 1 м/мин, время пребывания материала в формующей головке 10 с и по аналогии с данными зксприментов на вальцах получаем возможное приращение температуры на выходе из головки около . За счет этого значительно выравнивается температура материала по всему сечению заготовки, а следовательно повышается не только скорость, но и равномерность вулканизации, что обеспечивает повышение производительности и качество вулканизации изделий. изобретения Двухчервячный пресс для переработки полимерных материалов, содержащий корпус, формующую головку и конические червяки с дорнами, закрепленными на них, отличающийся тем, что, с целью повышения качества изделий за счет интенсификации степени разогрева перерабатываемого материала, дорны выполнены ступенчатыми в йиде двух конических участков, соединенных фасками, причем длина конических участков дорнов, примыкающих к червякам и составляющих продолжение внутренних поверхностей их нарезки, выбрана в пределах 0,2-0,5 диаметра червяков, а образующие комических участков концов.дорнов расположены поя углом 3-5 градусов к образунлдим внутренней поверхности формующей головки.
Источники информации, принятые во внимание при экспертизе
1, Векин Н.Г. и др. Оборудование заводов резиновой npoMbjuiленности. л., Химия, 1969, с.123124 .
2. Попов А.в. и др. Непрерывные процесса производства неформовых резиновых изделий. М., Химия , 1977. с. 62,63 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077982C1 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
| Двухчервячная машина для переработки высоковязких полимеров | 1987 |
|
SU1608073A1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| Двухчервячный экструдер для переработки полимеров | 1987 |
|
SU1502385A1 |
| Экструзионная головка | 1988 |
|
SU1537559A1 |
| Червячный пресс для переработки полимерных материалов | 1974 |
|
SU597562A1 |
| Экструзионная головка для формования изделий из полимерных материалов | 1983 |
|
SU1126452A1 |
