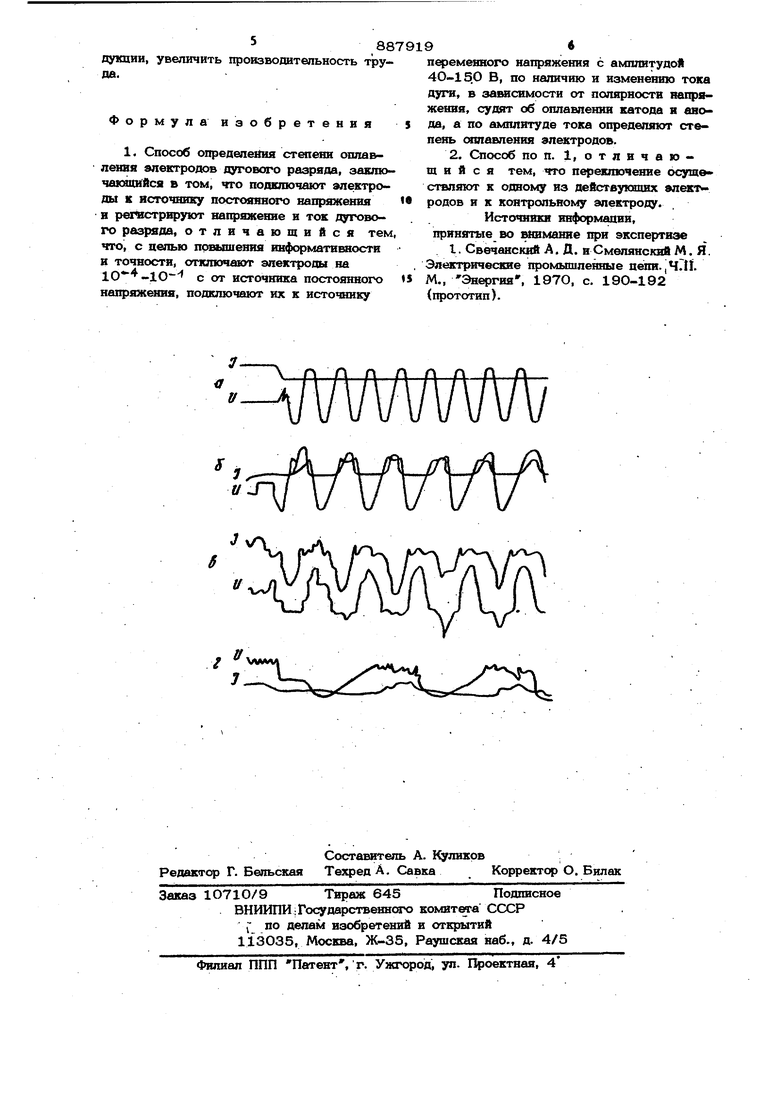
(54) СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ОПЛАВЛЕНИЯ ЭЛЕКТРОДСВ ДУГОВОГО РАЗРЯДА Изобретение относится к электротехнике и может найти тфименение в метал лургической промышленности и сварочной технике как экс1фессный метод контроля за агр атным состоянием электродов дугового разряда, используемых в различных технологических процессах. Наиболее близким к изобретению является способ определения степени оплавления электродов дугового разряда, заключахядийся в том, что подключают электроды к источнику постоянного напряжения и регистрируют ток и напряжеиие ду1ч вого раунда 11. Недостатком способа является то, что ретястраюш напряжения в тока дуги посто явного не позволяет однозначно опре делить агрегатное состояние электрода. Так как одним я тем же аначенвем тока и напряжения могут соответствовать разные агрегатные состояния анода и катода Кроме того, этот способ не позволяет О1федв1шть состояние опааго из злехтродов. . Цель изобретения - повышение информативности и точности.: Это достигается тем, что электроды отключают на с от источника постоянного напряжения, подключают их к источнику племенного напряжения с амплитудой 4О-15О В, по наличию и изменению тока дуги, в зависимости от полярнбсти напряжения, судят об сплавлении катода, а по амплитуде тока определяют степень оплавления электродов. Кроме тсяч), переключение.осуществляют к одному из действующих электродов и контрольному электроду. На чертеке показаны осциллограммы, иллюстрирующие, наиболее характерные режимы гсфения дуги постоянного тсжа.Время отключения 1О - Ю с . досгаточно для полной ди|)фузнв плазмы из дугового промежутка, а амшшгуд ное переменное напряжение 4О -. 150 В; приложенное к погасшей дуге, не вызвать возникновения разряда между этими электродами. Тогда ток, протекающий между электродами при приложенном к ним. переменном напряжении, будет определяться только термоэлектронной эмиссией с разогретой поверхности катода. В случае приложенного к электродам переменного напряжения они попеременно имеют отрицательный и положительный потенциалы. Термоэлектронная эмиссия осушествляется только с электрода, который находится при отрицательном потенциале. В следующий полупериод катодом становится другой электрод, и на осциллограмме регистрируется ток, эмиттируемый с его по.верхносги и т.д. Зная величину тока, по формулам термоэлектроннойэмиссии опре- .IS деляют температуру поверхности, а зная температуру плавления материала электрода, делают заключение об агрегатном состоянии его поверхности. Способ осуществляется следующим образом. Между двумя электродами зажигают устойчивый дуговой разряд от источника nocTOJfflHoro тока. Ток и напряжение разряда осциллографируют. После установления стационарного режима дугу отключают от источника постоянного тока и с паузой с переключают к источнику переменного тока с амплитудным значением напряжения 4О-150 В. При этом процессе продолжают осцйллвЬграфировагь. По осциллограммам тока н напряжёния судяг об оплавлении того или иного электрода. Из осциллограммы q видно, что дуга постоянного тока горит со слабо разогретыми электродами. Это следует из того, что после переключшия дуги к источнику переменного напряжения ток разряда равен нулю. Из осциллограммы б видно, что дуга горит с холодным катодом и сильно разо гретым до оплавления анодом. На аноде имеется анодное пятно. Это следует из тсхго, что после переключения Дуги к исчточнику переменного напряжения дуга горит только в обратной полярности, т.е. когда катодом становится анод дуги пост оянногб тока. Наличие пйка аажигания дуги свидетельствуег о сформированном н аноде дуги постоянного тока пятне. В эт режиме разрушение анода сопровождается его оплавлением и разбрызгиванием анода с образованием большого количества капель. Катод холодный, так как ток разряда равен нулю и напряжени равно напряжению источника в прямой по лярности. J 10 Из осциллограмм fr следует, что дугапостоянного тока горит с разрушением обоих электродов, однако характер их эрозии различен. Если катод разрушается под действием оплавления электрода, без воздействия катодного пятна, что следует из плавного изменения значения напряжения на электроде в прямой псхпярности, то анод подвержен бурной эрозии под действием анодного пятна, что следует из наличия характерного пика зажигания дуги и низкого значения напряжения горения дуги. Поскольку пятно на кш-оде отсутствует, происходит оплавление материала электрода без выброса значительной капельной фракции, в то время как на аноде, на котором имеется пятно, капли образуются в большом количестве. Из осциллограммы t видно, что дуга ПОСТО1ШНОГО тока горит с разрушением катода и холодным анодом. Это следует из того, что дуга переменного напряже- . ния горит в прямой полярности, а в обратной на электродах сохраняется напряжение источника. При отсутствии необходимости одновременного определения наличия катода и анода электрической дуги в технологическом процессе к источнику переменного напряжения с амплитудной 4р-15О В переключают с паузой 10 с анод или катод и расположенный рядом вспомогательный электрод. Измеряют ток и по наличию и изменению тока в зависимости от напряжения и его полярности судят .об ошавлении катода или анода. В данном случае между двумя электродами зажигают устойчивый дуговой разряд от источника постоянного тока. После ; усгановления усгойч1гоого режима гсфе-ния дуги переключающим устройством переключают анод или катод и вспомсхгатель ный электрод к источнику переменного тока. Процесс осцилпографируется, и по осциллограмме определяют наличие оплав ления на аноде или катоде. Вспомогательный электрод в технологическом прсшессе не участвует и заведомо не является оплавленным, в связи с этим осциллограммы имеют вид, показанный на чертеже («я, 5,ь ). Изобретение позволяет вести технологические операции в оптимальном режиме, осуществлять оперативный контроль за всем технологическим процессом, что дает возможность сократить энергозатраты производства, повысить качество про дукции, увеличить производитепьиость тру да. Формула и 3 о 6 р е т е н и я 1. Способ onpeaeneitHfl степени оплавления электрожзв дугового разряда, заклю чакшшйся в том, что подключают электроды к источнику постоянного напряжения и регистрируют напряжение и ток дугового разряда, отличающийся тем что, с целью повышения информати ости и точности, отключают электроды на Ю с от источника постоянного напряжения, подключают их к источнику 8 9 переменного напряжения с амплитудой 4О-150 В, по наличию и изменению тока дуги, в захжсимости от полярности напряжения, судят об оплавлении катода и анода, а по амплитуде тока определяют степень сжшавления электродов. 2. Способ по п. 1, о т л и ч а ю ш и и с я тем, что переключение осуше ствляют к одному из действующих электродов и к контрольному электроду. Источники информации, принятые во шмание при экспертизе I. Свечаиский А, Д. иСмелянский М. Я. Электрические промышленные цепи. ,ЧГ11. М., Энергия, 197О, с. 19О-192 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2019 |
|
RU2724106C1 |
| Способ дуговой сварки и наплавки металлов в вакууме | 1989 |
|
SU1698001A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДВУМЯ ЭЛЕКТРОДАМИ | 2017 |
|
RU2653027C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| Газоразрядный прибор низкого давления | 1973 |
|
SU512652A1 |
| ПЛАЗМЕННЫЙ ИСТОЧНИК ЭЛЕКТРОНОВ | 1978 |
|
SU728573A3 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| Способ получения сферического металлического порошка | 1977 |
|
SU908533A1 |
| Способ генерации сжатой дуги переменного тока | 1978 |
|
SU772763A1 |
.MfWV
б
