6 MiM, при производительности 1800 кг/ч перепад да1влений достигает 145 кг/см.
В устройстве сра-батывают аварийные предохранители, остапавливающие подачу расплава к решетке. Это -приводит к значительному .простою оборудования и снижению качества грапулята.
Целью изобретения является снижение сопротивления течению расплава для повышения атраизводительно:ст,и устройства.
Поставленная цель достигается тем, что Б устройстве для гранулирования термопластичных Полимерных мате:риалов, содержащем камеру гранулирования, вьшолнеиную в виде -полого цилиндрического корлуса с вьгполненным.и в нем формующкми отверстиями, установленную 1внутри корпуса режущую .головку с ножам.и, привод для ее вращения и систему подачи охлаждающей среды, в корпусе вдоль его образующей БЫполнены каналы для подачи обогревающей среды, со©динвн.ные между со-бой последовательно, а фор.мую1Щие отверстия выполне.ны между смежными каналами, л.ричем отношение высоты цилиндрической части формующих отверстий к ее радиусу определяется по следующему соотношению:
L /{,1А.(/У.-г; У|
R )
где Ki (rt-f3) - безраамериый коэффициент;L - высота Цилиндрической части
формуюЩ.их отверстий, м; R - радиус формующих отверстий, м; QI - объемный расход расплава, Л - мощность привода, Вт; Т - коэффициент полезного действия; W - число фо.р|Мук щи.х отверстий в
решетке экстр уд ер а; п - показатель степени реологического уравнения состояния (.«. 10), безразмерная величина;
|i(7) - .коэффициент консистенции при температуре гранулирования, н. с. .
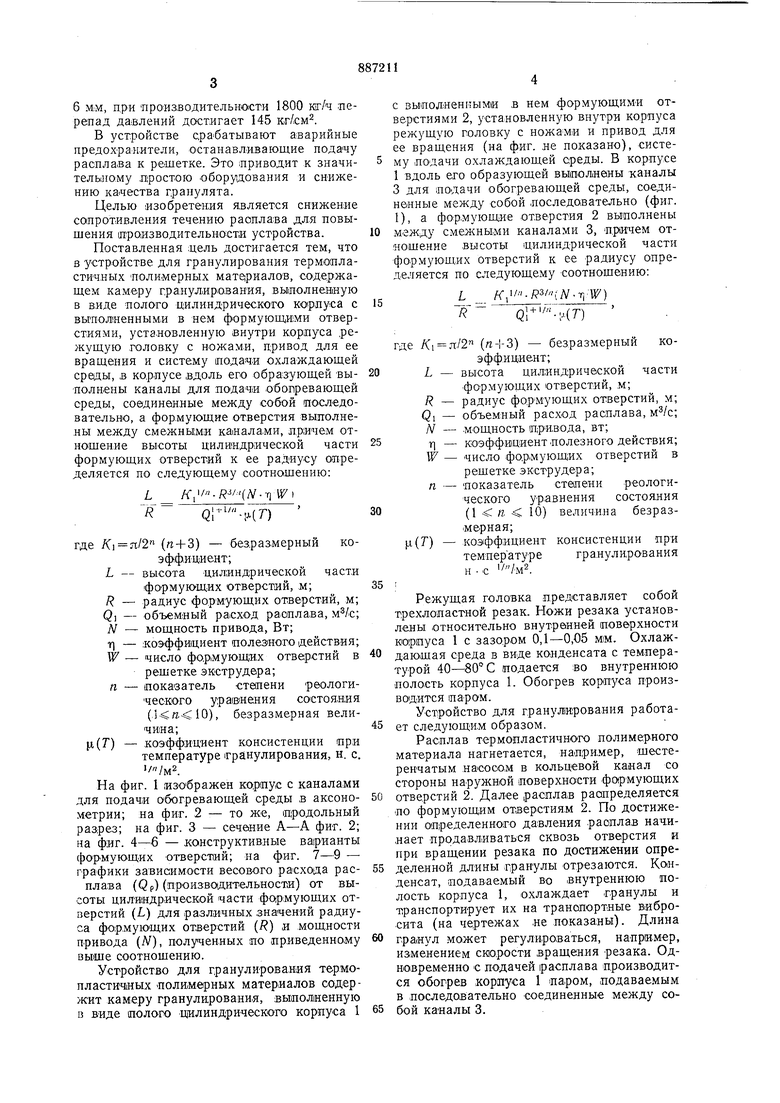
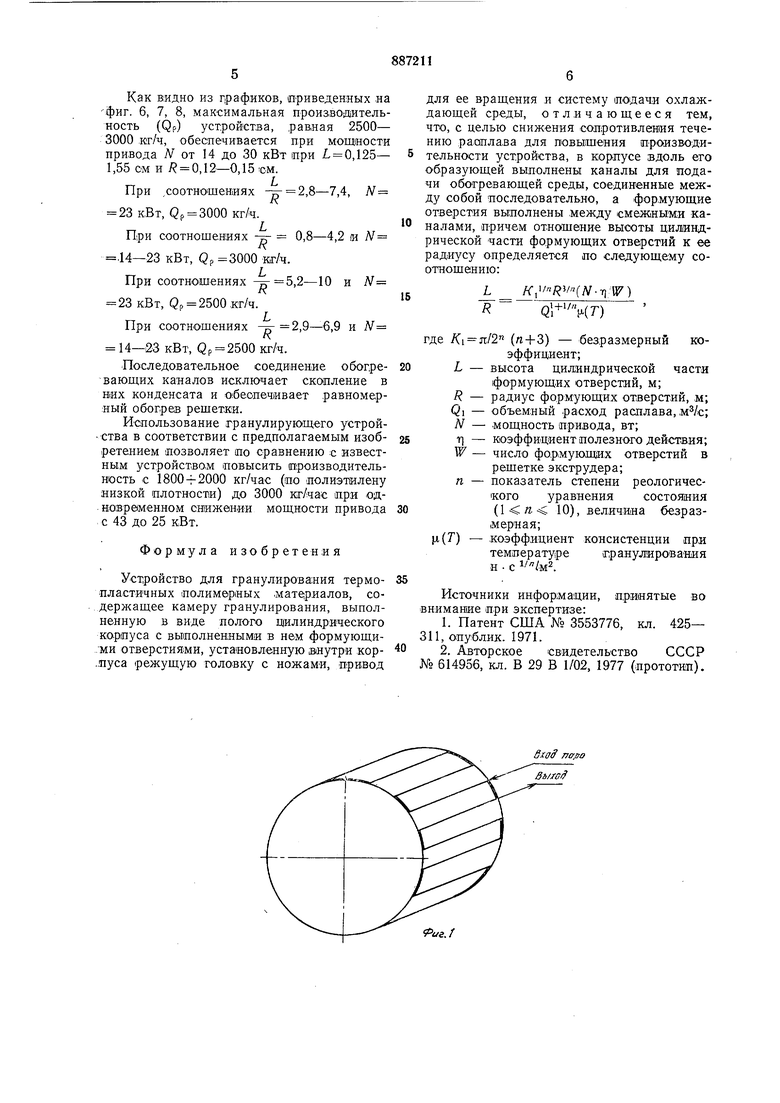
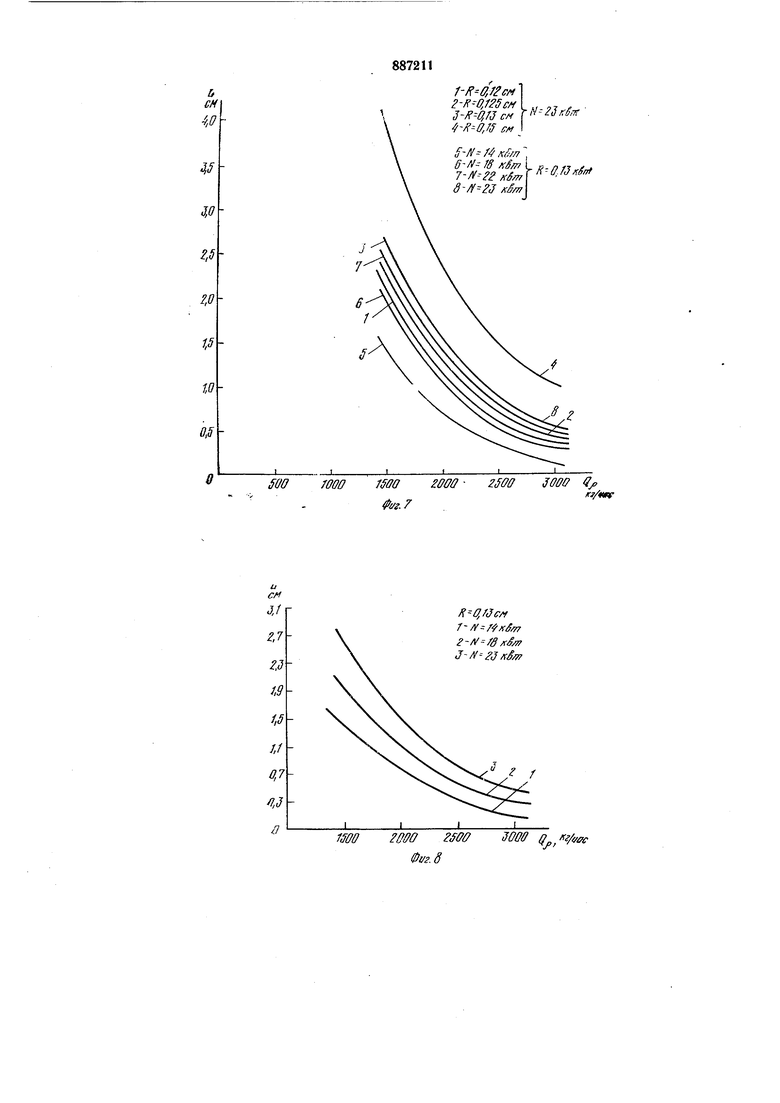
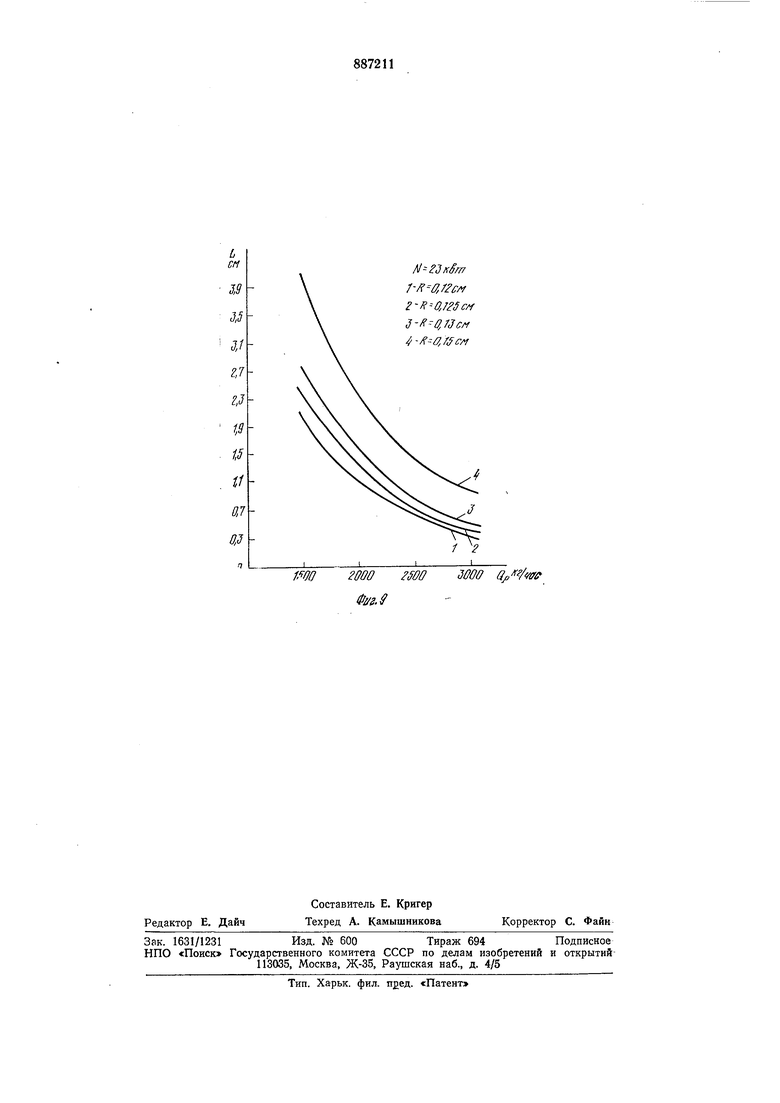
На фиг. 1 изображен корпус с каналами для подачи обогревающей среды в аксонометрии; .на фиг. 2 - то Же, продольный разрез; на фиг. 3 - сечение фиг. 2; на фиг. 4-6 - конструктивные варианты формующих отверстий; на фиг. 7-9 - графики зависимости весового расхода расплава (Qp) (производительности) от высоты цилиндрической части формующих отверстий (L) для различных .значений радиуса фор.мующих отверстий (R) и мощности привода (Л), полученных по приведенному выше соотношению.
Устройство для гранулирова.Н1ИЯ термопластичных полиме1рных матер.иалов содержит камеру гранулирования, выполненную в виде полого цилиндрического корпуса 1
с выпол.ненкыМ1И в нем формующими отверстиями 2, установленную внутри корпуса режущую головку с ножами и пр.ивод для ее вращения (на фиг. .не показано), систему подачи охлаждающей среды. В корпусе 1 вдоль его образующей выполнены каналы 3 для подачи обогревающей среды, соединенные между собой последо;вательно (фиг. 1), а фор.мующие отверстия 2 выполнены между смежными каналами 3, п.ричем от.ношение высоты |цил.индрической части формующих отверСтий к ее радиусу определяется по следующему соотношению:
J, K,(N-riW)
где /(i jT/2 (tt-i-3) - безразмерный коэффициент;L - высота цилиндрической части
формующих отверстий, .м; R - радиус фо.рмующих отверстий, м; Q - объемный расход расплава, N - .мощность привода, вт; Т - коэффизциент полезного действия;
W - число фо.рмующих отверстий в
решетке экс тру дер а; п - показатель степени реологического уравнения состояния (1 /г 10) величина безразмерная;
|.1(Г) - коэффициент консистенции при температуре гранулирования
н . с .
Режущая головка представляет собой трехлопастной резак. Ножи резака установлены относительно внутренней поверхности корпуса 1 с зазо.ром 0,1-0,05 мм. Охлаждающая среда в виде конденсата с температурой С подается во внутреннюю полость корпуса 1. Обогрев корпуса производится паром.
Устройство для гранулирования работает следующим образом.
Расплав термопластичного полимерного материала нагнетается, например, шестеренчатым .насосом в кольцевой канал со стороны наружной поверхности фо1рмующих
отверстий 2. Далее расплав распределяется по формующим отверстия.м 2. По достижении определенного давления .расплав начинает продавливаться сквозь отверстия и при вращении резака по достижении определенной длины гранулы отрезаются. KoiH.денсат, подаваемый во внутреннюю полость корпуса 1, охлаждает гранулы и транспортирует их на транспортные вибросита (на чертежах не показаны). Длина
гранул может регулироваться, например, изменением скю.рости вращения резака. Одновременно с подачей расплава производится обогрев корпуса 1 паром, подаваемым в последовательно соединенные между собой каналы 3.
Как в:идно из графиков, приведенных -на фиг. 6, 7, 8, максимальная производительность (Qp) устройства, равная 2500- 3000 , обеспечивается при мощности привода N от 14 до 30 кВт при Z,0,125- 1,55 см и / 0,12-0,15 см.
2,8-7,4, Л
При .соотношениях
К 23 кВт, Qp 3000 кг/ч.
При соотношениях -yj- 0,8-4,2 и Л
А
.14-23 кВт, QP 3000 кг/ч.
и N
При соотношениях ,2-10 23 кВт, Qp 2500,кг/ч.
При соотношениях -5- 2,9-6,9 и Л 1
14-23 кВт, Qp 2500 кг/ч.
Последовательное соединение обогревающих каналов исключает скопление в них конденсата и обеспечивает равномерный обогрев решетки.
Использование гранулирующего устройства в соответствии с предполагаемым изобретением позволяет по сравнению с известным устройством повысить производительность с 1800---2000 кг/час (по полиэтилену низкой плотности) до 3000 кг/час при одновременном снижении мощности привода с 43 до 25 кВт.
Формула изобретения
Устройство для гранулирования термопластичных полимерных .матфиалов, содержащее камеру гранулирования, выполненную в виде полого цилиндрического корпуса с выполненными в нем формующи.ми отверстиями, установленную В(Нутри кор.луса режущую головку с ножами, привод
для ее вращения и систему подачи охлаждающей среды, отличающееся тем, что, с целью снижения сопротивления течению расплава для повышения производительности устройства, в корпусе вдоль его Образующей выполнены каналы для подачи обогревающей среды, соединенные между собой последовательно, а формующие отверстия выполнены между смеж1ным;и ка0налами, причем отношение высоты цилиндрической части формующих отверстий к ее радиусу определяется по следующему соотнощению:
L K,(N--riW)
5
R Ql+V(r)
где /Ci n/2 (n+3) - безразмерный коэффициент;
L - высота цилиндрической части
0 формующих отверстий, м;
R - радиус формующих отверстий, м;
QI - объемный расход расплава, м%;
N - мощность привода, вт;
коэффициент полезного действия;
5
Ц
W число формукшщх отверстий в решетке эксгрудера; показатель степени реологичесп - кого уравнения состо5шия ( 10), величина безразмерная;
1(7) - коэффициент консистенции при температуре (Гранулирова ния н . с .
35
Источники информации,
принятые во внимание при экспертизе:
1.Патент США № 3553776, кл. 425- 311, опублик. 1971.
2.Авторское свидетельство СССР № 614956, кл. В 29 В 1/02, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Безлопастной радиальный центробежный компрессор | 2018 |
|
RU2697244C1 |
| Погружное устройство для гранулирования термопластов | 1987 |
|
SU1720868A1 |
| Способ определения теплогидравлических характеристик пучка тепловыделяющих стержней | 1982 |
|
SU1091744A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО АЛЮМОСИЛИКАТНОГО ВОЛОКНА | 2001 |
|
RU2180892C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЖИДКОСТИ | 2007 |
|
RU2381051C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМОТЕРМИЧЕСКОГО ЦЕНТРОБЕЖНОГО ВОССТАНОВЛЕНИЯ И РАЗДЕЛЕНИЯ ХИМИЧЕСКИХ ВЕЩЕСТВ ИЗ РУДЫ В ГРАВИТАЦИОННОМ ПОЛЕ | 2020 |
|
RU2758609C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ КЛЕЕВЫХ ТЕРМОПЛАСТИЧНЫХ ПОЛИУРЕТАНОВ | 1994 |
|
RU2080260C1 |
| Способ гранулирования термопластичныхпОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU804462A1 |
| УСТРОЙСТВО ДЛЯ ДЕГАЗАЦИИ ЖИДКИХ СРЕД | 2020 |
|
RU2742558C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ПРИТОКА И ПАРАМЕТРОВ ОКОЛОСКВАЖИННОГО ПРОСТРАНСТВА В МНОГОПЛАСТОВОЙ СКВАЖИНЕ | 2009 |
|
RU2505672C1 |
/ff/ ncf.ao йь/faff
fue,f
,- -/i
фиг.З
P
1/7Л I Y///, W.
Фиг.
mo ffffff гвоо - zsoo 3001 4
00
WO
/-/ --/// 1 2-K-0,125cff.. „ . . ,73 сн ,r
O,rff fM
/;V/- Г8 KSfn L D-nf-,,,; 7-flf 2 //vj
. If/ w
. 7
,fJc-fi
/-/K-Vl A /jy
2f/ /8ffS/7f
J- jKeff
г f
UOOff QJ,кг/y
20ffO fffff Фиг. 8
L CM
3,9 3,5 3,1 2J f,J 1,9 1,5 11 0,7 0,3
M Jfffm f-/f--ff, Z-K OJ25cff 3-K-0,rjcM (,rfcfi
3000
гт г500 Фуг.
