1
Изобретение относится к -машинй- строению и может быть использовано для сборки зубчатых передач. ,
Известен способ сборки зубчатых передач, при котором контролируют скрепщвание осей зубчатых колес с помощью прецизионного уровня, устанавливаемого через призму на шейки валов обмеряемых колес, замеряющего углы наклона шеек к горизонту. Разница замеренных углов является фактором, устанавливающим наличие скрещивания .
Известный способ обладает ограниченной точностью, поскольку не учи- тьшает погрешности наклона зу.бьев сопрягаемых колес.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ сборки зубчатой пары, заключанящйся в том, что зубчатую пару нагружают, определяют величину скрещивания осей зубчатых колес и корректируют положе ние одного из колес до ноъшнального, которое фиксируют, после чего осуще-. ствляют демонтаж этого колеса вместе с опорами, регулируют другие параметры опор при сохранении зафиксированного номинального положения
V Ч
колеса и осуществляют сборку 2J.
Недостатком способа является на- личие погрешности сборки.
Цель изобретения - уменьшение погрешностей сборки за счет обеспечения равномерностиjраспределения нагрузки по ширине зубчатых венцов
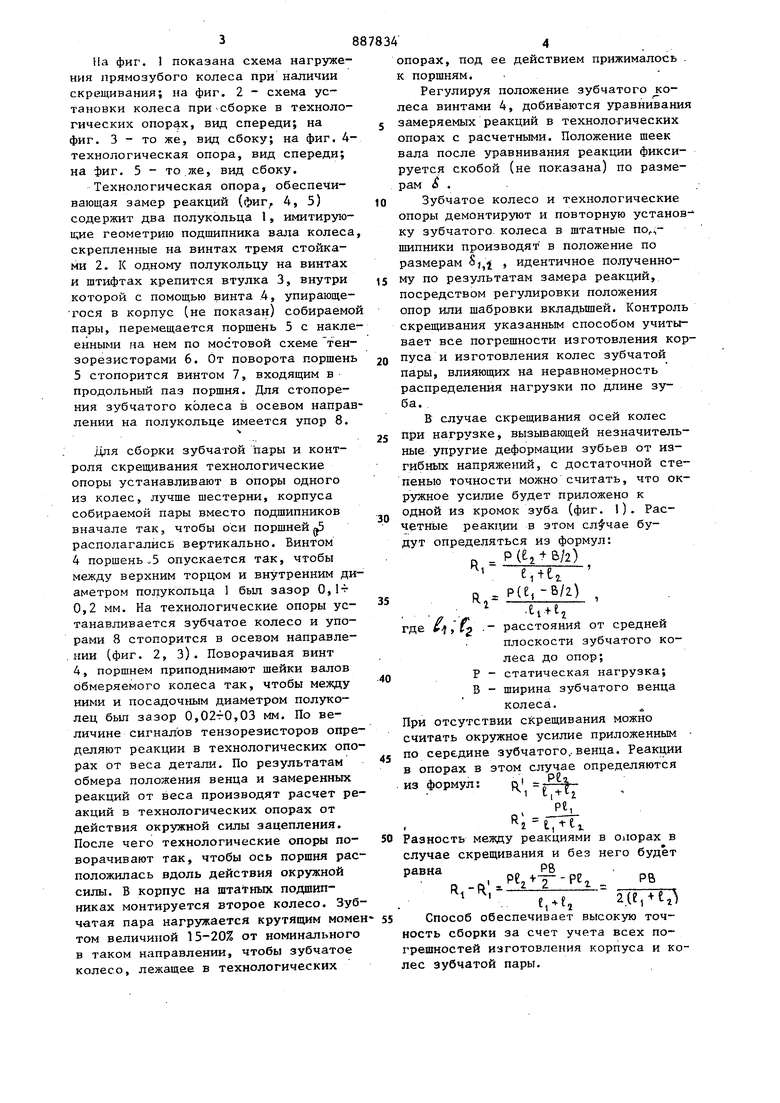
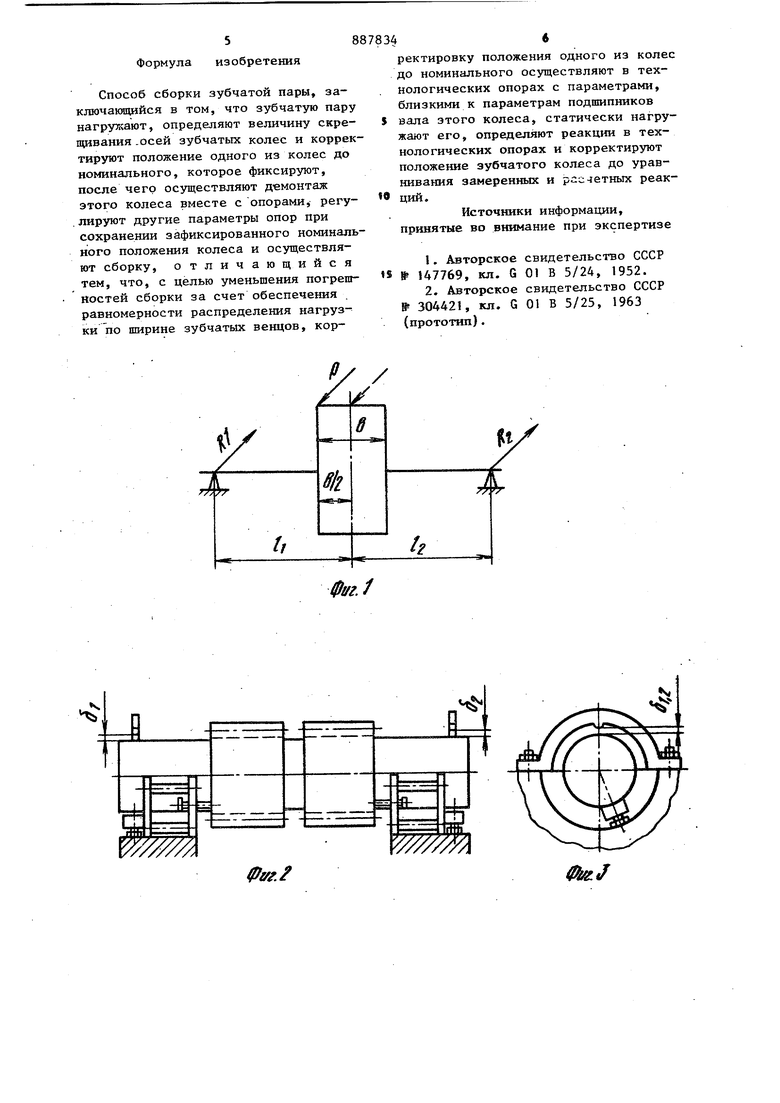
Цель достигается тем, что корректировку положения одного из колес до. номинального осуществляют в технологических опорах с параметрами, близкими к параметрам подшипников вала этого колеса, статически нагружают его, определяют реакции в чехнологи;ческих опорах и корректирую положение зубчатого колеса до уравнивания замеренных и расчетных реакций. На фиг. 1 показана схема нагружения прямозубого колеса при наличии скрещивания; на фиг. 2 - схема установки колеса при-сборке в технологических опорах, вид спереди; на фиг. 3 - то же, ввд сбоку; на фиг. 4 технологическая опора, вид спереди; на фиг. 5 - то.же, вид сбоку. Технологическая опора, обеспечивающая замер реакций (фиг 4, 5) содержит два полукольца 1, имитирующие геометрию подшипника вала колеса скрепленные на винтах тремя стойками 2. К одному полукольцу на винтах и штифтах крепится втулка 3, внутри которой с помощью винта .4, упирающетсся в корпус (не показан) собираемо пары, перемещается поршень 5 с накле енными на нем по мостовой схеме тензорезисторами 6. От поворота поршен 5 стопорится винтом 7, входящим в продольный паз поршня. Для стопорения зубчатого колеса в осевом направ лении на полукольце имеется упор 8. Для сборки зубчатой пары и контроля скрещивания технологические опоры устанавливают в опоры одного из колес, лучше шестерни, корпуса собираемой пары вместо подшипников вначале так, чтобы оси поршней л5 располагались вертикально. Винтом 4 поршеньо5 опускается так, чтобы между верхним торцом и внутренним ди аметром полукольца 1 был зазор 0,1-г 0,2 мм. На технологические опоры устанавливается зубчатое колесо и упорами 8 стопорится в осевом направле. НИИ (фиг. 2, З). Поворачивая винт 4, поршнем приподнимают шейки валов обмеряемого колеса так, чтобы между ними и посадочным диаметром полуколец был зазор 0,02fO,03 мм. По величине сигналов тензорезисторов опре деляют реакции в технологических опо рах от веса детали. По результатам обмера положения венца и замеренных реакций от веса производят расчет ре акций в технологических опорах от действия окружной силы зацепления. После чего технологические опоры поворачивают так, чтобы ось поршня рас положилась вдоль действия окружной силы. В корпус на штагных подшипниках монтируется второе колесо. Зуб чатая пара нагружается крутящим моме том величиной 15-20% от номинального в таком направлении, чтобы зубчатое колесо, лежащее в технологических опорах, под ее действием прижималось . к поршням. Регулируя положение зубчатого колеса винтами 4, добиваются уравнивания замеряемых реакций в технологических опорах с расчетными. Положение шеек вала после уравнивания реакции фиксируется скобой (не показана) по размерам . . Зубчатое колесо и технологические опоры демонтируют и повторную установку зубчатого колеса в штатные no шипники производят в положение по размерам S, , идентичное полученному по результатам замера реакций, посредством регулировки положения опор или шабровки вкладышей. Контроль скрещивания указанным способом учитывает все погрешности изготовления корпуса и изготовления колес зубчатой пары, влияющих на неравномерность распределения нагрузки по длине зуба. В случае скрещивания осей колес при нагрузке, вызывающей незначительные упругие деформации зубьев от изгибных напряжений, с достаточной степенью точности можно считать, что окружное усилие будет приложено к одной из кромок зуба (фиг. 1). Расчетные реакции в этом случае будут определяться из формул: р - Pikll/2) R, iliJl , . . . где расстояний от средней плоскости зубчатого колеса до опор; Р - статическая нагрузка; В - ширина зубчатого венца колеса. При отсутствии скрещивания можно считать окружное усилие приложенным по середине зубчатого,, венца. Реакции в опорах в этом случае определяются из формул: г Q| --ria -i гРазность между реакциями в оаорах в случае скрещивания и без него будет .. р - 2.(e,, Способ обеспечивает высокую точость сборки за счет учета всех порешностей изготовления корпуса и коес зубчатой пары. Формула изобретения Способ сборки зубчатой пары, заключающийся в том, что зубчатую пару нагружают, определяют величину скрещивания -Осей зубчатых колес и коррек тируют положение одного из колес до номинального, которое фиксируют, после чего осуществляют демонтаж этого колеса вместе с опорами, регу.лируют другие параметры опор при сохранении зафиксированного номиналь ного положения колеса и осуществляют сборку, отличающийся тем, что, с целью уменьшения погрешностей сборки за счет обеспечения равномерности распределения нагрузки по ширине зубчатых венцов, кор«ректировку положения одного из колес до номинального осуществляют в технологических опорах с параметрами, близкими к параметрам подшипников вала зтого колеса, статически нагружают его, определяют реакции в технологических опорах и корректируют положение зубчатого колеса до уравнивания замеренных и расчетных реакций. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 147769, кл. G 01 В 5/24, 1952. 2.Авторское свидетельство СССР W 304421, кл. G 01 В 5/25, 1963 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| ВОЛНОВАЯ ГЕРМЕТИЧНАЯ ПЕРЕДАЧА АБРАМОВА В.А. | 2012 |
|
RU2551556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| МОТОР-РЕДУКТОР С ИНТЕГРИРОВАННЫМ ПРЕЦЕССИРУЮЩИМ ЗУБЧАТЫМ КОЛЕСОМ (ВАРИАНТЫ) | 2013 |
|
RU2538478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| Приводной шарнир манипулятора | 1989 |
|
SU1675079A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2551691C2 |
| Бесшатунный двигатель с кривошипно-кулисным механизмом | 2022 |
|
RU2794018C1 |
| Устройство к зубошевинговальному станку | 1987 |
|
SU1648652A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
//
fe/
