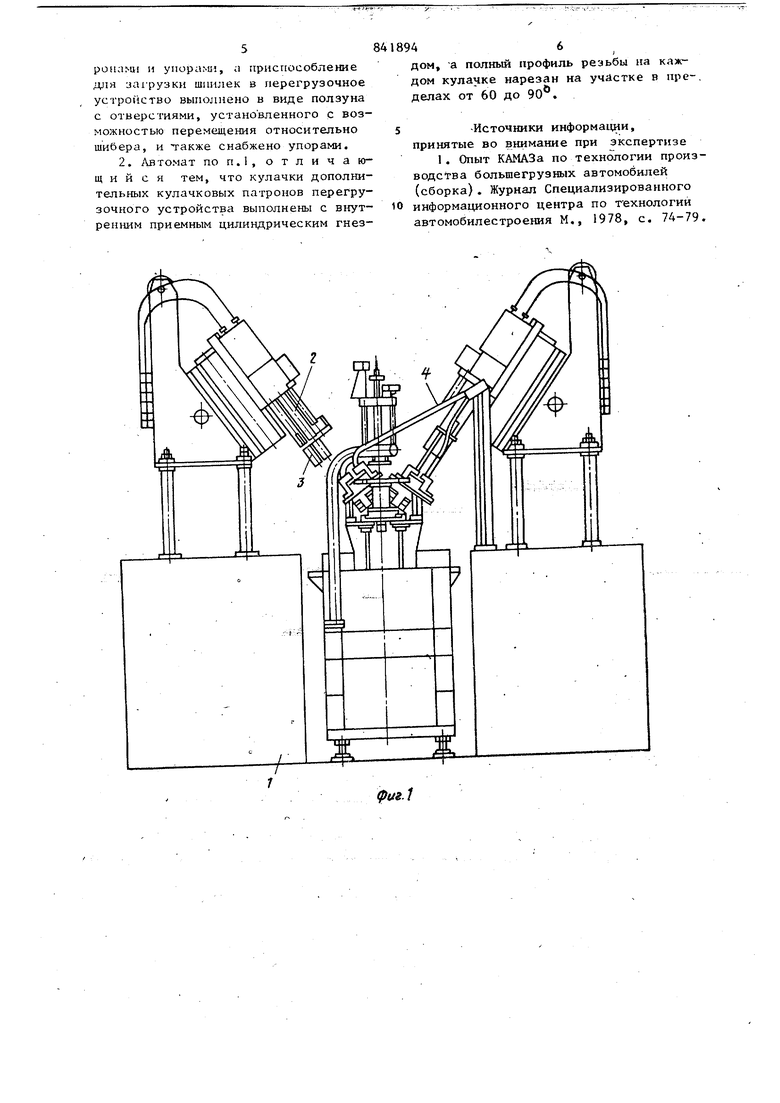
устройство и приспособление дпя загрузки шпилек в это устройство из накюпителя 4, Перегрузочное устройство содержит шибер 5 и дополнительные патроны 6 (по количеству шпинделей), аналогичные патронам 3, но с некоторыми конс руктивными особенностями. Шибер 5 размещен в направлякщей 7, жестко связанной со станиной 1. Жесткие регулируемые упоры 8 и 9 име ют возможность взаимодействовать ,с ползуном 10 приспособления для загрузки. Ползун 10 содержит отверстия а для прохода шпилек и размещен в пазу стойки 11, Перемещение ползуна 10 ограничивают жесткие упоры 12 и 1 Дополнительный кулачковый патрон содержит корпус 14, два по)вижных ку лачка 15, штифт 16, ось 17 и оседерж тель 18. Внутри кулачков 15 выполнен приемное гнездо с отверстием, нескол ко большим диаметра шпильки, и корот кая резьбовая часть, на которой полный профиль резьбы составляет 60-90 на каждом кулачке. Длина резьбовой части 5-6 мм. В кулачках 15 установлен подпятник 19, торец которого предназначен для ограничения завертывания шпильки в кулачки 15 и располагается цр. 2-3 йиже, чем нижний торец шпильки, ввер нутой в изделие 20. Кулачки 15 поджимаются пружиной 21. Перегрузочное устройство и приспо собление для загрузки приводятся в действие пневмоцилиндром 22. Автомат работает следугацим образо Шпильки, попадая в трубчатый нако питель 4, самотеком падают вниз и устанавливаются столбиком. При этом нижняя шпилька своим торцом опирается наплоскость ползуна 10 приспособ ления для загрузки. Шибер 5 с патронами 6, в которые заранее загружены шпильки, перемещается пневмоцилиндром 22 из зоны загрузки в рабочую зону. При движении шибера 5 упор 8, зак репленный на нем, перемещает ползун 10 по стойке II до упора 12, при этом ;ОТверстия а- в ползуне 10 устанавливаются соосно с отверстиями трубчатых накопителей 4 ишпильки попадают в отверстия О до упора своими нижними торцами в стойку 11. Когда шибер 5 занимаег крайнее левое положение в рабочей зоне, шпин841894дели 2 с вращающимися патронами 3 опускаются к патронам 6. При соприкосновении кулачков патрона 3 со шпилькой, последняя ввертывается в патроны 3 и 6 до упора в одном из шх. Затем шпиндели 2 возвращаются в исходное положение, при этом в начале перемещения кулачки 15 патрона 6 раскрываются, таккак полный профиль резьбы на них выполнен не по всему периметру, а на участке 60-90 з и сила удержания шпильки в кулачках патрона 6 меньше, чем в кулачках патрона 3, поэтому шпилька в патроне 3 поднимается в верхнее положение. Когда шпиндели 2 со шпильками в патронах 3 занимают верхнее исходное положение, дается команда на отвод перегрузочного устройства в исходное положение. Во время движе 1ия шибера 5 его упор 9 перемещает ползун 10 с находящимися в его отверстиях а шпильками. В крайнем правом положе1Ши ползуна 10 и шибера 5 отверстия а совпадают с oтвepcтия щ в стойке 11 и с осями патронов 6. Шпильки проваливаются из ползуна в гнезда патронов 6.. Затем в рабочую зону подается изделие 20. Шпиндели 2 с вращающимися патронами 3 перемещаются из верхнего положения к изделию 20 и завертывают в нем шпильки до требуемой глубины. Отключение патронов 3 производится от индивидуальных конечных выключателей. Шпиндели 2 с патронами 3 возвращаются в исходное верхнее положение, изделие удаляется из рабочей зоны и цикл повторяется. Формула изобретения 1. Автомат для завертывания шпилек, содержащий станину с установленными на ней направляющей и шпинделями с патронами, каждый из которых имеет корпус, внутренние подпружиненные кулачки с резьбовой Частью и подпятник, трубчатые накопители, перегрузочноеустройство и приспособление для загрузки шпилек в перегрузочное устройство, отличающийся тем, что, с целью расширения технологических возможностей, пе)егрузочное устройство выполнено в виде шибера, установленного на напрлвляющен, и снабжено допол «тельш,1мя куллчкокыми патpofiaNUi и упорам, а приспособление для загрузки шпилек в перегрузочное устройство выполнено в виде ползуна с отверстиями, установленного с возможностью перемещения относительно шибера, и также снабжено упорами.
2,. Автомат поп.1, отличающийся тем, что кулачки дополнительных кулачковых патронов перегрузочного устройства выполнены с внутрепним приемным цилиндрическим гнез418946
дом, а полный профиль резьбы на каждом кулачке нарезан на участке в про-, делах от 60 до 90.
5 -Источники информации,
принятые во внимание при экспертизе
1. Опыт КАМАЗа по технологии производства большегрузных автомобилей (сборка). Журнал Специализированного 10 информационного центра по технологии автомобилестроения М., 1978, с. 74-79.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Механизм распределения шпилек к сборочному автомату | 1983 |
|
SU1180223A1 |
| Устройство для ориентации резьбовых шпилек | 1976 |
|
SU729031A1 |
| Патрон для завертывания шпилек | 1974 |
|
SU578183A1 |
| Способ завертывания шпилек | 1979 |
|
SU887114A1 |
| Шпиндель многошпиндельного шпильковерта | 1980 |
|
SU967769A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ ШПИЛЕК | 1970 |
|
SU282905A1 |
| ИОТЕКЛ j..TiRVJ-ll | 1971 |
|
SU314620A1 |
| Патрон для завертывания шпилек | 1970 |
|
SU374004A1 |
| Патрон для завертывания шпилек | 1983 |
|
SU1127756A1 |


