Изобретение относится к оборудованию для переработки полимерных материалов экструзией, в частности к конструкциям экструзионных головок, и может быть использовано в резино-технической и шинной промышленности.
Целью изобретения является повышение качества полученных изделий из резиновой смеси за счет предотвращения ее проскальзывания при увеличении скорости вращения цилиндра.
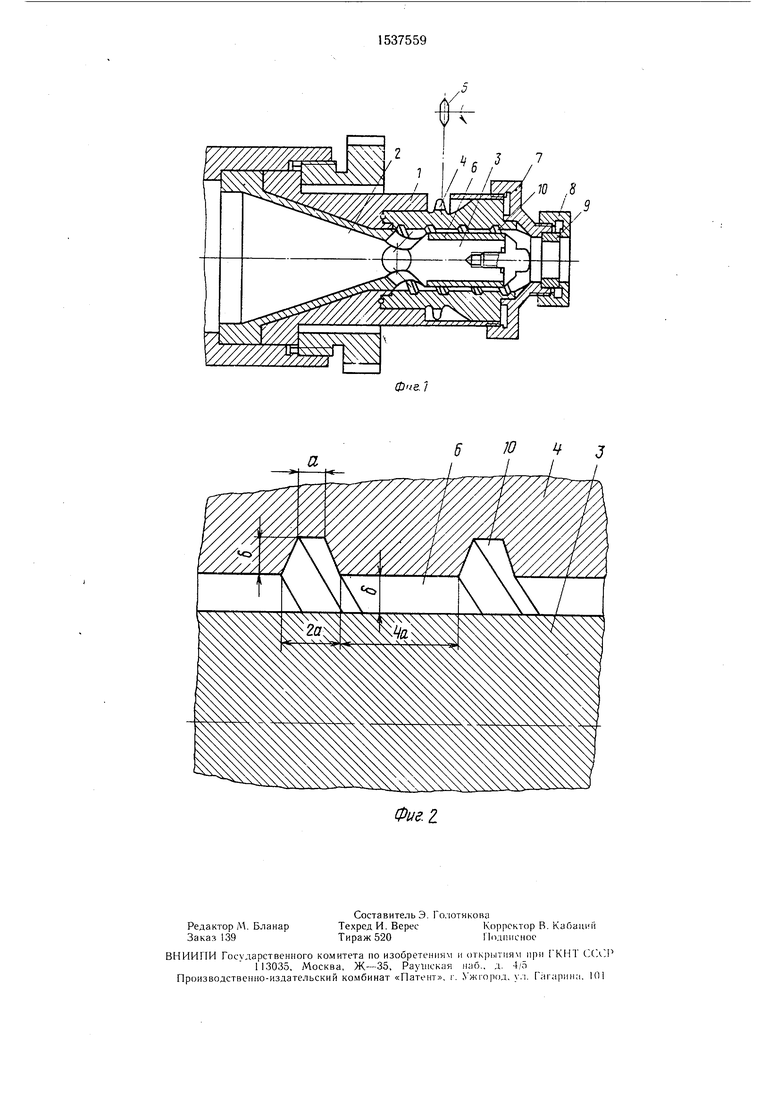
На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 - спиральный паз, поперечное сечение.
Экструзионная головка содержит корпус 1 с питающим каналом 2, неподвижный дорн 3 и цилиндр 4 с приводом 5 вращения. Дорн 3 и цилиндр 4 смонтированы
в корпусе 1 коаксиально и образуют межд собой кольцевой зазор 6 для прохода перерабатываемого материала. Осевое перемещение цилиндра 4 ограничено опорным фланцем 7, в котором посредством накидной гайки 8 крепятся профилирующие шайбы 9. По внутренней поверхности цилиндра 4 выполнен спиральный паз 10 с наклоном нарезки в сторону питающего канала 2. Расстояние 4а между смежными витками спирального паза 10 выбрано равным удвоенной ширине (2а), глубина Нравна величине зазора 6 между дорном 3 и цилиндром 4, а поперечное сечение паза имеет форму трапеции, нижнее основание 2а которой в два раза больше верхнего а (фиг. 2).
Экструзионная головка работает следующим образом.
сл
со 1 ел
СП
СО
Предварительно разогретый и пластици- рованный перерабатываемый материал, например резиновая смесь, продавливается шнеком экструдера в экструзиоыную головку, где она заполняет внутреннее пространство питающего канала 2 и далее под действием давления перетекает в кольцевой зазор 6, образованный неподвижным дорном 3 и вн гренней поверхностью вращающегося цилиндра 4. При протекании смеси в кольцевом зазоре она подвергается сложному воздействию. Градиент давления вдоль оси головки заставляет смесь продвигаться в сторон профилирующей шайбы 9, а вращающийся от привода 5 цилиндр 4 увлекает смесь в тангенциальном направлении. Одновременно с этим резиновая смесь заполняет канал спирального паза 10, который в результате вращения цилиндра 4 и благодаря встречной направлению экструзии нарезки подвергает резиновую смесь дополнительному воздействию в направлении, обратном направлению экструзии, со скоростью относительного перемещения спирального паза 10 вдоль оси дорна 3.
При этом спиральный паз 10 выполняет две функции: предотвращает проскальзывание смеси по поверхности цилиндра 4 при большой скорости его вращения и вносит дополнительна, ю составляющую в деформацию резиновой смеси в области диссипации кольцевом канале 6 между дорном 3 и цилиндром 4. 11 р и эт ом у гол 11 одъе м а винтовой нарезки спираль,юго паза 10 должен обеспечивать расстояние 4а между смежными витками, равное удвоенной ширине (2а) паза. При больших значениях значительно возрастает вероятность проскальзывания смеси по поверхности цилиндра 4, так как появляются обширные гладкие цилиндрические участки поверхности. При меньших значениях угла подъема винтовой нарезки резиновая смесь начинает проскальзывать непосредственно по поверхности спирального паза 10 вдоль винтовой линии.
Предотвращение проскальзывания и исключение застойных зон резиново й смеси в спиральном пазе 10 достигается выбором ею глубины б, равной величине зазора 6 между цилиндром 4 и дорном 3. С целью предохранения резиновой смеси от локальною перегрева ее в спиралы-ом пазе
10 его поперечное сечение имеет форму трапеции, нижнее основание которой 2а обращено к дорну 3 и в два раза больше верхнего а, что позволяет обеспечить перетекание смеси от витка к витку и устраняет застойные зоны.
В результате резиновая смесь, проходя диссипативную область между цилиндром 4 и дорном 3, способна разогреваться до максимальных температур вулканизации и при
этом приобрести свойства с минимальной вязкостью и жесткостью, что при дальнейшем ее профилировании через шайбу 9 не вызывает на поверхности зкструдируемой заготовки задиров и микротрещин, а степень усадки получаемого профиля становится минимальной, что в конечном итоге значительно повышает качество выпускаемых изделий.
Выполнение спирального паза на внутренней поверхности вращающегося цилиндра
0 предотвращает проскальзывание материала по поверхности цилиндра, а также увеличивает степень деформации материала за счет создания дополнительной составляющей деформации, что позволяет повысить температуру и интенсивность переработки, а следовательно.и качество экструдируемых заготовок.
Формула изобретения
о Экструзионная головка, содержащая корпус с питакьцнм каналом, коаксиально смонтированные в корпусе с образованием между ними кольцевого зазора для прохода перерабатываемого материала неподвижный юрн и соединенный с приводом вращения цилиндр, отличающаяся тем, что, с целью повышения качества получаемых изделий из резиновой смеси за счет предотвращения ее проскальзывания при увеличении скорости вращения цилиндра, по внутренней поверхности цилиндра выполнен спиральный паз с наклоном нарезки в сторону питающего канала, при этом расстояние между смежными витками спирального паза выбрано равным удвоенной его ширине, глубина - равной величине зазора между дорном и
5 цилиндром, а поперечное сечение паза имеет форму трапеции, нижнее основание которой в два раза больше верхнего.
5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077982C1 |
| Экструзионная головка для формования изделий из полимерных материалов | 1983 |
|
SU1126452A1 |
| Вибрационная экструзионная головка | 1990 |
|
SU1717394A1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| ШНЕКОВЫЙ ПЛАСТИКАТОР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324592C2 |
| Способ получения брикетов и устройство для его осуществления | 1987 |
|
SU1563984A1 |
Изобретение относится к оборудованию для переработки полимерных материалов экструзией, в частности к конструкциям экструзионных головок. Цель изобретения - повышение качества получаемых изделий из резиновой смеси за счет предотвращения ее проскальзывания при увеличении скорости вращения цилиндра. Экструзионная головка содержит корпус с питающим каналом, неподвижный дорн и цилиндр с проводом вращения. Дорн и цилиндр смонтированы коаксиально с образованием кольцевого зазора для прохода перерабатываемого материала. По внутренней поверхности цилиндра выполнен спиральный паз. Расстояние между смежными витками спирального паза выбрано равным удвоенной его ширине. Глубина паза равна величине зазора между дорном и цилиндром. Поперечное сечение паза имеет форму трапеции, нижнее основание которой в 2 раза больше верхнего. Перерабатываемый материал, проходя через кольцевой зазор между дорном и цилиндром и по спиральному пазу, подвергается сложной деформации, что позволяет повысить температуру и интенсивность переработки , а следовательно, и качество экструдируемых заготовок. 2 ил.
| Экструзионная головка для производства изделий из полимерных материалов | 1978 |
|
SU722776A1 |
| Солесос | 1922 |
|
SU29A1 |
| Rubber Chemistry and Technology, 1983, vol | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Аппарат для предохранения паровых котлов, экономайзеров, кипятильников и т.п. приборов от разъедания воздухом, растворенным в питательной воде | 1918 |
|
SU585A1 |
