2. Устройство по п, 1, о т л чающеесй тем, что датчик и - жения луча выполнен из материала с пoлo низкой термоэмиссионной способностью 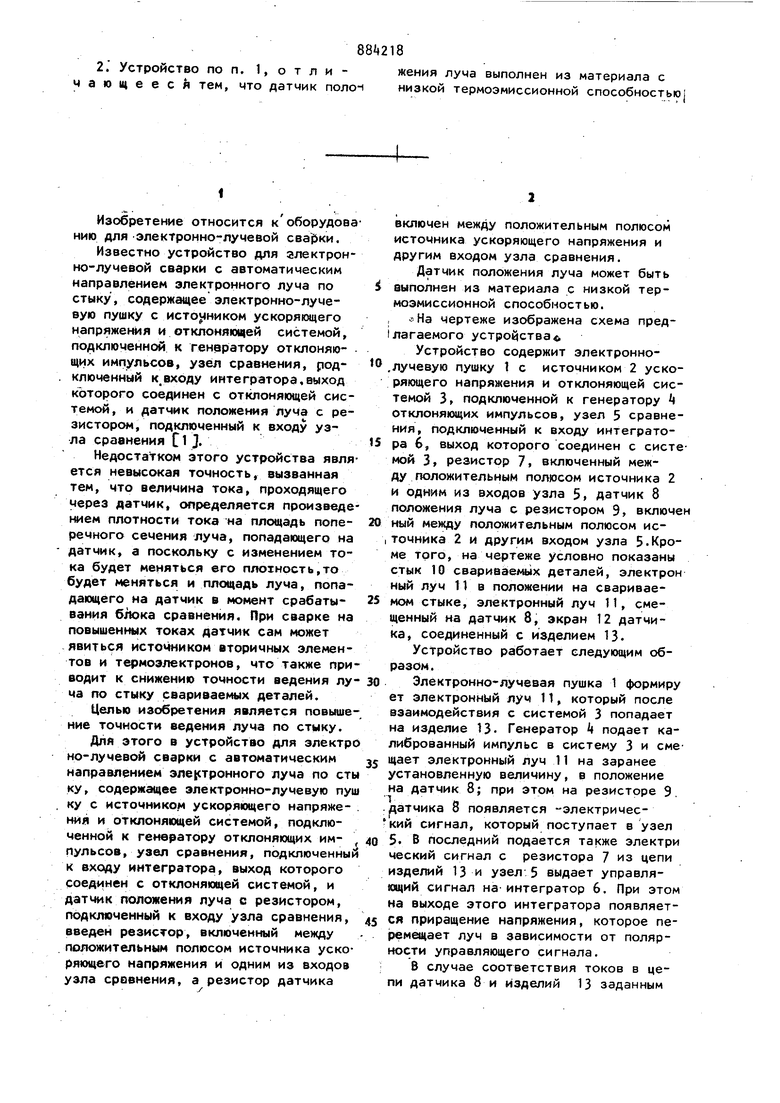
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Устройство визуализации стыка и шва для электронно-лучевой сварки | 1990 |
|
SU1756070A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СОВМЕЩЕНИЯ СВАРОЧНОГО ЛУЧА СО СТЫКОМ ПРИ СВАРКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1837470A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Устройство для автоматической фокусировки сварочного электронного луча | 1990 |
|
SU1773641A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ регулирования процесса электронно-лучевой сварки | 1982 |
|
SU1061960A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1286372A1 |

Изобретение относится к оборудованию для -электронно-лучевой свайки.
Известно устройство для алектронно-лучевой свдрки с автоматическим направлением электронного луча по стыку , содержащее электронно-лучевую пушку с исто 4ником ускоряющего напряжения и отклоняющей системой, подключенной к генератору отклоняющих импульсов, узел сравнения, родключенный к,входу интегратора,выход которого соединен с отклоняющей системой, и датчик положения луча с резистором, подключенный к входу узла сравнения Cl J
Недостатком этого устройства является невысокая точность, вызванная тем, что величина тока, проходящего через датчик, определяется произведе нием плотности тока на площадь поперечного сечения луча, попадающего на датчик, а поскольку с изменением тока будет меняться его плотность,то будет меняться и площадь луча, попадающего на датчик в момент срабатывания б/юка сравнения. При сварке на повышенных токах датчик сам может .явиться источником вторичных элементов и термоэлектронов, что также приводит к снижению точности ведения луча по стыку свариваемых деталей.
Целью изобретения является повышение точности ведения луча по стыку.
Для этого в устройство для электрО но-лучевой сварки с автоматическим направлением эле| тронного луча по сты ку, содержащее электронно-лучевую пуш ку с источником ускоряющего напряжения и отклоняющей системой, подключенной к генератору отклоняющих импульсов, узел сравнения, подключенный к входу интегратора, выход которого соединен с отклоняющей системой, и датчик положения луча с резистором, подключенный к входу узла сравнения, введен резистор, включенный между положительным полюсом источника ускоряющего напряжения и одним из входов узла сравнения, а резистор датчика
включен между положительным полюсом источника ускоряющего напряжения и другим входом узла сравнения.
Датчик положения луча может быть
выполнен из материала с низкой термоэмиссионной способностью. На чертеже изображена схема предлагаемого устройства
Устройство содержит электроннолучевую пушку 1 с источником 2 ускоряющего напряжения и отклоняющей системой 3 подключенной к генератору Ц отклоняющих импульсов, узел 5 сравнения, подключенный к входу интегратора 6, выход которого соединен с системой 3, резистор 7. включенный между положительным полюсом источника 2 и одним из входов узла 5, датчик 8 положения луча с резистором 9 включен
ный между положительным полюсом источника 2 и другим входом узла 5-Кроме toro, на чертеже условно показаны стык 10 сваривэемь1х деталей, электрон ный луч 11 в положении на свариваемом стыке, электронный луч It, смещенный на датчик 8, экран 12 датчика, соединенный с изделием 13.
Устройство работает следующим образом .
Электронно-лучевая пушка 1 формиру ет электронный луч 11, который после взаимодействия с системой 3 попадает на изделие 13- Генератор k подает калиброванный импульс в систему 3 и смещает электронный луч 11 на заранее установленную величину, в положение на датчик 8; при этом на резисторе 9.
датчика 8 появляется -электрический сигнал, который поступает в узел 5. В последний подается также электри ческий сигнал с резистора 7 из цепи изделий 13 и узел 5 выдает управляющий сигнал на интегратор 6. При этом на выходе этого интегратора появляется приращение напряжения, которое перемещает луч в зависимости от полярности управляющего сигнала.
8 случае соответствия токов в цепи датчика 8 и Изделий 13 заданным
Использование в качестве опорного сигнала непосредственно сварочного 5 тока повышает точность ведения луча по стыку минимум в 2-3 раза, если колебания этого тока достигают 20%.
Выбор материала для датчика с минимальной термоэмиссионной способно-.: 10 стью снижает погрешность в положении пуча на стыке за счет токов термо184
эмисрии, что особенно важно при боль.ших сварочных токах.
Предлагаемое устройство несложно в изготовлении его простая конструкция обеспечивает высокую надежность работы в условияхпроизводства и простоту эксплуатации. Испытания в производственных условиях показали, что устройство обеспечивает точность ведения луча по стыку не уж (0,1 мм с вероятностью 0,99.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чесальный станок | 1924 |
|
SU1589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототип) , | |||
