,1
Изобретение относится к сборке машин и может быть использовано для автоматизации сборочных работ.
Известны автоматы для завертывания шпилек в базовую деталь, снабженные шпинделями по числу одновременно завертывае.мых шпилек, механизмами их ноштучной выдачи и ориентации и нриводами указанных механизмов, выполненными в виде силовых цициндров.
С Целью упрощения конструкции путем уменьшения числа приводов механизм ориентации шпилек связан со штоком силового цилиндра носредством втулки с винтовым пазом, а механизм поштучной выдачи шпилек - с механизмом ориентации посредством линейки с конирным пазом.
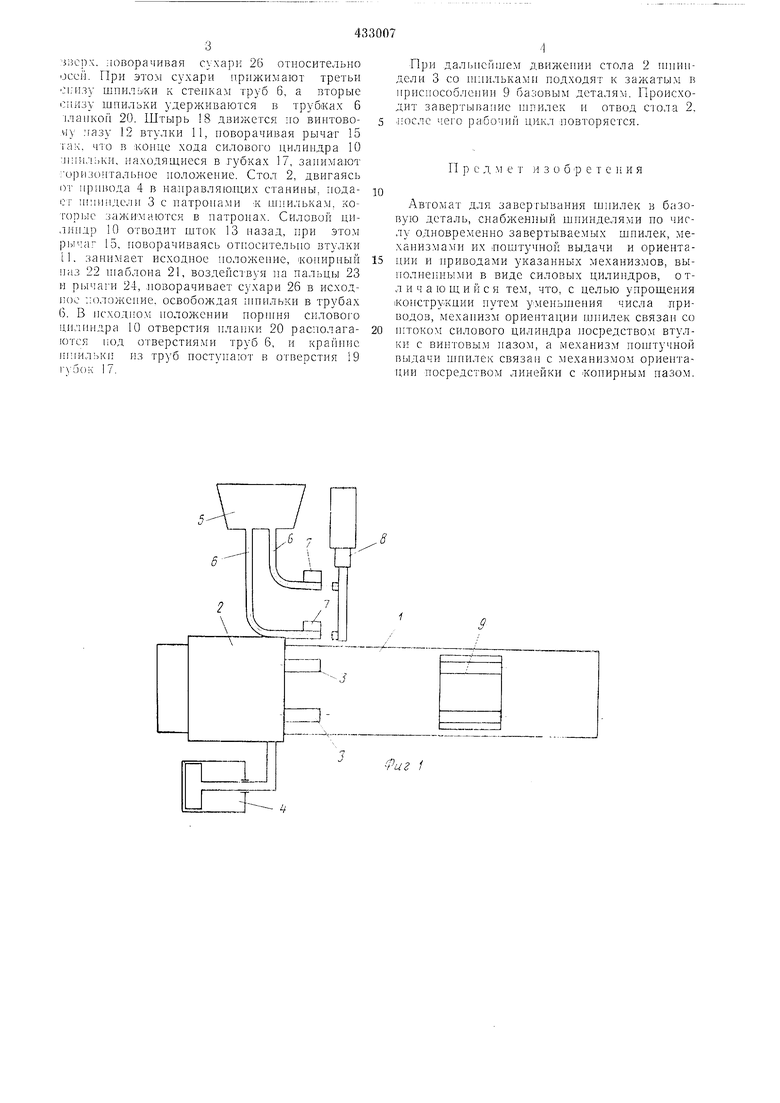
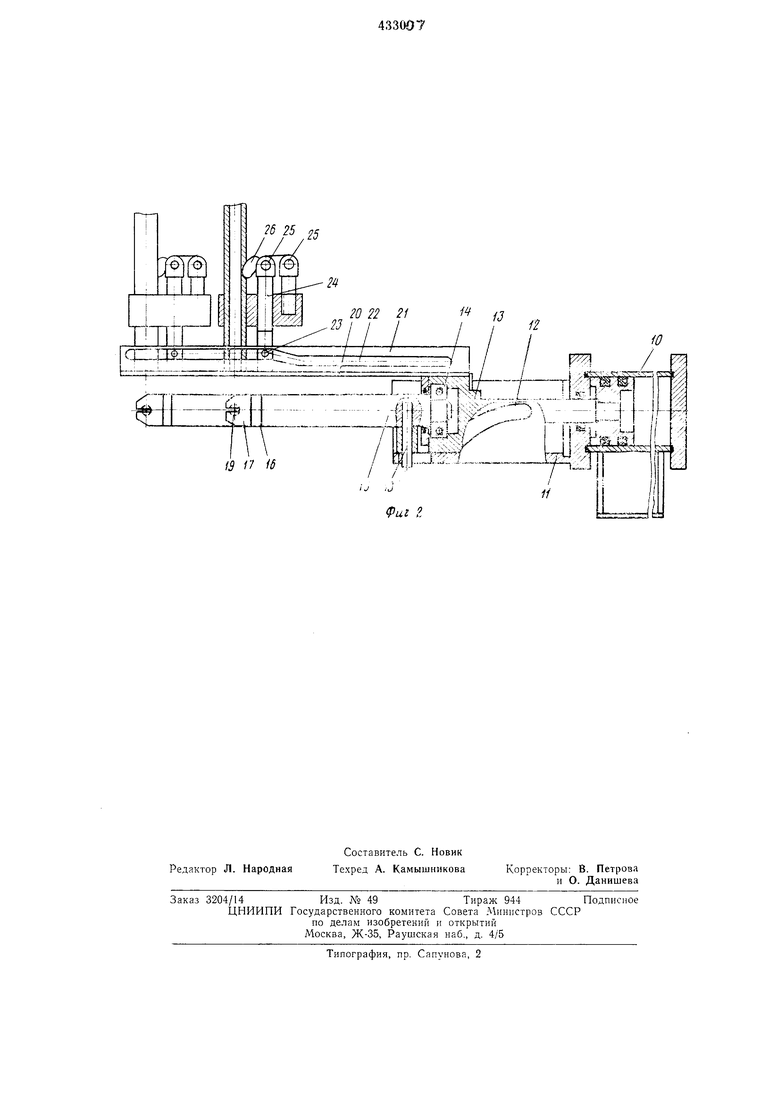
:На фиг. 1 изобралсен автомат, общий вид; на фиг. 2 - Мехапизм ориентации и поштучной выдачи шпилек.
Автомат состоит из смонтированного на станине 1 стола 2, несуш,его шпиндели 3 с патронами и имеющего привод 4, бункера 5, гравитационных труб 6, отсекателей 7, закрепленных на нижних концах труб; механизма 8 ориентации и механизма поштучной выдачи шпилек в рабочую зону, приспособления 9 для крепления деталей.
Механизм 8 ориентации снабжен силовым цилиндром 10, неподвижно закрепленным на
станине 1. 1 передней крышке цилиндра прикреплена неподвижная втулка 11 с винтовым пазом 12. Внутри втулки расположен шток 13, па переднем конце которого па подшипнике 14 смонтирован рычаг lo, к последнему прикреплены клещевые захваты 16 со взаи.мно подиружннепнымц губкамп 1/, п штырь 18, входящи в впнтовоп наз 12 в1улкп li.
В губках Г/ имеются глухие отверстия 19. Ма штоке 13 закреплены также планка 20 с отверстиями и шаблон 21 с копирным пазом 22, в KOTOpbiii входят пальцы 23 механизма поштучной выдачи шпилек, закрепленные в рычагах 24 отсекателей 7. Рыгачи 24 осями 25 связаны с сухарями 26, которые входят в пазы труб 6.
Автомат работает следующим образом.
Шнпльки из бункера о поступают по гравитационным трубам б в вертикальном положении к механизмам ориентации п поштучно) выдачи шпилек и подачи их в рабочую зону. В исходном положении шток 13 силового цилиндра 10 и рычаг 15 находятся в крайнем правом положении. При этом глухие отверстия 19 губок 17 располагаются нод трубами 6. Крайние шлильки заскакивают в отверстия 19 губок 17 и удерживают весь ряд шпилек в трубах. Поршень силового цилиндра 10 идет вперед (к шппнделям 3), паз 22 шаблона 21, воздействуя па пальцы 23, поднимает их
3
iBoiix. поворачивая cy.xapii 26 относительно осей. При этом сухари прижимают третьи cini.iy шпильки к Степкам труб 6, а вторые снизу шпильки удерживаются в трубках 6 ьлапкоп 20. Штырь 18 движется по винтовоviy пазу 12 втулки 11, поворачивая рычат 15 так. что в конце хода силового цилиндра 10 ппи,, на.ходящиеся в тубках 17, занимают :орпзонтальпое положение. Стол 2, двигаясь от привода 4 в направляю.щих станины, подаi:r П1ПППДСЛН 3 с патронами К шпи.тькам. которые зажимаются в патронах. Силовой цилипдр 10 отводит шток 13 назад, при этом рычаг 15, поворачиваясь относительно втулки 11, занимает исходное полон ение, «онирпый паз 22 Н1аблопа 21, воздействуя на пальцы 23 и рычаги 24, цоворачивает сухари 26 в исходнос положеиие. освобождая пшпльки в трубах (). В псходно.м ноложении порпшя силового цпл1п-1дра 10 отверстия нланки 20 располагаются нод отверстиями труб 6, и Kpaiinne 1ппильки из труб поступают в отверстия 19 гхбок 17.
i
Прн дальпепшем движении стола 2 гнниндели 3 со нп1ильками подходят к зажатым в приспособлении 9 базовым деталям. Происходит завертывапие ншилек и отвод стола 2, после чего рабочнй цикл повторяется.
Г1 р с д м е т и 3 о б р е т с и и я
Автомат для завергывания шпилек в базовую деталь, снабженный шпинделями ио числу одновременно завертываемых шпилек, механизмами их поштучной выдачи и ориентации и приводами указанных механизмов, выполненными в виде силовых цилиндров, отличающийся тем, что, с целью упрощения конструкции путем уменьшения числа приводов, механизм ориентации нлшлек связан со HITOKOM силового цилиндра носредством втулки с винтовым пазом, а механизм поштучной выдачи шпилек связап с механизмом ориентации посредством линейки с конирным пазом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2006 |
|
RU2323077C2 |
| Автомат для сборки резьбовых соединений | 1978 |
|
SU751565A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Устройство для сборки шарнирного соединения секаторов | 1983 |
|
SU1271702A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для изготовления пакетов магнитопровода и сборки их с валом | 1973 |
|
SU562900A1 |
i9 /7 16
