(54) СПОСОБ ЗАВЕРТЫВАНИЯ ШПИЛЕК
12
Изобретение относится к области машиностроения, в частности к .механо-сборочному оборудоваиию для сборки изделий, например для завертывания шиилек в базовую деталь.
Известен способ заве|ртыван я шлилек в базовую деталь, в;клк чающяй лодачу шлильки на рабочую позицию, загрузку шпильки в патрон, лодачу ;на рабочую позицию базоврй детали и заве|ртываиие шпильки 1.
Недостатком извеспнаго способа является то, что он не поз1воляет завертывать Ш1пильк1и с иена резанной перемы ч кой малой длины при многорядной установке шпилек.
Цель изобретения - оювышение производительности сборки.
Это достигается тем, что йа рабочую позицию подают технолопичеокое устройство в виде лерегрузочНОго элемента со шгаилькой, враще1ние.м шпинделя ввертывают шиильку в натрон, удаляют перегрузочный элемент, а на его место -подают базовую деталь.
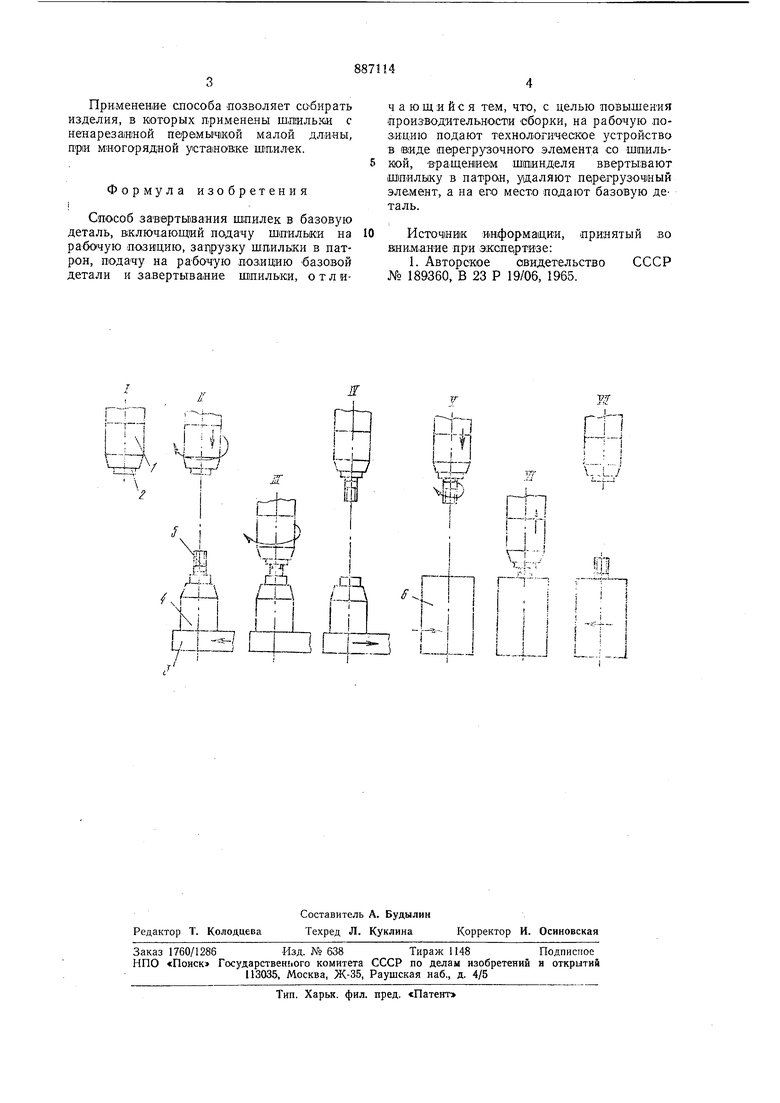
На чертеже изображена последовательлость операций способа завертывания шпилек по позициям.
Способ осуш,ествляется следующим образом.
На позиции I шпиндель 1 с патроном 2 находятся в исходном положении.
На позицию II на рабочую позицию подают технологическое устройство, состюя5 щее из шибера 3 с установленным на нем перегрузочным элементом 4, в котюром находится шпилька 5, зафиксированная от поворота BQKipyr своей оси.
На позиции III шпиндель 1 с патроном
10 2 начинает вращаться с одновременным осевым перемещением. При этом шпилька 5 ввертывается в патрон 2, а после окончания ввертывания автюматически освобождается от фиксации в перегрузочном эле15 менте 4.
На позиции IV шпиндель 1 со шпилькой 5 возвращается в исходное положение, а щибер 3 с перегрузочн.ым элементам 4 удаляют с рабочей позиции,
20 На позиции V на рабочую позицию подают базовую деталь 6, шпиндель 1 со шпилькой 5 опускается и завертывает шпялыку 5 в базовую деталь 6.
На позиции VI, шэсле акончавия
25 тывания шпильки 5, происходит автоматическое освобождение шпильки 5 из патрона 2 и подъем шпинделя 1 в исходное положение.
На позиции VII базовая деталь 6 со
30 шпилькой 5 удаляется с ра бочей позиции. Применение способа позволяет собирать изделия, в которых применены шлильки с ненарезаганой перемычкой малой длины, при многорядной ycTaiHOBiKe ,иЛек. Формула изобретения Способ заВертыяания шпилек в базовую деталь, включ-ающий подачу шпильки на рабочую позицию, запрузку шпильки в патрон, подачу на рабочую поз,ицию базовой детали и завертывание шпильки, о т л ичающийся тем, что, с целью повышения производительности оборки, на рабочую .позицию подают технологическое устройство в киде перегрузочного элемента со шеилькюй, Врашением шпинделя ввертывают шиильку в патрон, удаляют пе|регрузоч1ный элемент, а на его место подают базовую деталь. Исто:Ч1НИ1К йнформащии, принятый во ани,м,ание при экспертизе: 1. Авторское овидетельство СССР № 189360, В 23 Р 19/06, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для завертывания шпилек | 1979 |
|
SU841894A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ ШПИЛЕК | 1973 |
|
SU433007A1 |
| Патрон для завертывания шпилек | 1974 |
|
SU578183A1 |
| Патрон для завертывания шпилек | 1970 |
|
SU374004A1 |
| Сборочная машина | 1975 |
|
SU557905A1 |
| ВСЕСОЮЗНАЯ I^Ti^ins-iis^^:!;^З'^^О'^'^НА IИ. О. Халвашн | 1971 |
|
SU305984A1 |
| ПАТРОН ДЛЯ ЗАВЕРТЫВАНИЯ ШПИЛЕК | 1971 |
|
SU288966A1 |
| ИОТЕКЛ j..TiRVJ-ll | 1971 |
|
SU314620A1 |
| Патрон для завертывания шпилек | 1990 |
|
SU1738632A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ ШПИЛЕК | 1970 |
|
SU282905A1 |
W
r.
М
ш
.L
J,J
