(Б ) СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКОГО ИЕТАЛЛИЧЕСКОГО
ПОРОШКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических порошков | 1988 |
|
SU1629160A1 |
| Способ получения мелкодисперсного порошка тугоплавкого материала | 2020 |
|
RU2746197C1 |
| Способ электродугового диспергирования тугоплавкого материала | 2022 |
|
RU2806647C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА КАРБИДА ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И ПОРОШОК КАРБИДА ВОЛЬФРАМА, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2301133C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1977 |
|
SU714807A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| Способ формирования частиц с гомогенной структурой при получении мелкодисперсных металлических порошков | 2020 |
|
RU2779961C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТУГОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446915C2 |
| ПЛАЗМЕННО-ДУГОВОЙ РЕАКТОР С РАСХОДУЕМЫМ КАТОДОМ ДЛЯ ПОЛУЧЕНИЯ ПОРОШКОВ МЕТАЛЛОВ, СПЛАВОВ И ИХ ХИМИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2708200C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСАЖДЕННЫХ НА НОСИТЕЛЕ НАНОЧАСТИЦ МЕТАЛЛА ИЛИ ПОЛУПРОВОДНИКА | 2008 |
|
RU2380195C1 |
Изобретение относится к «тапяургии твердых и сверхтвердых неталпов и сплавов и найдет применение в металлургической промышленности для приготовления полуфабриката из сфери ческих расплавленных частиц, идущего наизготовление фасонных деталей методом порошковой металлургии. Известен способ получения сферических частиц, по которому расплавленный металл непрерывной струей зас |Тавляют падать на неподвижную плиту, несмачивающуюся расплавом и расгтоло женную наклонно, что обеспечивает от кание с нее капель и попадание их а охлаждающую среду {1J . Недостатком способа яалйется то, что он осуществляется в окислительно среде и приводит к образованию крупных частиц. Известен способ, согласно которому расплав измельчают до капельного состояния, а затем охлаждают образовавшиеся гранулы в присутствии инерт ,ной жидкости, что приводит к формированию вокруг капель пленки этой жидкости 2. Недостатками этого способа яоляется то, что он непригоден х)ля получения сферических частиц тугоплавких металлов, а также то, что на частицах образуется твердая пленка из состава инертной жидкости. Также известно и расплавление стержневого натериала с дальнейшим его дроблением. Нагрев конца стрежня,при этом осуществляется электронным лучом в вакуумной камере, в которую вводится ииертный газ. Отрыв капель осуществляют ультразвуковыми колебаниями расплава. Деление этих капель происходит при их падении на аибрируюс|ий наконечник, затем капли попадают а холодильник-селиконовое масло 31. Недостатками этого способа являются сложность оборудования, необходимость применения инертного газа, образование крупные частиц. Наиболее близким к преплагаемому является способ, согласно которому конец стержневого электрода в инертной среде плгзвится ооздействием на него дугового разряда и участвует в орбитальном вращении. За счет центро бежных сил происходит отрыв частиц и при ударе их об охладитель происходит их остывание и при этом сохраняется их сферическая или близкая к не форма. Устройство для осуществления этого способа представляет собой камеру с отверстием для вала. Внутри вала просверлено отверстие, проходящее под углом к продольной оси вала, через которое подается расходуемый бтержневой электрод. Источники питания обеспечивают вращение вала относительно своей оси, вращение расходуемого электрода сквозь вал в камеру, поддержание дугового разряда меж ду электродами Ц}. Недостатками этого способа явля- ется то, что расходуемый электрод должен вращаться с большой скоростью обязательно наличие газовой инертной атмосферы. Эти недостатки существенно сказываются на конструкции устройства,его производительности, качестве продукции, ее стоимости. При оплавлении конца стрежня для отрыва расплава с поверхности электрода необходимо при ложить силу, пропорциональную площади соприкосновения расплава с поверх ностью. Для отрыва капель диаметром 10 см необходимо вращать расплав по орбите диаметром 10 см с угловой скоростью 2000-2500 об, в мин. Такие скорости трудно достижимы при учете, что необходимо при этом обеспечить подвод электроэнергии к вращающемуся электроду, вследствие чего на месте контакта будет образовываться дуга, которая мешает нормальному течению процесса. Другой помехой является само движение электрода, вследствие чего дуга горит нестабильно, а для повышения устойчивости в этом случае надо повышать мощность дуги, чему препятствуют возникающие коммутацион ные явления. Поэтому уменьшают диаметр электрода, но это приводит к малой производительности и образованию крупных капель. Мелкие капли, диаметром менее 10 см в промышленных масштабах этим способом не могут быть получены. С другой стороны при необходимости создания безокислительной среды конструкция помещается в инертный газ, что удорожает процесс и он неприменим в случае необходимости получения капель быстроокисляющихся металлов, так как даже в хорошо очищенных газах имеются примеси азота и кислорода. Недостатки способа порождают усложнение конструкции установки, наличие нескольких вращающихся деталей, находящихся под напряжением, а также наличие нескольких источников тепла. Цель изобретения - получение мелкодисперсного порошка и повышение его качества. Для достижения поставленной цели в способе получения сферического металлического порошка электрод выполняют в виде пучка проволок диаметром 10 -10 см, а оплавление проводят при давлении среды 5 10 - тор дуговым разрядом, горящим в режиме возрастающего участка вольтамперной характеристики, при этом образовавшиеся капли пропускают через область разряда. В предложенном способе существенно уменьшена площадь соприкосновения расплава с поверхностью электрода, которая определяется площадью сечения проволоки. При прочих постоянных сила, необходимая для отрыва капли от поверхности электрода, пропорциональна площади соприкосновения расплава с поверхностью. Поэтому уменьшая диаметр проволоки, одновременно уменьшают силу, необходимую для отрыва капли от электрода. При прохождении капли области разряда (столба дуги) она испытывает на себе дополнительное тепловое воздействие, приводящее к бурному выкипанию материала капли, в результате чего происходит ее дальнейшее деление. Одновременно происходит дополнительное .обезгаживание капли и это будет происходить тем интенсивнее, чем дольше капля будет находиться в области столба дуги. Длительное обезгаживание капли во время пролета столба дуги повышает качество продукции, увеличивая однородность материала, уничтожая полости. Выбор режима горения дуги на возрастающем участке вольтамперной характеристики дает на аноде ярко выраженное пятно, перемещающееся со скоростью 0,5-2 см/с, что ссютветст59
вует скорости эрозии пучка проволоки и, таким образом, исключав, возможность неконтролируемого переброса дуги, чем существенно повышается надежность работы устройства и технологического процесса.
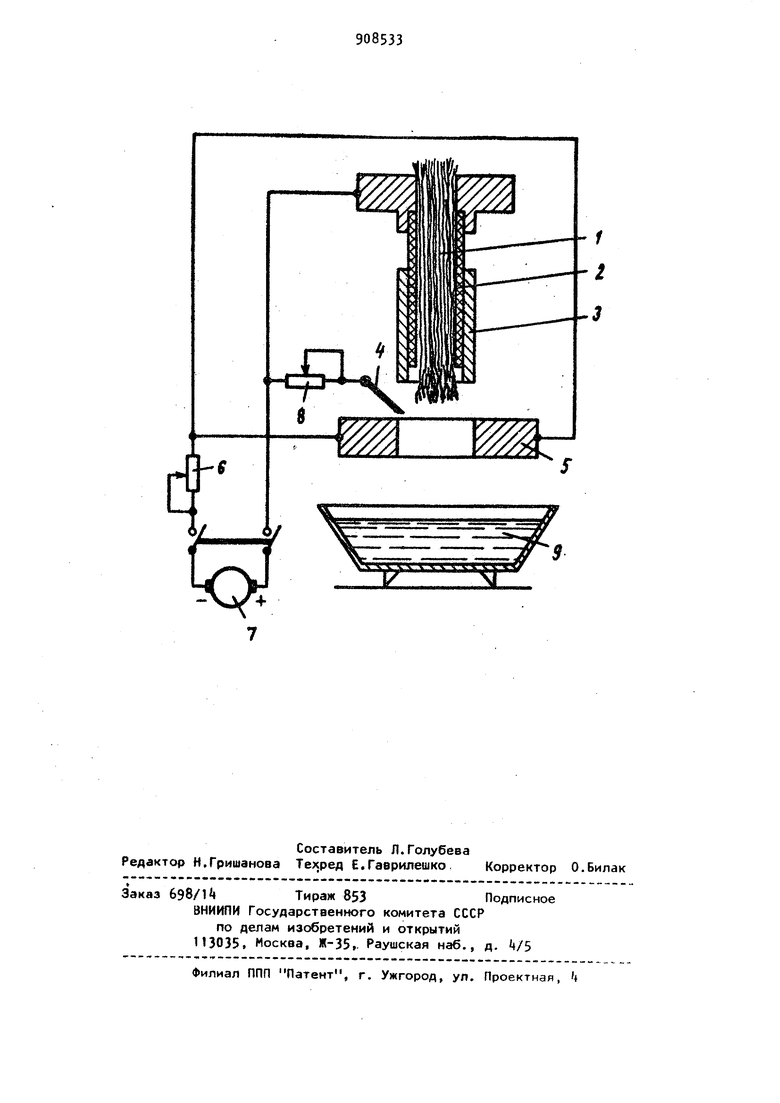
На чертеже приведена схема варианта устройства для осуществления способа.
Устройство содержит пучок 1 прово локи, изоляторную муфту 2, беспотенциальную трубку 3, поджигающий электрод , кольцевой катод 5, нагрузочное сопротивление 6, источник 7 постоянного тока, сопротивление 8 в цепи поджигающего электрода, холодильник SСпособ осуществляется следующим образом.
В вакуумную камеру закладывают пу чек 1 проволоки и пропускают его через изоляторную муфту 2, чтобы пучок проволочек выступал на мм ниже торца беспотенциальной трубки 3- Затем камеру герметически закрывают и системой вакуумных насосов откачивают из нее воздух до остаточного давления ниже SW тор, после чего поджигают электродом k, возбуждают устойчиво горящую дугу между катодом 5 и анодом-торцом пучка 1 проволоки. Регулировкой нагрузочного сопротивления 6 и напряжения на источнике 7 постоянного тока устанавливают режим горения дуги, соответствующий возрастающему участку вольтамперной характеристики. Сопротивление 8 много больше сопротивления 6 .При этом наблюдается оплавление концов проволочек с образованием на их поверхности сферических капель. При горении разряда будет образован столб дуги, одним концом равномерно распределенный по поверхности катода, благодаря симметрично подведенным к нему вводам, а другим концом упирающийся в расплавляющиеся концы проволочек. После оплавления на конце проволочки образуется капля, которая при некоторой массе отрывается и благодаря геометрии устройства направляется вдоль столба дуги и проходит через кольцо катода 5. В столбе дуги капля подвергается интенсивной бомбардировке за36
ряженг ми частицами и взрывоподобно делится. Деление капель происходит и при их полете, после выхода из столба дуги. Основная масса капель делится на расстоянии 20 см от дугового промежутка, поэтому и холодильник 9 должен быть установлен на расстоянии 20-50 см от дуги. В качестве холодильника 9 может быть использована охлаждаемая ванна, наполненная селиконовым маслом.
Дуговой разряд зажигается в вакуумной камере при давлении среды 6-10 тор. Катодом служит молибденовое кольцо, а анодом служит пучок из too проволочек диаметром 70 . Напряжение холостого хода источника постоянного тока 110 В, ток дуги а. При горении дуги происходит оплавление проволочек с выбросом капель. Средний размер образованных капель в 1,5-2,5 раза больше диаметра проволочки, при этом повышается чистота порошка при уменьшении его пористости.
Формула изобретения
Способ получения сферического i eталлического порошка, включающий оплавление электрода дуговым разрядом и охлаждение образовавшихся капель, отличающийся тем, что, с целью получения мелкодисперсного порошка и повышения его качества, электрод выполняют в виде пучка проволок диаметром 10-10 см, а оплавление проводят при давлении среды 5-10 - 10 тор дуговым разрядом, горящим в режиме возрастающего участка вольтамперной характеристики, при этом образовавшиеся капли пропускают через область разряда.
Источники информации, принятые во внимание при экспертизе
М- , кл. С 7 X, опублик. 1967i /Патент США № , кл. , опублик. 1971.
