Изобретение относится к области сварки и может использоваться при дуговой сварке в среде инертных газов соединений с разделкой кромок и угловых швов и при наплавке.
Известен способ двухэлектродной сварки с короткими замыканиями дугового промежутка в защитных газах, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из электродов, причем сварочную дугу обрывают принудительно путем выключения тока в сварочной цепи одного электрода в момент начала короткого замыкания в цепи другого электрода (см. описание к А.с. СССР №998039 «Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления». Опубл. 23.02. 1983 г.).
Недостатком данного способа является ограничение технологических возможностей в отношении управления соотношением количества наплавленного электродного и проплавленного основного металла сварного шва. Увеличение тока дуги в электродах приводит и к увеличению тока в изделии. При этом увеличивается количество как наплавляемого, так и проплавляемого основного металла, а их соотношение, характеризуемое долей участия основного металла в металле шва, почти не изменяется. Это затрудняет регулирование химического состава сварного шва.
Наиболее близким по своей технической сущности к предлагаемому решению является способ дуговой механизированной двухэлектродной сварки изделия в среде инертного газа, включающий принудительный обрыв сварочной дуги на одном из используемых электродов, который является плавящимся, путем выключения тока в сварочной цепи электрода, когда в качестве второго электрода используют неплавящийся электрод, при этом периодически изменяют полярность изделия с сохранением полярности каждого из электродов, при подключении изделия к положительному полюсу источника питания неплавящийся электрод подключают к отрицательному полюсу источника питания, а при подключении изделия к отрицательному полюсу источника питания плавящийся электрод подключают к положительному полюсу источника, частоту изменения полярности изделия выбирают из условия устойчивости повторных зажиганий дуги, а отношение длительности подключения неплавящегося электрода к отрицательному полюсу источника питания к периоду цикла выбирают в пределах 0,3-0,5. (см. патент RU 2639586 «Способ дуговой механизированной двухэлектродной сварки». Опубл. 21.12. 2017. Бюл. №36).
Технической проблемой при реализации известного способа является то, что в нем не в полной мере используются технологические возможности по повышению производительности расплавления плавящейся электродной проволоки, так как этот электрод работает на обратной полярности, при которой производительность расплавления электрода намного меньше, чем на прямой полярности. Прямая полярность дуги не используется при сварке в защитных газах из-за нестабильной скорости расплавления электрода, обусловленной блужданием катодного пятна по его поверхности и переходу, в ряде случаев, катодного пятна на боковую поверхность у конца электрода.
На стабильность расплавления электрода катода большое влияние оказывает химическое состояние его поверхности, которое может изменяться на его длине.
При сварке алюминиевых сплавов прямая полярность дуги в инертных газах на плавящемся электроде не используется также и из-за того, что не действует эффект катодного разрушения окисной пленки алюминия на изделии.
Кроме того, в известном способе при сварке алюминиевых сплавов для катодной очистки окисной пленки алюминия впереди должна двигаться дуга обратной полярности с плавящимся электродом, а это не является оптимальным с точки зрения обеспечения максимальной глубины проплавления основного металла, так как дуга с неплавящегося электродом действует на жидкий металл сварочной ванны, что практически не сказывается на глубине проплавления основного металла и не позволяет использовать преимущество способа, заключающееся в возможности независимого регулирования проплавления основного и наплавленного металлов.
В известном способе дуговой механизированной двухэлектродной сварки изделия в среде инертного газа, включающем принудительный обрыв сварочной дуги на одном из используемых электродов, который является плавящимся, путем выключения тока в сварочной цепи электрода, в качестве второго электрода используют неплавящийся электрод, при этом периодически изменяют полярность изделия с сохранением полярности каждого из электродов.
В отличие от прототипа при подключении изделия к положительному полюсу источника питания плавящийся электрод подключают к отрицательному полюсу источника питания, а при подключении и изделия к отрицательному полюсу источника питания неплавящийся электрод подключают к положительному полюсу источника, частоту изменения полярности тока на изделии выбирают из условия поддержания стабильной скорости расплавления плавящегося электрода, отношение длительности подключения неплавящегося электрода к положительному полюсу источника питания к продолжительности цикла выбирают в пределах 0,2…0,4, средние за период токи дуг с неплавящегося и плавящегося электродов выбирают равным рекомендуемым для них значениям тока при сварке одноэлектродной дугой постоянного тока обратной полярности, и при сварке неплавящийся электрод располагают впереди по отношению к направлению сварки.
По одному из вариантов выполнения способа плоскость, проходящую через оси электродов, располагают под углом 15-75° к направлению сварки.
По другому варианту выполнения способа электродами совместно осуществляют периодические крутильные колебания вокруг оси, проходящей через середину отрезка соединяющего торцы электродов и перпендикулярную поверхности изделия в пределах угла поворота 15-75° в обе стороны относительно стыка.
Технический результат предлагаемого способа заключается в повышении производительности расплавления плавящегося электрода до двух раз по сравнению с известным способом при одновременном обеспечении стабильности скорости его расплавления. Указанный результат основан на установленных зависимостях значительно более высокой скорости расплавления плавящегося электрода-катода при сварке в защитных газах и одновременном повышении пространственной стабильности катодного пятна на плавящемся электроде при периодическом отключении и подключении дуги с высокой частотой, что обеспечивает стабильность скорости расплавления во времени.
Технический результат предлагаемого способа основан также на том, что длительность тока и средний ток дуги обратной полярности с неплавящимся электродом выбираются такими, чтобы обеспечить качественное разрушение окисной пленки алюминия, причем среднее за период значение тока для данного диаметра электрода назначают на основании данных о допустимых токах на неплавящиеся электроды при одноэлектродной сварке в среде инертного дугой обратной полярности. При этом неплавящийся электрод с дугой обратной полярности располагают впереди по отношению к направлению сварки, что обеспечивает частично ее действие на твердый основной металл, повышенную теплопередачу в него и максимальную глубину проплавления основного металла и позволяет увеличить, например, притупление при сварке в разделку кромок. Одновременно достигается максимальная катодная очистка поверхности алюминиевых сплавов от окисной пленки алюминия.
Использование относительно большой длительности дуги с плавящегося электрода прямой полярности (0,8…0,6 длительности периода) позволяет обеспечить его максимальную производительность расплавления при заполнении разделки кромок или сварке угловых швов, оказывая в то же время воздействие и на проплавление основного металла. Присутствие отрицательной полярности дуги на изделии обеспечивает возможность катодной очистки дугой поверхности сварочной ванны во время горения дуги обратной полярности при подключении изделия к отрицательному полюсу источника питания.
Использование длительности протекания тока обратной полярности на неплавящийся электрод в пределах 0,2…0,4 периода обеспечивает достаточную степень катодной очистки алюминиевого изделия и в то же стойкость неплавящегося электрода.
Способ обеспечивает оптимальное сочетание проплавления основного металла и заполнения шва наплавленным металлом. Это обусловлено тем, что расположение катодного пятна на изделии обеспечивает его максимальную глубину проплавления и в тоже время ограничивает мощность в неплавящийся электрод, что обеспечивает его стойкость, а расположение катодного пятна на плавящемся электроде обеспечивает максимальную производительность его расплавления. Такое соотношение позволяет существенно повысить производительность сварки угловых швов и стыковых швов с разделкой кромок.
Расположение плоскости, проходящей через оси электродов под углом 15-75° по отношению к направлению сварки, позволяет уменьшить глубину проплавления основного металла и увеличить ширину сварного шва при наплавке слоев со специальными свойствами. Это, в свою очередь, позволяет уменьшить высоту наплавляемого валика, что приводит к экономии дорогостоящих наплавочных материалов. Такой диапазон поворота электродов относительно направления сварки обеспечивает достаточно равномерное растекание электродного металла в сварочной ванне и не симметричную форму проплавления сварного шва относительно направления сварки, что расширяет технологические возможности способа.
В случае реализации варианта способа, при котором плоскость, проходящую через оси электродов располагают под углом 15-75° к направлению сварки во время сварки осуществляют крутильные колебания этой плоскости, проходящей через оси электродов в пределах заданного угла 15-75°, это обеспечивает снижение глубины проплавления основного металла, катодную очистку изделия на большей ширине и более равномерное распределение наплавляемого металла по ширине шва и симметричное проплавление основного металла относительно направления сварки
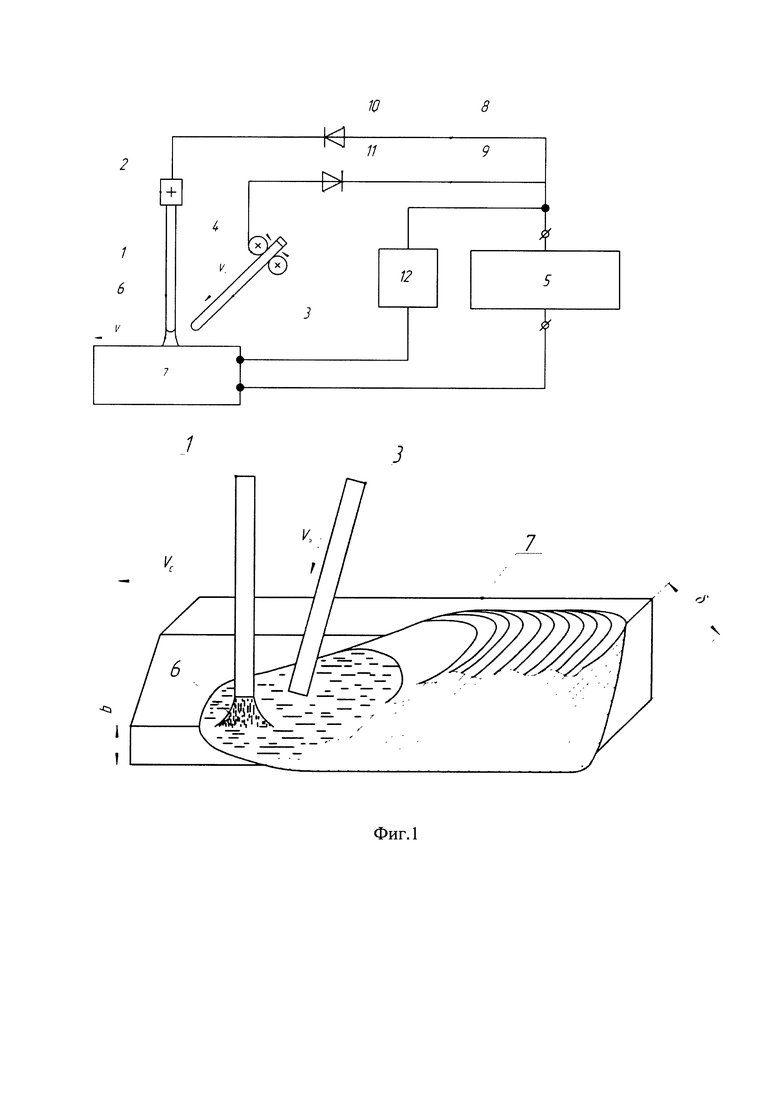
На фиг. 1 показана принципиальная схема реализации способа, на фиг. 2 - циклограмма тока в изделии, на фиг. 3 - циклограмма тока на неплавящемся электроде, на фиг. 4 - циклограмма тока на плавящемся электроде, на фиг. 5 - зависимости для коэффициента расплавления электрода, на фиг. 6 - схема образования сварного шва при сварке, на фиг. 7 - расположение электродов под углом к направлению сварки, на фиг 8 - схема колебаний электродов.
На фиг. 1 приведена принципиальная схема реализации способа. Неплавящийся электрод 1, закрепленный в электрододержателе 2 и плавящийся электрод 3, подающийся в дугу механизированно с помощью подающего устройства 4, имеют возможность независимого относительного перемещения по всем координатам. Электроды 1 и 3 подключены к одному полюсу источнику питания 5, который генерирует разнополярные прямоугольные импульсы тока. Расстояние между торцами электродов 1 и 3 регулируется. Электроды 1 и 3 могут быть расположены под углом друг к другу. Сварочные дуги 6 горят периодически и поочередно между неплавящимся электродом 1 и изделием 7, также подключенным к другому полюсу источника питания 5. Плавящийся электрод 3 подается в сварочную ванну изделия 7 со скоростью его расплавления VЭ. В проводники 8 и 9, соединяющие полюс источника питания с электродами 1 и 3 встречно включены диоды 10 и 11, пропускающие ток только в одном направлении. При одной полярности сварочного источника питания 5 подключенным к нему оказывается электрод 1 и дуга 6 горит между электродом 1 и изделием 7. Диод 10 включается в цепь проводника 8 таким образом, чтобы неплавящийся электрод 1 был подключен в тот полупериод, когда он будет являться анодом. Диод 11 включается в цепь проводника 9 таким образом, чтобы плавящийся электрод 3 был подключен в тот полупериод, когда он будет являться катодом. Электроды 2,3 или изделие 7 перемещаются относительно друг друга со скоростью сварки VС.
При смене полярности источника питания переменного тока 5 подключенным к нему оказывается электрод 3 и дуга 6 горит между ним и изделием 7. Значения тока и времени его протекания в электродах и источнике питания 5 подбираются такими, чтобы обеспечить необходимое проплавление изделия 7 и производительность расплавления электрода 3.
Для обеспечения устойчивости повторных зажиганий дуг в необходимых случаях параллельно дуговому промежутку может подключаться стабилизатор 12 дуг 6. Стабилизатор 12 дуги 6 подключается между изделием 7 и электродами 1 и 3, параллельно, чтобы обеспечить повторные зажигания дуги. Стабилизатор 12 периодически и поочередно подает короткие импульсы повышенного напряжения в промежуток между изделием и тем из электродов, в котором возникает новая полярность. Каждый из электродов 1 и 3 в процессе сварки сохраняет одну и ту же полярность. Это улучшает условия повторного зажигания дуги. Расстояние между торцами электродов 1 и 3 выбирается минимальным для повышения ионизирующего воздействия между столбами дуги и торцами электродов 1 и 3. Повышению устойчивости повторных зажиганий дуги 6 способствует повышение частоты переменного тока источника питания 5 и использование прямоугольной формы импульсов переменного тока.
На фиг. 2 показана циклограмма тока дуги в изделии при сварке по предлагаемому способу от источника питания с разнополярными импульсами переменного тока прямоугольной формы. Источник питания обеспечивает возможность регулирования длительности импульса любой полярности и величину тока импульса тока данной полярности.
Кривая на фиг 2 показывает форму протекания тока в изделии. Импульсы тока имеют прямоугольную форму. Общее время цикла на фиг. 2 обозначено tЦ, время протекания тока прямой полярности tП, обратной tH, Величина тока прямой полярности IП, обратной IН. Современные источники питания для сварки с разнополярными импульсами тока обеспечивают частоту импульсов 50-150 Гц, что вполне обеспечивает высокую стабильность расплавления плавящегося электрода-катода. Прямоугольная форма импульсов тока способствует высокой устойчивости повторных зажиганий дуги. Ток в изделии, в общем случае, может иметь разную величину и длительность протекания на прямой и обратной полярностях тока дуги. В большинстве случаев величина тока импульса одинакова, а их длительность различна. Величина и длительность тока в одном из электродов равна величине и длительности протекания токов в изделии, но различен полюс подключения электрода и изделия.
На фиг. 3 кривая представляет осциллограмму тока в плавящемся электроде. Общее время цикла на фиг. 3 обозначено tЦ, время протекания тока прямой полярности tП. Величина тока прямой полярности IП, Дуга прямой полярности горит в импульсном режиме с перерывами в 0,2…0,4 длительности периода. Это позволяет существенно увеличить производительность расплавления электродной проволоки. При этом расположение катода на алюминиевой сварочной проволоке также приводит к ее катодной очистке, что уменьшает количество окисных включений в сварном шве и повышает его качество. Высокая частота включений дуги приводит к непрерывности плавления проволоки вследствие значительно большей инерционности тепловых процессов в электроде по сравнению с электрическими. Средний ток дуги на электродную проволоку IСП за период, который определяет производительность ее расплавления, можно определить по формуле

где IП - значение тока во время импульса прямой полярности, А,
tП - продолжительность импульса прямой полярности, с,
tЦ - продолжительность цикла, с.
Производительность расплавления электродной проволоки г/час можно определить по формуле

где αРП - коэффициент расплавления электродной проволоки на прямой полярности одноэлектродной дуги с плавящимся электродом, г/(А⋅ч)
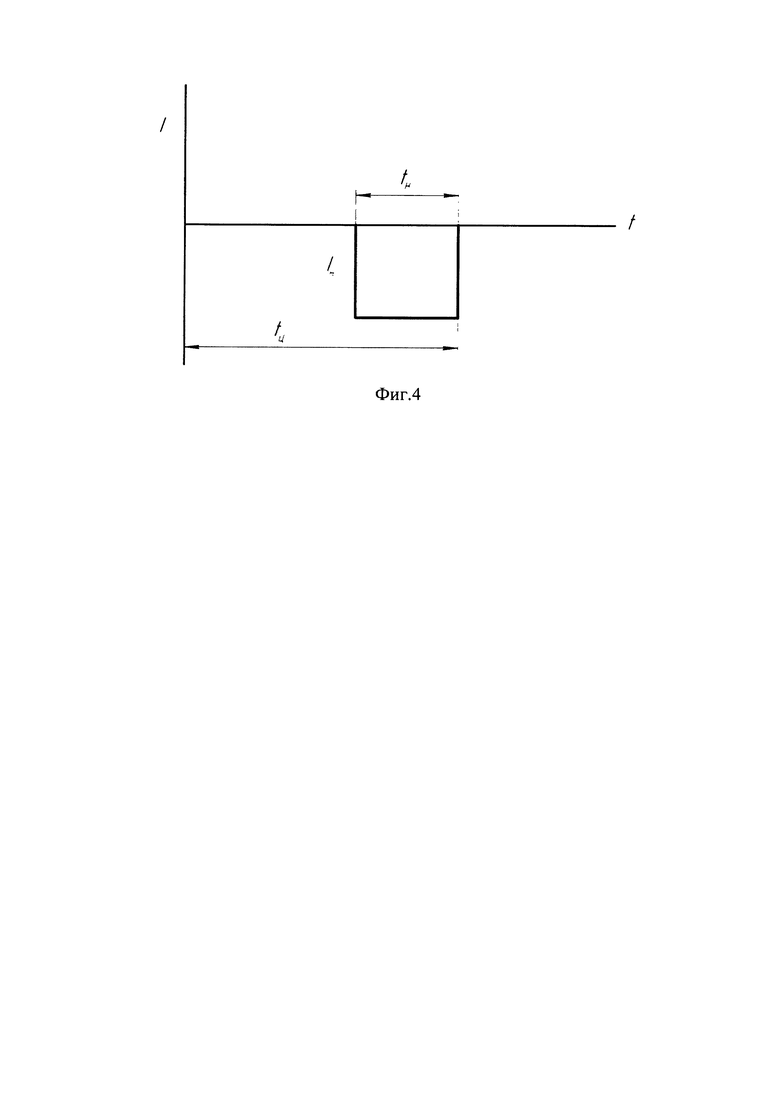
На фиг. 4 кривая представляет осциллограмму тока в неплавящемся электроде. Общее время цикла на фиг. 4 обозначено tЦ, время протекания обратной полярности tH. Величина тока обратной полярности в импульсе IН, Дуга обратной полярности горит в импульсном режиме с перерывами в 0,8…0,6 длительности периода tЦ. Это позволяет снизить тепловую мощность в неплавящийся электрод-анод. При этом расположение катода той же дуги, например на изделии из алюминия, также приводит к его качественной катодной очистке, так как исследования, проведенные по сварке одноэлектродной дугой с РПИ показали, что такая очистка имеет место при длительности дуги обратной полярности более 0,2 длительности периода (см. монографию А.В. Савинов и др. «Дуговая сварка неплавящимся электродом». М.: Машиностроение, 2011 - 477 с. С. 268, последний абзац).
Совместное действие катодной очистки электродной проволоки и изделия практически позволяет полностью избавиться от окисных включений в сварном шве. Средний ток дуги на неплавящийся электрод за период IСН, который определяет его тепловую нагрузку, можно определить по формуле

где IН - значение тока во время импульса обратной полярности, А,
tП - продолжительность импульса обратной полярности, с,
tЦ - продолжительность цикла, с.
Средний ток в изделие за весь период (цикл) IС можно определить по формуле

Средний ток за период определяет общую тепловую мощность в изделие.
В таблице 1 приведены данные о коэффициентах расплавления сварочной электродной проволоки марки Св-08Г2С диаметром 2 мм при вылете 1,54 см на прямой и обратной полярностях дуги при наплавке в среде CO2.
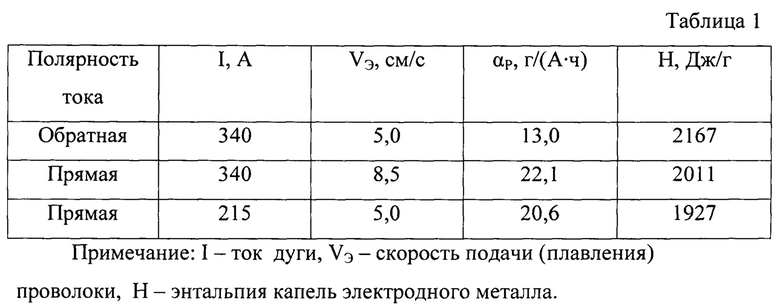
При одинаковых токах обратной и прямой полярностей скорость расплавления электрода VЭ и его коэффициент расплавления на прямой полярности в 1,7 раза выше. Одинаковые скорости расплавления достигаются, если ток дуги прямой полярности уменьшить до I=215 А. Данные приведены в монографии В.А. Ленивкина и др. «Технологические свойства сварочной дуги в защитных газах». М. Машиностроение, 1989. - 264 с. (С. 115, таблица 20). В этой монографии в главе 4 показано, что производительность расплавления электродной проволоки на прямой полярности значительно выше, однако из-за нестабильного поведения катодного пятна на электроде она неравномерна во времени. Это явление обусловлено тем, что катодное падение напряжения в дуге с плавящимися электродами может быть значительно выше, чем анодное напряжение, однако сильно зависит от химического состава поверхности катода. При высокой частоте включений и выключений дуги прямой полярности на плавящийся электрод катодное пятно возникает в одной и той же зоне торца электрода и его пространственное положение стабилизируется, что стабилизирует и скорость его расплавления, несмотря на наличие химической неоднородности на поверхности электрода.
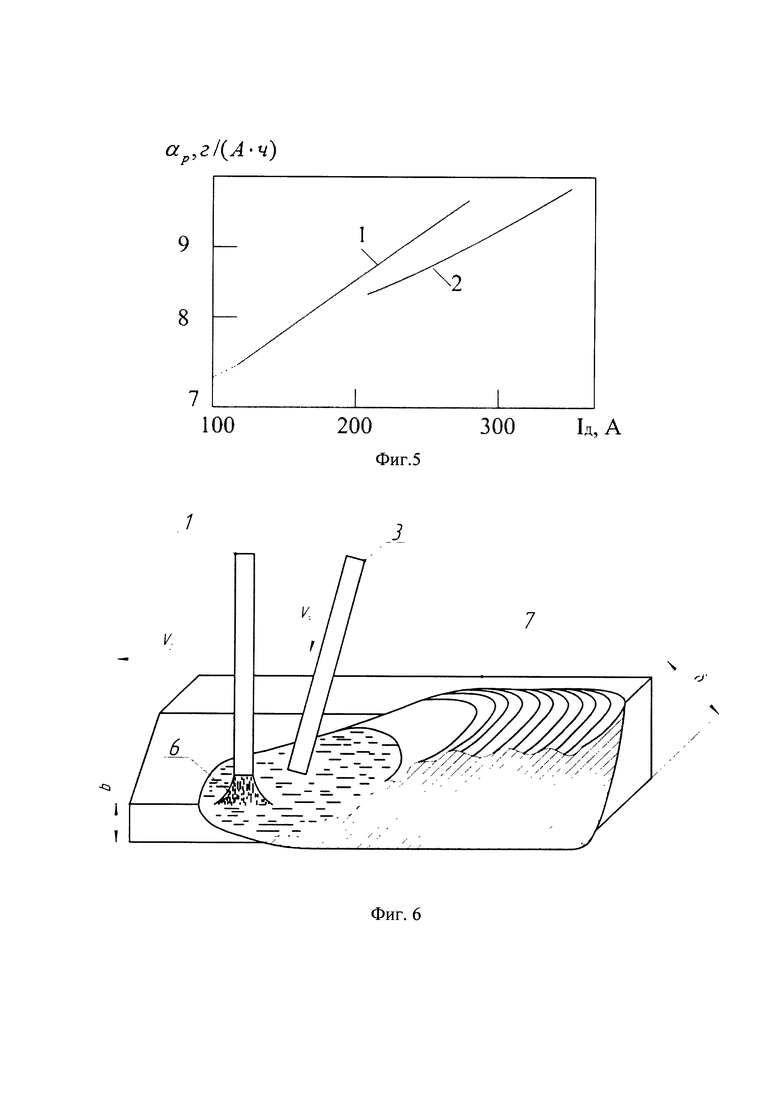
На фиг. 5 показаны зависимости коэффициента расплавления плавящегося электрода αр при сварке в аргоне от тока дуги I обратной полярности для двух диаметров электродной проволоки из алюминиевых сплавов. Из-за нагрева электрода в вылете коэффициент расплавления увеличивается с током с несколько возрастающей интенсивностью. Кривая 1 относится к электродной проволоке Св-АМц диаметром 1,6 мм. Кривая 2 относится к электродной проволоке Св-АМг6 при диаметре 2 мм. При одинаковом токе дуги 250 А меньшему диаметру электрода (кривая 1) соответствуют большие значения коэффициента расплавления, чем у большего диаметра электрода (кривая 2).
Литературные данные по скорости расплавления электродной алюминиевой проволоки на прямой полярности скорее всего отсутствуют из-за затруднений в применении на практике этого вида дуги. В связи с этим авторами были выполнены специальные теоретические и экспериментальные исследования.
Из теории электрической сварочной дуги известно, что удельные эффективные мощности приэлектродных областей свободной дуги можно приближенно определить по формулам:

где UА и UК - соответственно анодное и катодное падение напряжения дуги у изделия, В; UВ - напряжение, численно эквивалентное работе выхода электрона из материала изделия, В. Для алюминия UВ=3,74 В (Данные формулы и значение UB приведены в монографии Г.И. Лескова «Электрическая сварочная дуга», М.: Машиностроение, 1970, 334 с.).
На основе анализа данных по напряжениям дуг на алюминиевых сплавах были получены выражения для UA и UК свободной дуги в аргоне на алюминии в зависимости от тока дуги I


(См. В.П. Сидоров. Методика оценки приэлектродных падений напряжения на дуге, горящей в аргоне между вольфрамом и алюминием. Автоматическая сварка. - 1991. - №6. - С. 36…37).
С учетом UB из формулы (5) и формул (6) и (7) получим выражения для удельных приэлектродных мощностей прямой qЭП и обратной полярностей qЭО в аргоне на алюминиевой электродной проволоке


Согласно (8) и (9) удельная мощность (на 1 А тока дуги) в алюминиевый электрод дуги прямой полярности существенно больше и интенсивнее растет с увеличением тока дуги, поэтому разница в удельных мощностях возрастает с ростом тока. Это означает, что соответственно алюминиевый катод будет плавиться интенсивнее, чем алюминиевый анод.
Для алюминиевого изделия формулы (8) и (9) будут также справедливы, что означает, что проплавляющее воздействие на основной металл выше на обратной полярности дуги.
Формулы (8) и (9) проверяли экспериментально, путем сравнения скоростей плавления алюминиевой сварочной электродной проволоки на обратной и прямой полярностях дуги. Наплавку проволокой марки А1 99,7 по EN 18273 S фирмы FIDAT (Италия) диаметром 1,2 мм проводили на сварочной установке FastMig MXF 65, включающей источник питания постоянного тока и полуавтомат. Наплавка производилась на пластины из сплава АМц толщиной 6 мм. Расход аргона оставался постоянным и составлял 8 л/мин. Настройка режимов наплавки на установке осуществляется следующим образом. Задается напряжение дуги 22 В и скорость подачи электродной проволоки. Установка автоматически подбирает необходимый сварочный ток и затем при сварке поддерживает заданную скорость подачи электродной проволоки постоянной, изменяя при необходимости ток дуги.
Номинальный режим при наплавке на обратной полярности составил U=22 В, VЭ=13,33 см/с, I=168 А. Плотность тока на электрод составила 14862 А/см2. Коэффициент расплавления αР в г/(А⋅с) при механизированной сварке рассчитывали по известной формуле

где ρ - плотность проволоки, г/см3, для алюминия ρ=2,7 г/см3
j - плотность тока на электродной проволоке, А/см2.
Получили расчетное αРО=8,72 г/(А⋅ч).
При изменении полярности дуги удалось на данной установке получить несколько стабильных режимов наплавки при отсутствии катодного разрушения окисной пленки алюминия на детали. Исходные данные и результаты расчетов приведены в таблице 2.

Статистическая обработка данных пяти опытов по двум критериям, установила, что разброс значений носит случайный характер и подчиняется закону нормального распределения. Поэтому рассчитывали среднее значение по пяти опытам αРП=19,33 г/(А⋅ч), для него среднее относительное отклонение по абсолютной величине 4,84%. То есть данными опытами не установлено существенной зависимости коэффициента расплавления на прямой полярности αРП от тока дуги в исследованном диапазоне.
В то же время сравнение среднего значения из таблицы 2 и полученного для обратной полярности показывает, что их отношение αРП/αРО=19,33/8,72=2,22. То есть, во столько раз выше на данном режиме производительность расплавления электрода.
Рассчитывали удельную эффективную мощность в электрод для электрода-анода по формуле (8)
qЭО=4,86+1,15⋅10-2IО=4,86+1,15⋅10-2⋅168=6,79 Вт/А.
Также рассчитывали удельную эффективную мощность в электрод для электрода-катода по формуле (9)
qЭП=7,94+2,38⋅10-2IП=7,94+4,0=11,94 Вт/А.
Отношение qЭП/qЭО=11,94/6,79=1,76.
Это достаточно близко совпадает с отношением коэффициентов расплавления, учитывая, что как отмечается в специальной литературе, может отличаться теплосодержание капель анода и катода. Так из таблицы 1 видно, что теплосодержание капель для стальной проволоки на прямой полярности ниже. При прочих равных условиях это способствует дополнительному повышению скорости расплавления электрода на прямой полярности. Поэтому действительная разница отношений коэффициентов расплавления и qЭП/qЭО меньше. Точность оценки мощностей в алюминиевые анод и катод с помощью формул (8) и (9) можно оценить в ±10%.
Таким образом теоретические и экспериментальные исследования показывают, что производительность расплавления электродной проволоки-катода существенно выше, чем анода при одинаковых токах. Эта зависимость установлена как для стальной проволоки в аргоне, так и исследованиями авторов для алюминиевой проволоки.
При сварке необходимо получить в шве требуемое соотношение наплавляемого и основного металла. Для этого необходимо подавать электродную проволоку с требуемой скоростью, что достигается расчетом необходимого тока дуги в плавящемся электроде.
Ток на плавящийся электрод выбирается из условий сочетания максимальной производительности расплавления электрода и необходимости дополнительного проплавления основного металла. При одинаковом токе производительность расплавления П=αР⋅1 увеличивается с уменьшением диаметра электрода. В таблице 3 приведены рекомендации по выбору плотности тока в дуге обратной полярности.
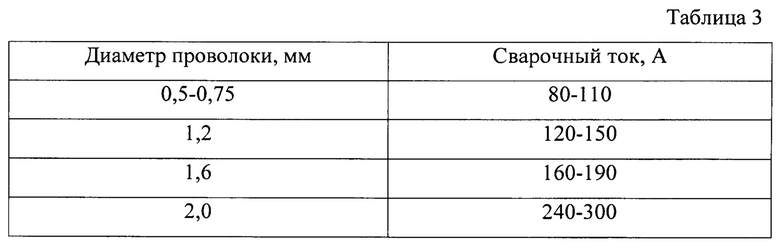
Такие рекомендации приведены с справочнике «Сварка в машиностроении, т.2. М.: Машиностроение, 1978. 462 с. С. 234, таблица 16.
Средняя плотность тока на плавящийся электрод прямой полярности по предлагаемому способу может выбираться по рекомендациям для тока обратной полярности. Тогда значения тока в период импульса прямой полярности на плавящийся электрод IП можно определить по формуле

где IO - рекомендуемый ток на плавящийся электрод на обратной полярности, А,
ϕ - доля времени тока обратной полярности на неплавящийся электрод, которую по предлагаемому способу рекомендуется принимать в пределах 0,2…0,4.
При этом произойдет повышение скорости расплавления от 1,5 до 2,0 раз.
При сварке первого слоя корневого шва по притуплению можно выбирать значение ϕ максимальным ϕ=0,4, что увеличит проплавляющую способность дуг. При заполнении разделки кромок, наоборот, следует выбирать значение ϕ=0,2, что увеличит наплавляющую способность дуги почти до максимально возможной.
При подключении положительного полюса источника питания к неплавящемуся электроду в нем выделяется значительная мощность, в связи с чем обратная полярность дуги при сварке неплавящимся вольфрамовым электродом используется редко и только на весьма малых токах. В таблице 4 приведены данные по допустимым токам на неплавящиеся вольфрамовые электроды в зависимости от полярности дуги.
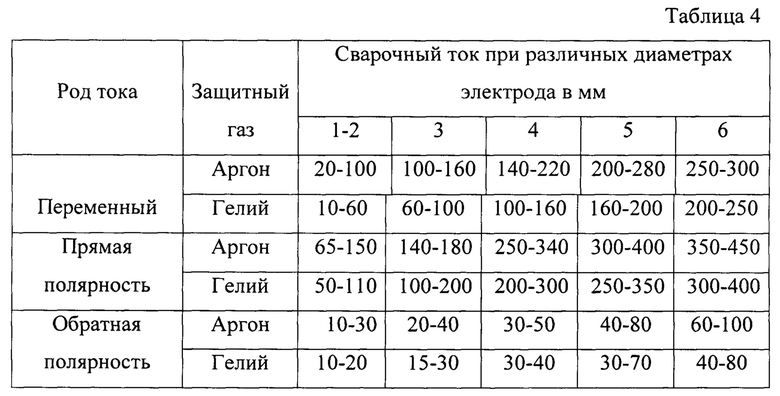
Данная таблица приведена в монографии Г.Л. Петрова «Сварочные материалы», Л.: Машиностроение, 1972.- 280 с., таблица III. 15, С. 195.
Из таблицы 4 следует, что допустимый ток на вольфрамовые электроды в 5-8 раз меньше на обратной полярности, чем на прямой. С помощью данных таблицы 4 можно выбирать средний ток на неплавящийся вольфрамовый электрод при сварке по предлагаемому способу.
Выбор тока на неплавящийся электрод по предлагаемому способу должен производиться следующим образом. Допустим, для сварки в аргоне выбран вольфрамовый электрод диаметром 4 мм. Согласно таблице 4 для обратной полярности значение токов может составлять 30-50 А. Эти значения допустимы в качестве средних за период при сварке по предлагаемому способу. Следовательно, если выбрать значение среднего тока за период 50 А и отношение длительности обратной полярности к периоду ϕ=0,3, то ток во время импульса обратной полярности может составлять IН=50/0,3=167 А. При регулировании соотношения токов только длительностью это значение сохранится при горении дуги прямой полярности на плавящийся электрод IП=167 А. Среднее значение за период на плавящийся электрод составит 167-0,7=117 А. Для такого тока необходимо по рекомендуемым плотностям тока обратной полярности подобрать диаметр электродной проволоки, который обеспечит максимальную производительность расплавления. В случае, если источник питания с разнополярными импульсами тока позволяет регулировать не только длительность импульсов, но и их величину, такого ограничения не будет и можно выбирать большее значение тока прямой полярности на плавящийся электрод и соответственно увеличить диаметр плавящегося электрода.
В процессе горения дуги обратной полярности с неплавящегося электрода на изделие обеспечивается максимальное выделение приэлектродной катодной мощности дуги на изделие. При расположении неплавящегося электрода впереди по отношению к направлению сварки, обеспечивается катодная очистка изделия от окисной пленки и частичное действие дуги непосредственно на еще твердый металл, что обеспечивает максимально возможную глубину проплавления и подогрев металла для второй дуги с плавящегося электрода, которая достаточно эффективно также может увеличить глубину проплавления основного металла. Таким образом, можно добиться достаточно большой глубины проплавления основного металла и обеспечить полное проплавление достаточно большого притупления кромок при сварке в разделку с одновременным эффективным заполнением начальной высоты разделки дугой прямой полярности с плавящегося электрода. При этом глубина проплавления основного металла в притуплении кромок от каждой дуги будет примерно одинакова, так как уменьшение вложения мощности в дуге прямой полярности компенсируется подогревом кромок передней дугой. Это позволяет при сварке уменьшить сечение разделки кромок увеличить общую производительность процесса также за счет увеличения производительности заполнения разделки кромок.
К настоящему времени установлено, что мощность жидкого электродного металла практически не влияет на провар изделия и не должна учитываться при тепловых расчетах сечения проплавления основного металла. Влияет только сумма мощностей по формулам (8) и (9). Поэтому, аналогично повышению скорости расплавления электрода обратная полярность обладает более высокой проплавляющей способностью изделия. Предлагаемый способ осуществляет такую комбинацию горения дуг, которая обеспечивает оптимальное соотношение производительности расплавления основного и электродного металла.
Обоснование того, что мощность от жидкого электродного металла практически не влияет на проплавление основного металла, содержится в монографии В.П. Сидорова «Расчеты параметров сварки плавлением. Тольятти: Изд-во ТГУ, 2017. - 286 с. С. 166-197.
В период действия дуги обратной полярности на неплавящийся электрод мощность на проплавление изделия будет выделяться в соответствии с формулой (9). В период действия прямой полярности с плавящегося электрода мощность на проплавление будет соответственно по формуле (8). Регулирование длительности импульса одной полярности является дополнительным параметром процесса, который позволяет повысить его гибкость, изменять соотношение расплавления основного и электродного металлов. Ранее обозначили отношение длительности обратной полярности к длительности цикла ф, тогда из формул (8) и (9) можно получить формулу для определения мощности влияющей на расплавление основного металла в зависимости от ϕ.
Для оценки проплавляющей способности изделия дугами обратной и прямой полярности формулы (8) и (9) нужно поменять местами

Здесь qИП - мощность, передаваемая изделию только при действии дуги прямой полярности.

В (13) qИО - мощность, передаваемая изделию только при действии дуги обратной полярности.
Формулы (12) и (13) можно использовать для оценки проплавляющей способности двухэлектродной сварки по предлагаемому способу. Для этого сложим (12) и (13) и учтем относительную длительность протекания каждой из полярностей ф

Подставив (12) и (13) в (14) получим, (при округлении коэффициентов до 0,01):

В случае равенства токов прямой и обратной полярности IП=IО=I и, если регулирование мощностей происходит только длительностью протекания токов, формула (14) примет вид

Первые два слагаемых представляют постоянную составляющую мощности, не зависящую от полярности, а два других слагаемых показывают влияние изменения длительности полярностей на мощность, которую можно считать мощностью проплавления. Согласно формуле (16) мощность приэлектродных областей, идущая на расплавление, возрастает линейно с увеличением ϕ от постоянной величины, присущей обратной полярности.
Формула (16) показывает суммарную мощность приэлектродных областей дуг, однако эта мощность вкладывается двумя дугами на определенном расстоянии в направлении сварки и поочередно, что способствует повышению глубины проплавления изделия. Также давление дуг на сварочную ванну является более рассредоточенным, что обычно приводит к увеличению допустимых токов сварки без нарушения формирования сварного шва. Совместно эти два эффекта в сочетании с повышением производительности расплавления разделки кромок существенно повышают производительность сварки.
На фиг. 6 показана схема заполнения сварного шва с V-образной разделкой свариваемых кромок по предлагаемому способу при сварке алюминиевых сплавов. Неплавящийся электрод 1 и плавящийся электрод 3 располагаются вдоль направления сварки и движутся со скоростью VС, причем неплавящийся электрод 1 располагается первым. Дуга 6 обратной полярности с неплавящегося электрода 1 обеспечивает катодную очистку поверхности кромок. Свариваемое изделие 7 представляет собой стыковое соединение с V-образной разделкой кромок, притупление которого b. Толщина пластин стыкового соединения δ, высота разделки кромок (δ-b). Дуга с неплавящегося электрода 1, двигаясь первой, обеспечивает проплавление примерно 40-60% притупления b. Вторая дуга с плавящимся электродом 3 прямой полярности обеспечивает, вследствие действия приэлектродной анодной мощности, полное проплавление притупления и образует небольшой обратный валик сварного шва. При действии второй дуги происходит катодная очистка плавящегося электрода 3 от окисной пленки алюминия. В связи с высокой скоростью расплавления плавящегося электрода 3 на прямой полярности дуги происходит заполнение V-образной разделки кромок на значительную высоту. При сравнительно небольшой толщине соединяемых деталей 5 мм возможно полное заполнение разделки за один проход.
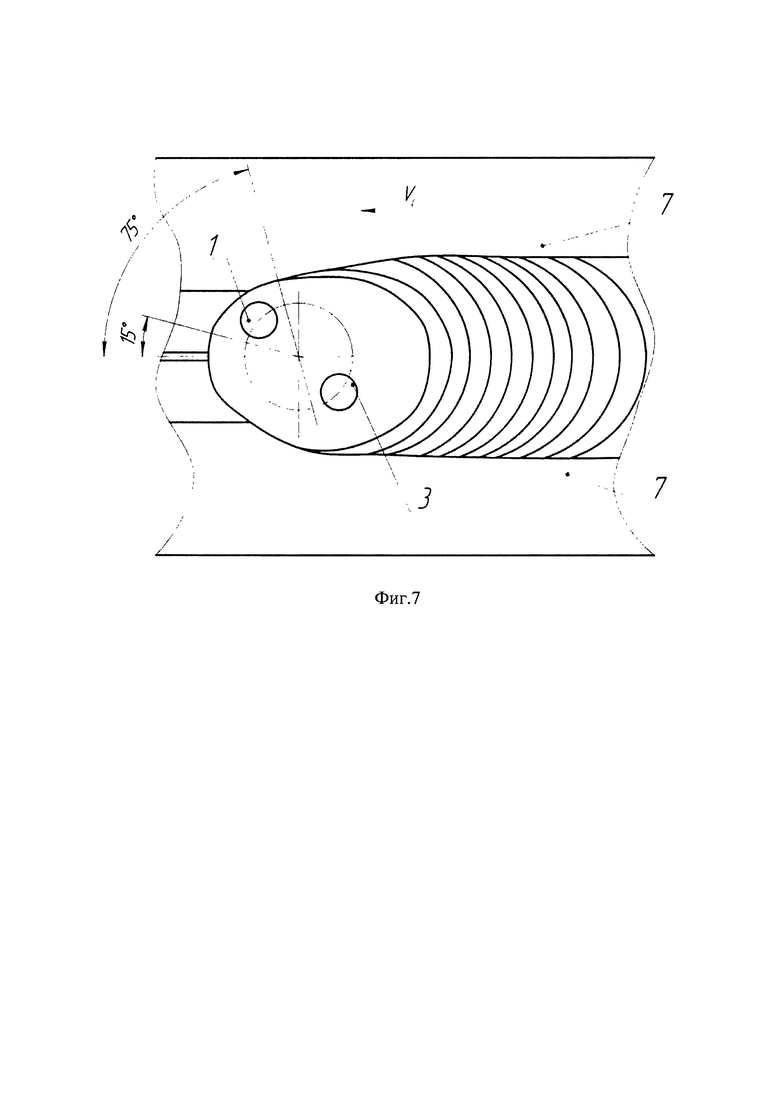
На фиг. 7 показано расположение электродов при их повороте относительно направления сварки. Плоскость, проведенная через оси неплавящегося электрода 1 и плавящегося 3, располагается под углом α к направлению сварки. Передним остается неплавящийся электрод 1. Угол α может изменяться в пределах α=15-75°. При таком повороте тепловая мощность дуг оказывается в меньшей степени распределенной в направлении сварки и большей степени в поперечном направлении. Это позволяет регулировать глубину проплавления основного металла и высоту валика наплавленного металла. В результате появляется дополнительный параметр сварки, повышающий технологическую гибкость процессов наплавки.
На фиг. 8 приведена схема крутильных угловых колебаний торцов электродов относительно направления сварки. Плоскость, проходящая через оси электродов 1 и 3 во время сварки периодически и непрерывно поворачивается вокруг оси О с частотой f. Амплитуда колебаний составляет 15°-75°. При этом неплавящийся электрод 1 остается впереди относительно направления сварки. Угловая скорость колебаний может быть как постоянной, так и изменяться по какой-либо зависимости. Выполнение крутильных колебаний позволяет более распределенно вводить тепловые потоки дуг с неплавящегося электрода 1 и плавящегося 3 в изделие 7. Также наплавляемый металл вводится в сварочную ванну более распределено, что способствует более симметричной форме сварного шва и повышает однородность его химического состава и свойств. Крутильные колебания осуществляются с помощью специального устройства и прикладываются к общему корпусу электрододержателей электродов 1 и 3.
Пример 1
Производили автоматическую сварку алюминиевого сплава АМц по предлагаемому способу. Осуществлялась односторонняя сварка стыкового соединения пластин толщиной δ=10 мм с V-образной разделкой кромок на подкладке. Притупление кромок составляло b=3 мм, угол разделки кромок β=55°. Площадь поперечного сечения разделки кромок с учетом зазора Δ=1 мм и выпуклости шва g=2 мм при ширине шва 12 мм составила F=35 мм2. Для сварки использовали сварочный автомат АДСВ-6 с автоматической подачей присадочной проволоки. Неплавящийся вольфрамовый электрод диаметром 3 мм располагался в стандартной сварочной горелке для автоматической сварки, которой укомплектован автомат. К присадочной проволоке подключали через подающий механизм тот же полюс источника питания, что и для неплавящегося электрода. Сварку выполняли от источника питания разнополярными импульсами тока TIG ELITECH AUC 200 ATM с номинальным током 250 А. Источник позволяет регулировать соотношение между длительностями прямоугольных импульсов тока прямой и обратной полярности в пределах 20-80% от длительности цикла.
Источник подключали к изделию и проволоке по схеме, показанной на фиг. 1. В качестве диодов, обеспечивающих периодическое подключение электродов к требуемому полюсу источника, использовали диоды марки В200 на ток 200 А. Сварку вели при среднем значении тока в изделии 200 А. В качестве электродной проволоки использовали проволоку марки СвАМц диаметром 1,2 мм. Длительность протекания тока в неплавящемся вольфрамовом электроде была выбрана ϕ=0,3 длительности периода. Соответственно длительность протекания тока в плавящемся электроде составляла (1-ϕ)=0,7 периода. Частота разнополярного тока составляла 50 Гц. Среднее за период значение тока в неплавящемся электроде IН=200⋅0,3=60 А. Среднее за период значение тока в плавящемся электроде IПЛ=200⋅0,7=140 А. В периоды протекания тока в электродах в каждом из них протекал также ток 200 А. Для действующего значения тока в плавящемся электроде 140 А по среднему коэффициенту расплавления αРС=19,33 г/(Ач), ранее найденному экспериментально (см. стр. 13 описания) предварительно был рассчитан коэффициент расплавления электродной проволоки αР=16,11 г/(А⋅ч)=0,00448 г/(А⋅с). По этому коэффициенту рассчитали скорость расплавления и подачи электродной проволоки VЭ=20,55 см/с=12,33 м/мин. Плотность алюминиевой проволоки принимали ρ=2,7 г/см. При отладке режима реальная скорость расплавления проволоки составила 20,0 см/с.
Сварка велась со скоростью VC=7,2 м/ч=0,2 см/с, что обеспечило площадь заполнения поперечного сечения наплавленного металла FH=35 мм2. В результате получили качественное формирование шва с установленными параметрами и хорошим формированием корня шва и лицевого валика.
Пример 2
Производили автоматическую сварку стали 09Г2С по предлагаемому способу. Осуществлялась односторонняя сварка стыкового соединения пластин толщиной δ=8 мм с V-образной разделкой кромок на подкладке Притупление кромок составляло b=3 мм, угол разделки кромок β=55°. Площадь поперечного сечения разделки кромок с учетом зазора Δ=1 мм и выпуклости шва g=2 мм при ширине шва 12 мм составила F=30 мм2. Для сварки использовали сварочный автомат АДСВ-6 с автоматической подачей присадочной проволоки. Неплавящийся вольфрамовый электрод диаметром 3 мм располагался в стандартной сварочной горелке для автоматической сварки, которой укомплектован автомат. К электродной проволоке подключали через подающий механизм тот же полюс источника питания, что и для неплавящегося электрода. Сварку выполняли от источника питания разнополярными импульсами тока TIG ELITECH AUC 200 ATM с номинальным током 250 А. Источник позволяет регулировать соотношение между длительностями прямоугольных импульсов тока прямой и обратной полярности в пределах 20-80% от длительности цикла.
Источник подключали к изделию и проволоке по схеме, показанной на фиг. 1. В качестве диодов, обеспечивающих периодическое подключение электродов к требуемому полюсу источника, использовали диоды марки В200 на ток 200 А. Сварку вели при среднем значении тока в изделии 200 А. В качестве электродной проволоки использовали проволоку марки Св-09Г2С диаметром 1,4 мм. Длительность протекания тока в неплавящемся вольфрамовом электроде была выбрана ϕ=0,25 длительности периода. Соответственно длительность протекания тока в плавящемся электроде составляла (1-ϕ)=0,75 периода. Частота переменного тока составляла 50 Гц. Среднее значение тока в неплавящемся электроде IН=200⋅0,25=50 А. Среднее значение тока в плавящемся электроде IПЛ=200⋅0,75=150 А. Во время протекания тока в электродах в каждом из них протекал также ток 200 А. Для действующего значения тока в плавящемся электроде 150 А по значению αР из таблицы 1 αР=22,1 г/(А⋅ч)=0,0061 (г/А⋅с). По этому коэффициенту рассчитали скорость расплавления и подачи электродной проволоки VЭ=7,62 см/с=4,57 м/мин. Плотность стальной сварочной проволоки принимали ρ=7,8 г/см3. При отладке режима реальная скорость расплавления проволоки составила 7,3 см/с.
Сварка велась со скоростью VС=12 м/ч=0,33 см/с, что обеспечило площадь заполнения поперечного сечения наплавленного металла FH=35 мм2. В результате получили качественное формирование шва с установленными параметрами и хорошим формированием корня шва и лицевого валика.
Пример 3
Производилась наплавка на алюминиевые пластины при условиях примера 1. Скорость наплавки VС=0,3 см/с. Плоскость, проходящую через оси электродов, располагали под углом 45° к направлению наплавки. Неплавящийся электрод располагался по правую сторону от оси по отношению к направлению сварки. В результате получили валик несимметричного сечения 30 мм2 с выпуклостью 1 мм, расположенной по левую сторону от оси направления наплавки на расстоянии 3 мм от оси. Ширина валика 16 мм. Такие несимметричные валики могут использоваться при наплавке на краю пластин.
Пример 4
Производилась наплавка на алюминиевые пластины при условиях примера 3. Скорость наплавки VС=0,4 см/с. Электроды совершали крутильные колебания вокруг оси, проходящей через середину отрезка, соединяющего торцы электродов на угол ±45°. В результате получили валик симметричного поперечного сечения 20 мм2 с выпуклостью 1 мм, Ширина валика 18 мм.
Способ может быть реализован с помощью серийно выпускаемых источников питания для сварки разнополярными импульсами прямоугольной формы для аргонодуговой сварки. Периодическое поочередное подключение электродов к полюсу источника питания может осуществляться с помощью серийно выпускаемых диодов. Также для реализации способа могут использоваться сварочные горелки для сварки неплавящимся электродом и механизмы подачи электродной проволоки из автоматов и полуавтоматов для сварки в защитных газах известных конструкций. Способ может быть реализован на обычных автоматах, предназначенных для сварки неплавящимся электродом с присадочной проволокой или полуавтоматах, у которых механизирована подача присадочной проволоки. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДВУМЯ ЭЛЕКТРОДАМИ | 2017 |
|
RU2653027C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |


Изобретение может использоваться при аргонодуговой сварке в инертных газах алюминиевых сплавов, высоколегированных сталей, титановых сплавов. Используют один неплавящийся электрод и один плавящийся, который подают механизировано в сварочную ванну. Дуга с электродов горит поочередно вследствие отключения дуги на втором электроде, причем сварочную дугу обрывают принудительно путем выключения тока в сварочной цепи электродов. Источник питания переменного тока обеспечивает формирование разнополярных импульсов тока прямоугольной формы. Положительный полюс источника питания периодически подключается к неплавящемуся электроду, а отрицательный полюс - к плавящемуся. Это обеспечивает достаточно высокую стойкость неплавящегося электрода и высокую скорость расплавления плавящегося электрода, в 1,6-2,0 раза превышающую скорость на обратной полярности. Стабильность скорости расплавления электродной проволоки на прямой полярности достигается за счет постоянных гашений и зажиганий дуги с высокой частотой. Важным преимуществом способа является возможность независимого регулирования производительностей расплавления электродного и основного металла. 2 з.п. ф-лы, 4 табл., 4 пр., 8 ил.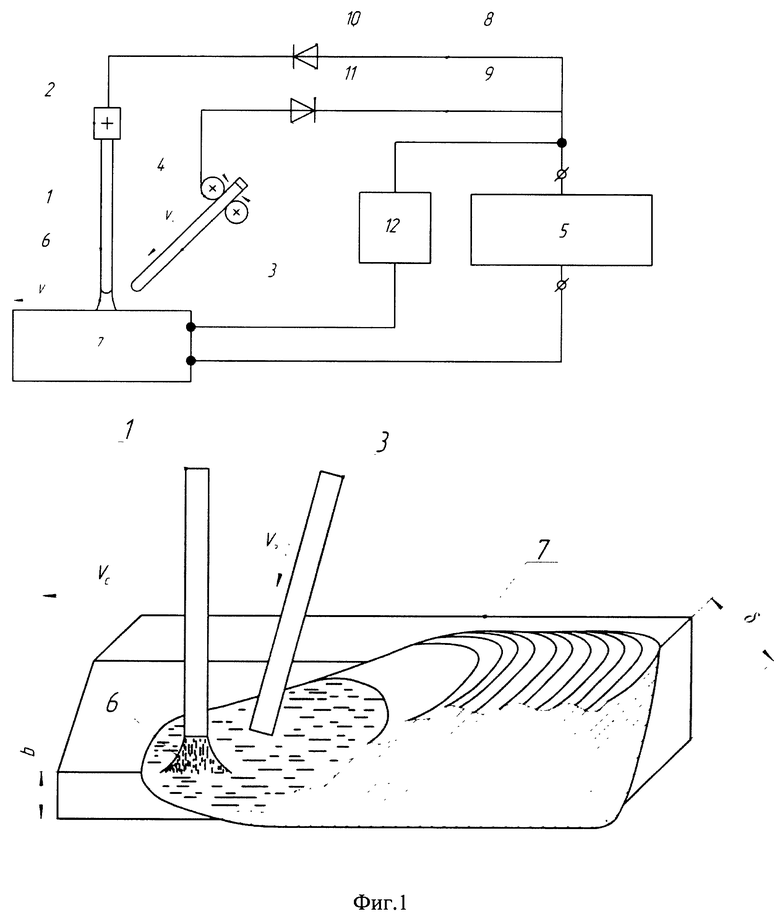
1. Способ дуговой механизированной двухэлектродной сварки изделия в среде инертного газа, включающий использование плавящегося и неплавящегося электродов, при этом электроды подключают к одному полюсу источника питания, обеспечивающего подачу разнополярных импульсов переменного тока, а изделие – к другому его полюсу, в процессе сварки осуществляют принудительный обрыв сварочной дуги на плавящемся электроде путем выключения тока в его сварочной цепи, причем при периодическом изменении полярности подключения к источнику тока изделия изменяют полярность подключения электродов, отличающийся тем, что при подключении изделия к положительному полюсу источника питания плавящийся электрод подключают к отрицательному полюсу источника питания, а при подключении изделия к отрицательному полюсу источника питания неплавящийся электрод подключают к положительному полюсу источника питания, при этом частоту изменения полярности тока, подаваемого на изделие, выбирают из условия поддержания стабильной скорости расплавления плавящегося электрода, а отношение длительности подключения неплавящегося электрода к положительному полюсу источника питания к продолжительности цикла выбирают в пределах 0,2-0,4, причем средние за период токи дуг на неплавящемся и плавящемся электродах выбирают равными значениям тока, рекомендуемым для каждого из электродов при сварке одноэлектродной дугой постоянного тока обратной полярности, при этом неплавящийся электрод располагают впереди по отношению к направлению сварки.
2. Способ по п. 1, отличающийся тем, что электроды располагают в проходящей через их оси плоскости под углом 15-75° к направлению сварки.
3. Способ по п. 1 или 2, отличающийся тем, что электродами совместно осуществляют периодические крутильные колебания вокруг оси, проходящей через середину отрезка, соединяющего торцы электродов, и перпендикулярной поверхности изделия, в пределах угла поворота 15-75° в обе стороны относительно стыка.
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2015 |
|
RU2598715C1 |
| Способ двухдуговой сварки в защитных газах | 1986 |
|
SU1310146A1 |
| JP 2010069494 A, 02.04.2010. | |||

