Изобретение относится к электронно-лучевой сварке, в частности к способам регулирования процесса сварки пушкой с термоэмиссионным катодом.
Известен способ электронно-лучевой сварки пушкой с термоэмиссионным катодом, при котором стабильные параметры электронного луча получают путем исключения влияния колебаний температуры катода на ток электронного луча 1.
Недостатком способа является невысокое качество сварного соединения из-за нестабильности плотности энергии луча.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ регулирования процесса электронно-лучевой сварки пушкой с термоэмиссионным катодом путем измерения тока нагрева катода до оптимальной величины, при котором ток электронного луча поддерживают постоянным, изменяя напряжение на управляющем электроде С23.
Недостатком способа является невысокое качество сварного соединения из-за нестабильности плотности энергии луча
Целью изобретения является улучшение качества сварного соединения путем стабилизации плотности энергии луча.
Поставленная цель достигается тем что согласно способу регулирования процесса электронно-лучевой сварки пушкой с термоэмиссионным катодом путем изменения тока нагрева катода до оптимальной величины, при котором ток электронного луча поддерживают постоянным, изменяя напряженче на управляющем электроде, на последний дополнительно подают переменное напряжение, измеряют, переменную составляющую тока луча, а изменение тока нагрева катода осуществляют до получения максимальной величины отношения переменной составляющей тока луча к току нагрева катода.
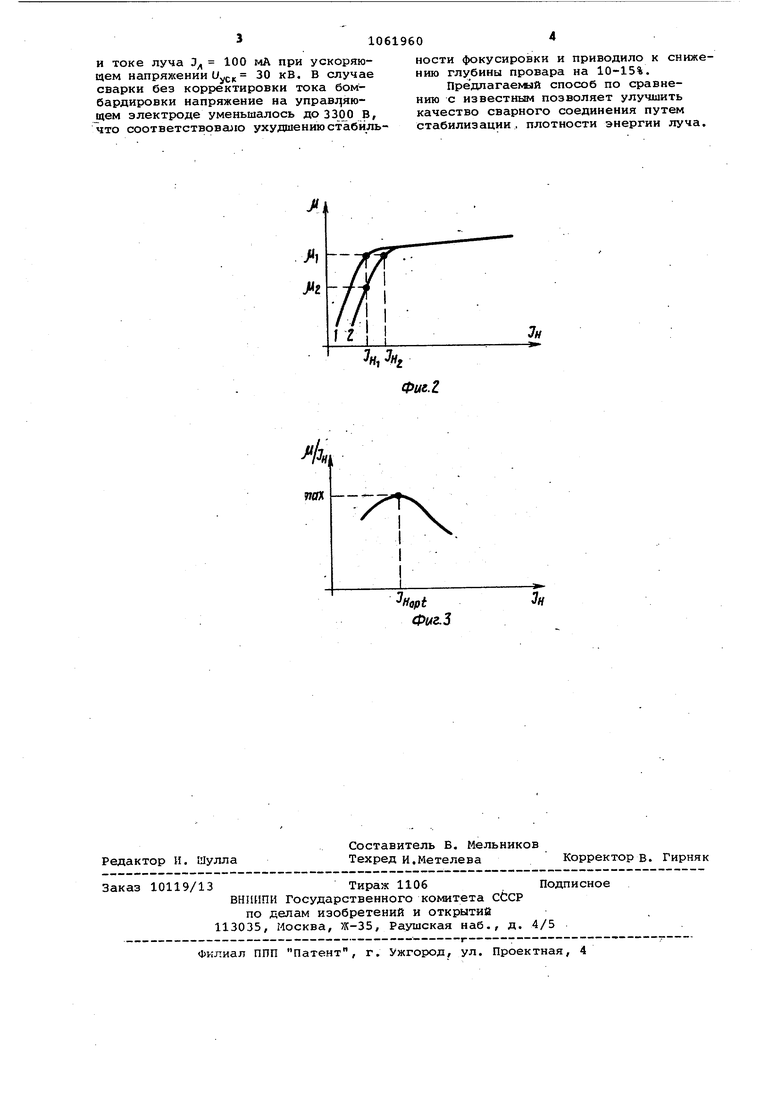
На фиг. 1 изображена сеточная характеристика электронной пушки; на фиг. 2 - зависимость сето ной характеристики электронно-лучевой пушки от тока нагрева катода; на фиг. 3 зависимость крутизны сеточной характеристики при минимальном токе нагрева катода.
Для компенсации изменений тока луча (фиг. 1) при большой крутизне сеточной характеристики пушки требуется меньшее компенсирующее изменение напряжения на управляющем элек троде. Так как напряжение на управляющем электроде влияет на первичную электростатическую фокусировку электронной пушки, /компенсирующие изменения напряжения на управляющем электр
де получают минимальными.При работе с большей крутизной сеточной характеристики электронной пушки получают лучшую стабильность первичной электростатической фокусировки электронной пушки. Это позволяет повысить стабильность плотности энергии луча на изделии, благодаря.чему улучшается качество сварного соединения.
Поскольку крутизна сеточной характеристики |U электронной пушки зависит от тока нагрева катода (фиг.2 кривая 1 ), выбирают ток нагрева катода оптимальным Нор . 3/,для чего, подав на управляющий электрод дополнительное переменное напряжение, измеряют переменную составляющую тока луча и устанавливают ток нагрева катода по -максимальной величине отношения крутизны сеточной характеристики (переменной составляющей тока луча} к току нагрева катода, где получают большую крутизну сеточной характеристики при минимальном токе нагрева катода для этой крутизны (фиг. 3).
В процессе работы электронной пушки вследствие изменения характеристик катода зависимость (и,(3„ ) изменяется (фиг. 2, кривая 2, в результате чего изменяется крутизна сеточной характеристики для первоначально установленного оптимального значения тока нагрева катода(|U.,J на фиг. 2), что. приводит к ухудшению первичной электростатической фокусировки электронной пушки, т.е. первоначально выбранный ток нагрева катода J не является оптимальныгл для кривой 2 (фиг. 2). Поэтому в процессе работы электронно-лучевоза пушки стабилизируется первоначально полученная величина крутизны сеточной характеристики пушки с помощью тока нагрева катода, т.е. ток нагрева катода изменяется до получения первоначально полученной крутизны сеточной характеристики (Зц ).
Опробование способа проводили на пушке СПИН-ЗМ, в которой регулирование тока нагрева катода осуществляли за счет тока бомбардировки. Питание пушки осуществляли от источника У-250 А. Дополнительно на управляющий электрод подавали переменное напряжение частотой 15 кГц. Измеряя амплитуду переменной составляющей, появляющуюся в токе сварки на указанной частоте,проводили корректировку тока бомбардировки катода таким образом, чтобы обеспечить максимальное отношение .переменной составляющей тока- луча к току бомбардировки. За I счет этого удалось стабилизировать напряжение на управляющем электроде в пределах 3500-3550 В при непрерывной сварке циркония в течение часа
И токе луча Зд 100 мА при ускоряющем напряжении Uycn 30 кВ. В случае сварки без корректировки тока бомбардировки напряжение на yпpaвJ яю ем электроде уменьшалось до В, что соответствовгию ухудшению стабильности фокусировки и приводило к снижению глубины провара на 10-15%.
Предлагаелмй способ по сравнению с известньам позволяет улучшить качество сварного соединения путем стабилизации, плотности энергии луча.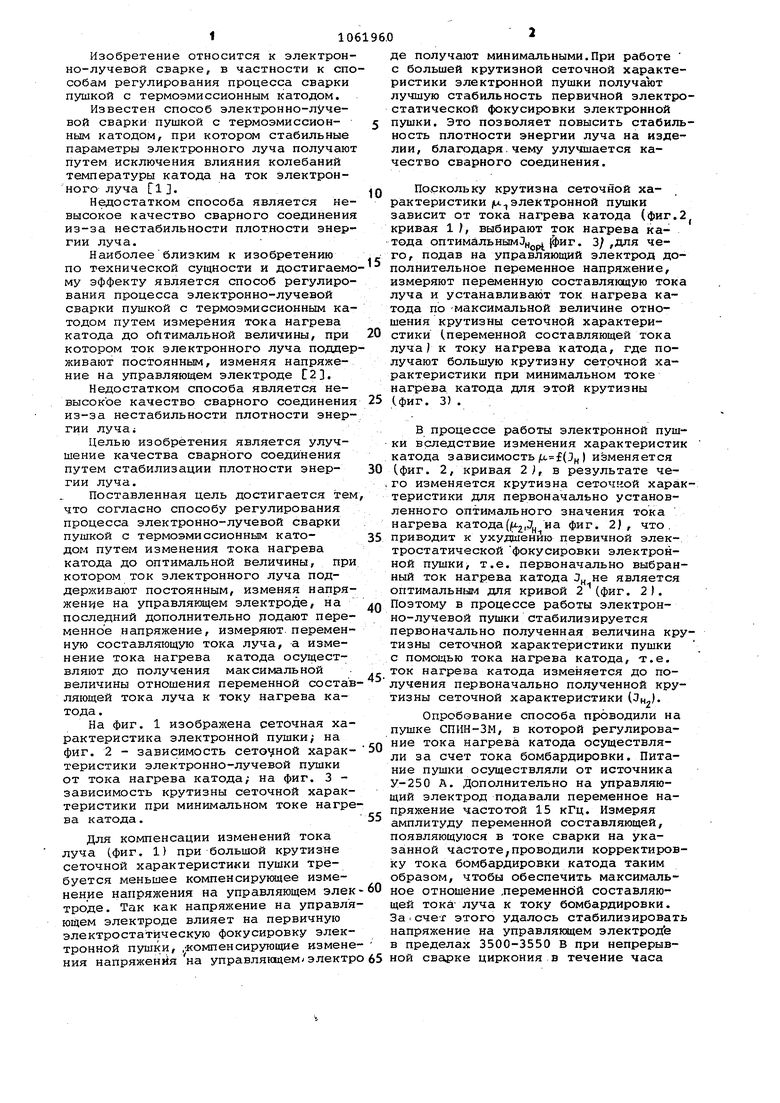
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки | 1989 |
|
SU1625623A1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2161085C1 |
| ЭЛЕКТРОННАЯ ПУШКА | 2005 |
|
RU2289867C1 |
| СПОСОБ ОТКАЧКИ ГАЗОВОЙ СРЕДЫ ИЗ ВАКУУМНОЙ КАМЕРЫ И ЭЛЕКТРОННО-ЛУЧЕВАЯ ОТКАЧНАЯ СИСТЕМА | 2024 |
|
RU2829157C1 |
| Газоразрядная электронно-лучевая пушка | 2021 |
|
RU2777038C1 |
| Способ регулирования процесса электронно-лучевой сварки | 1983 |
|
SU1133781A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТОВ МЕТАЛЛА | 2002 |
|
RU2247638C2 |
| Электронно-лучевая пушка | 1978 |
|
SU736209A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2217280C2 |
СШОСОБ РЕГУЛИРОБАНШ ПРОЦЕССА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ пушкой с термоэмнссионным катодом путем изменения- тока нагрева катода UycK - const UUcg ulJtCj до оптимальной величины, прикотором ток Электронного луча поддерживают постоянным, изменяя напряжение на управляющем электроде, о т л ич а ю щ и и с-я тем, что, с целью улучшения качества сварного соеди- , нения путем стабилизации плотности энергии луча, на управляющий электрод дополнительно подают переменное напряжение, измеряют переменную составляющую тока луча, а изменение тока нагрева катода осуществляют до получения максимальной величины отношения переменной составляющей тока луча к току нагрева катода. (Л 05 СО О5 Фиг.1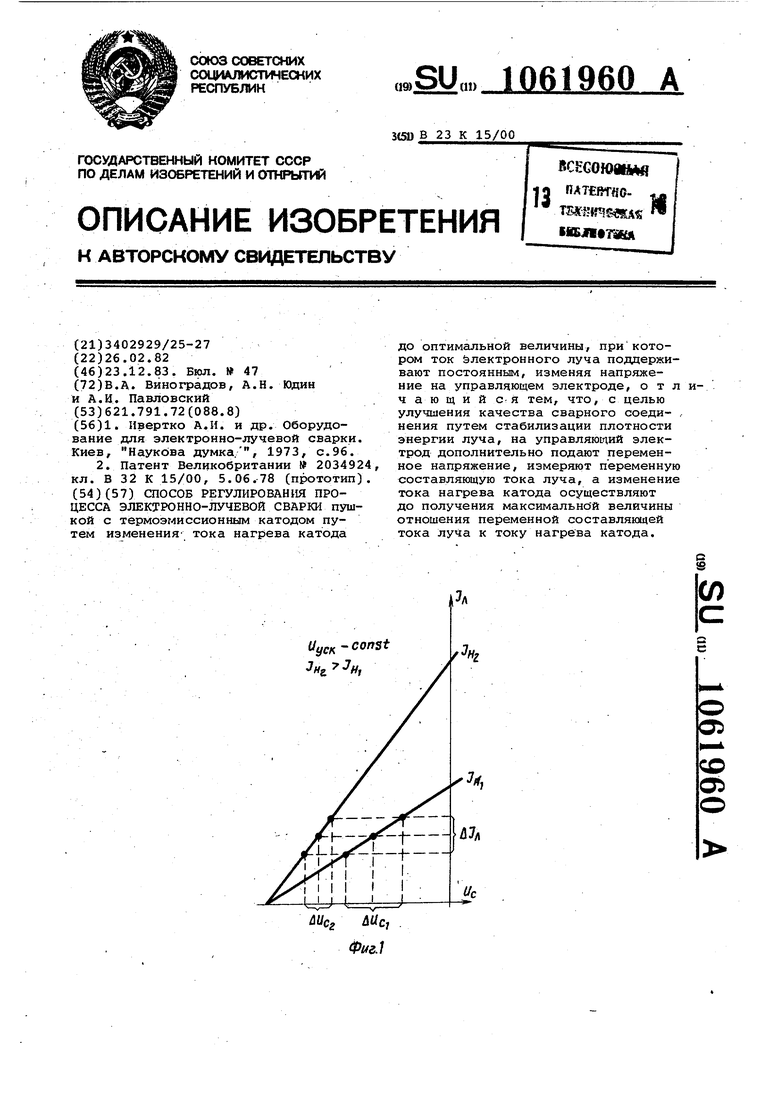
Я }
)г
k
пм
Hapi Фиг.3
Зн
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ивертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев, Наукова думка | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШТАММ STREPTOMYCES ORNATUS - ПРОДУЦЕНТ КЕРАТИНАЗЫ | 1993 |
|
RU2034924C1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
