(54) УСТРОЙСТВО ЛЛЯ ГРУППОВОЙ КЛЕПКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для групповой клепки рамных конструкций | 1980 |
|
SU884814A1 |
| Установка для групповой клепки | 1978 |
|
SU727310A1 |
| Устройство для групповой клепки | 1980 |
|
SU929297A1 |
| Устрйство для групповой клепки | 1977 |
|
SU709237A1 |
| Устройство для клепки | 1976 |
|
SU564081A1 |
| Ручной клепальный пресс | 1977 |
|
SU692666A1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИл^ П и S г^ -i*''." •'• ~: ' ''j '" ,• 'iФуЛД sJ-ii-Ki-' is^sJ | 1972 |
|
SU424650A1 |
| Устройство для групповой клепки пакетов различной толщины | 1980 |
|
SU882693A1 |
| Ручной клепальный пресс | 1980 |
|
SU904865A1 |
| Установка для клепки | 1980 |
|
SU950474A1 |

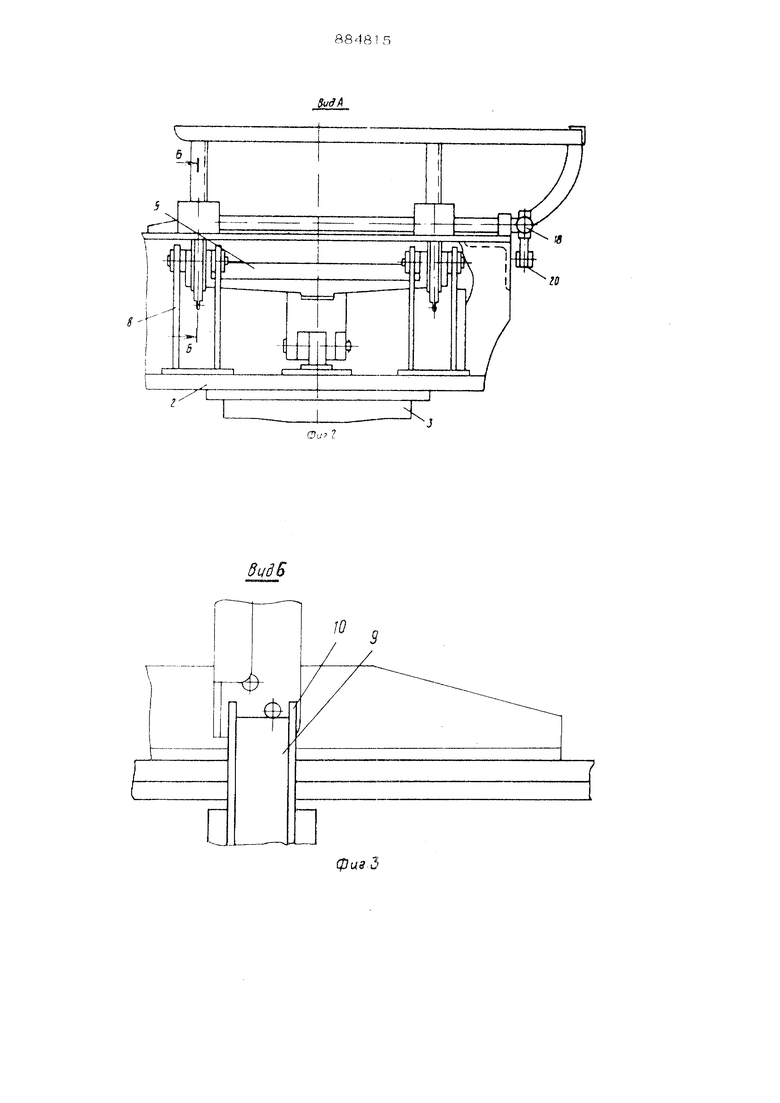
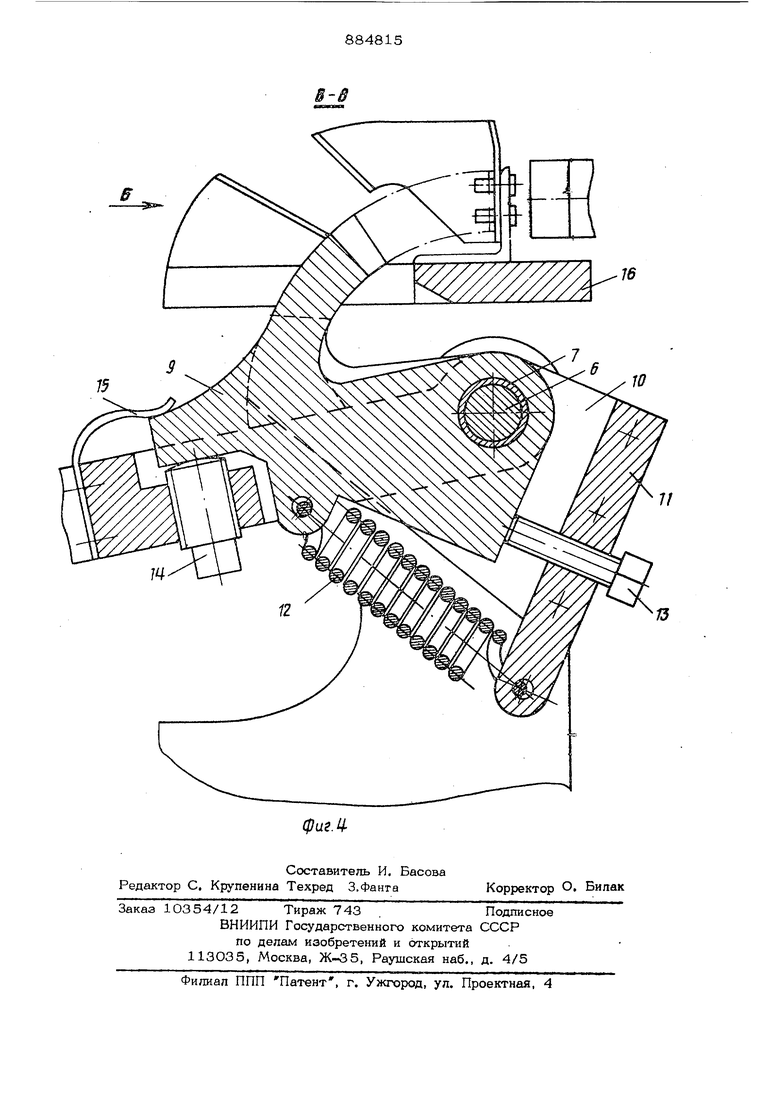
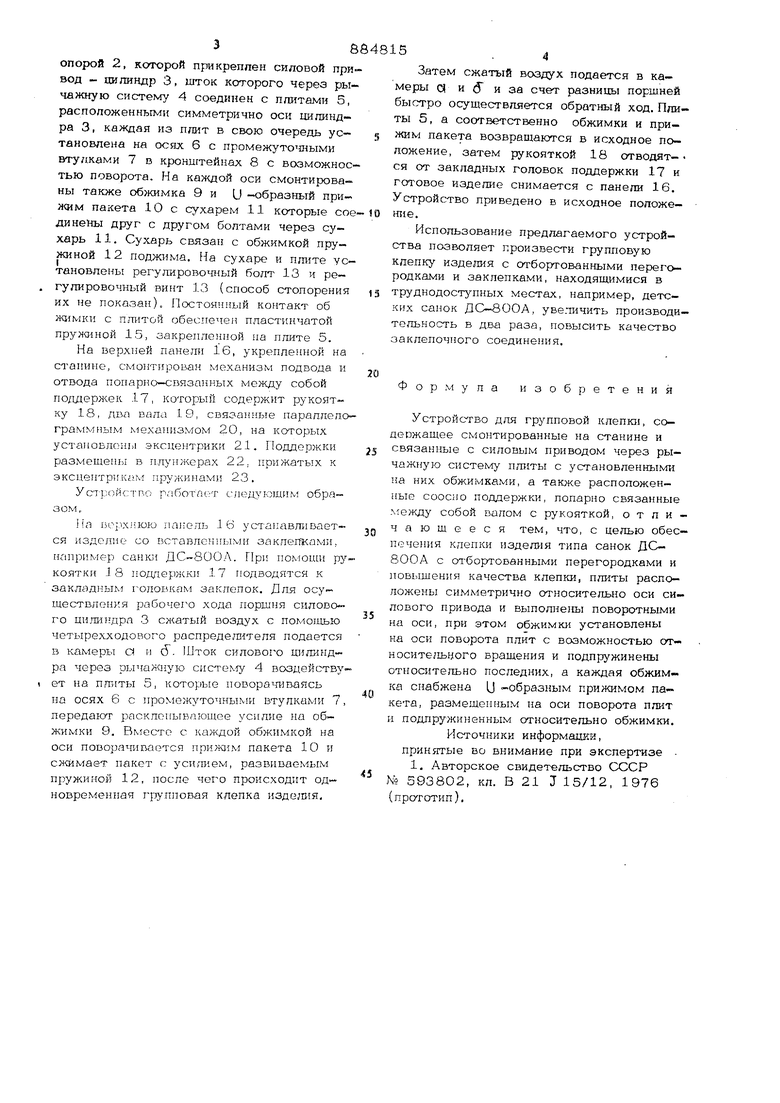
Изобретение относится к клепальносборочным работам, в частности к клепаль ному оборудованию для групповой клепки изделий, например, типа санок ДС-8ООА и может быть использовано в машиностроении и авиационной промышленности. Известно устройство для групповой клепки, содержащее смонтированные на станине и связанные с силовым приводом через рычажную систему плиты с установ ленными на них обжимками, а также расположенные соосно поддержки попарно свя занные между собой валом с рукояткой i Однако известное устройство не обеспечивает клепку в труднодоступных мес тах изделия типа санок ДС-800А с отбор тованными перегорюдками и не обеспечивает требуемого качества клепки из-за отсутствия прижима пакета. Цель изобретения - обеспечение клепки изделия типа санок ДС-80ОА с отбортованными перегородками и повьпяение качества клепки. Поставленная цель достигается за счет того, что в устройстве для групповой клепки, содержащем смонтированные на станине и связанные с силовым приводом через рычажную систему плиты с установленными на них обжимками, а также расположенные соосно поддержки, попарно связанные между собой валом с рукояткой, плиты расположены симметрично относительно оси силового привода и выполнены поворотными на оси, при этом обжимки установлены на оси поворота плит с возможностью относительного вращения и подпружинены относительно последних, а каждая обжимка снабжена U -образным прижимом пакета, размешенным на оси поворота плит и подпружиненным относительно обжимки. На фиг. 1 изображен-о устройство, общий вид; на фиг. 2 - вид А н фиг. 1; на фиг. 3 - вид Б на фиг. 4; i/a фиг. 4 разрез В-В на фиг. 2. Устройство для групповой клепки сс держит Станину 1 с укрепленной на ней 3S опорой 2, которой прикреплен силовой при вод - цилиндр 3, шток которого через рычажную систему 4 соединен с плитами 5, расположенными симметрично оси цилинд ра 3, каждая из плит в свою очередь установлена на осях 6 с промвжутошыми втулками 7 в кронштейнах 8 с возможнос тью поворота. На каждой оси смонтированы также обжимка 9 и U -образный при- жим пакета 10 с сухарем 11 которые со динены друг с другом болтами через сухарь 11. Сухарь связан с обжимкой пружиной 12 поджима. На сухаре и плите установлены регулировочный болт 13 и регулировочный винт 13 (способ стопорения их не показан). Постоянный контакт об жимки с плитой обеспечен пластинчатой пружиной 15, закрепленной па плите 5. На верхней панели 16, укрепленной на станине, смонтирован механизм подвода и отвода попарно-связанных между собой подщержек 1 {, соторый содержит рукоятку 18, два вала 19, связанные параллепо граммным механизмом 20, на которых устг1новлоиы эксцентрики 21. Поддержки размешень в плунжерах 22, прижатых к экснентриксм гфу/кинами 23. Ус-1-ройстг.о работает следующим образом, i а 1к;1хнюко панель 16 устанавлглвает- ся изде/гле со вставлениымн заклепкомн, напрнм€ р саню ДС-800Л. При номошн ру кояткн 18 поддержки 17 подводятся к закладным гоповкам заклепок. Для осуществления рабочего хода поршня силово го пилиндра 3 сжатый воздух с помощью четырехходового распределителя подается в камеры О. и (5. Шток силового цнлиндра через рычажную систему 4 воздейству ет на плиты 5, которые поворачиваясь на осях 6 с промежуточными втулками 7, передают расклепывающее усилие на обжимки 9. с каждой обжимкой на оси поворачивается прижим пакета 10 и сяшмает пакет с ycHmieM, развиваемым пружиной 12, после чего происходит одновременная г}дупповая клепка изделия. 5 Затем сжатый воздух подается в камеры d и б и за счет разницы поршней быстро осуществляется обратный ход. Плиты 5, а соответственно обжимки и прижим пакета возвращаются в исходное положение, затем рукояткой 18 отводят-ся от закладных головок поддержки 17 и готовое изделие снимается с панели 16. Устройство приведено в исходное положение. Использование предлагаемого устройства позволяет произвести групповую клепку изделия с отбортованными перегородками и заклепками, находящимися в труднодоступных местах, например, детских санок ДС-80ОА, увеличить производительность в два раза, повысить качество заклепочного соединения. Формула изобретения Устройс-тво для групповой клепки, содержащее смонтированные на станине и связанные с силовым приводом через рычажную cHCTeK-iy нлиты с установленными на них обжимками, а также расположенные соосно поддержки, попарно связанные между собой валом с рукояткой, отличающееся тем, что, с целью обеспечения клепки изделия типа санок ДС800А с отбортованными перегородками и повышения качества клепки, плиты расположены симметрично относительно оси силового привода и выполнены поворотными на оси, при этом обжимки установлены на оси поворота плит с возможностью относительного вращения и подпружинены относительно последних, а каждая обжим ка снабжена U -образным прижимом пакета, размешенным на оси поворота плит и подпружиненным относительно обжимки. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 593802, кл. В 21 J 15/12, 1976 (прототип).
r
