Для изготовления пуговиц в многошпиндельных машинах, состояш;их из двух возвратно-поступательно движушихся суппортов с рабочими инструментами и установленной между ними стойкой для закрепления обрабатываемого предмета, в предлагаемом устройстве для подачи костяных пластин, с целью получения непрерывных операций,-применена пружинящая магазинная коробка станка, ценная передача и периодически подымающийся ударником грузик.
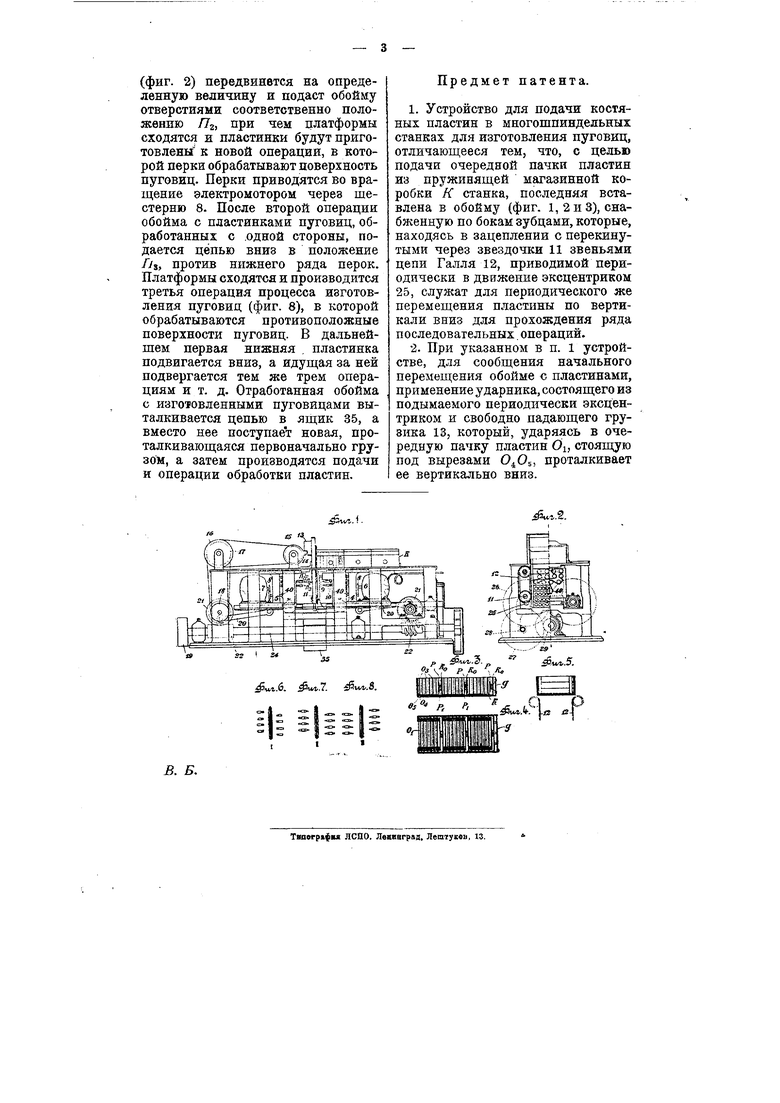
На чертеже фнг. I изображает вид сбоку станка; фиг. 2-поперечные разрезы станка по установленной стойке между инструментами и приводной передаче левых шпинделей на фиг. I фиг. 3-продольный разрез магазинной коробки; фиг. 4-горизонтальный разрез коробки; фиг. 5-поперечный разрез коробки по аЬ на фиг. 3; фиг. 6- вид сверху сверл и установленной пластинки, при первой операции обработки пуговиц; фнг. 7 - то же, перок при второй операции; фиг.
8-то же, перок при третьей операции.
На фиг. I VL 2 представлен станок для изготовления пуговиц с предлагаемым устройством, состоящий из чугунной станины, на которой могут перемещаться взад и вперед две платформы 4 и 5,-правая и левая, движущиеся от хода щатуна 20 в параллелях станины. Кривошипный палец шатуна соединен с червячным колесом червячной передачи 21 и 22; червяк 22 укреплен на главном валу 24 станка, получающему вращение от привода трансмиссии через .свой шкив W. На указанных платформах прикреплены болтами два электромотора 6 и 7, соединенные с электропроводкой и имеющие на своем валу шестерни 8, сцепленные со вторыми шестернями 8; валы которых несут на себе закрепленные шкивы 40. Шкив 40 несет на себе бесконечный ремень, охватывающий и приводящий во вращение группу малых шкивов, в количестве двенадцати штук на каждой стороне станка. Шкивы сидят на Й1пинделях, на концах которых навинчены патроны 9 и 10, по штуки в горизонтальной и по три в вертикальной плоскостях. Таким образом на каждой платформе мотором приводятся во вращение по двенадцати патронов. В каждый Патрон верхнего ряда вставлены четыре сверла (фиг. 6), во втором горизонтальном ряду- перки, обтачивающие лицевую поверхность пуговицы (фиг. 7) и в третьем ряду-тоже перки (фиг. 8), обтачивающие заднюю поверхность пуговицы. Независимо от вращения патронов, держателей сверл и перок, моторчики движутся с платформами, при чем последние то сближаются, то расходятся друг от друга. Посредине между обеими платформами располойкен движущийся вертикально набор костяных пластинок для одновременной вы. точки из каждой из них по восьми штук пуговиц. Пластинки посредством пружинящих зажимов в количестве трех пластинок в вертикальном ряду соединяют в одно жесткое целое обойму, которая с помощью расположенных снаружи зубьев получает движение в вертикальной плоскости, сверху вниз от удара грузика 13, а затем от двух цепей Галля 12, установленных с обеих сторон обоймы. Цепь Галля имеет регулируемую натяжку и получает от зубчатки 11 поступательное движение вниз толчками каждый раз от двух кулачков 25 экцентриков, сидящих на валу и вращаемых в разные стороны посредством системы шестерен, приводящихся в движение валом 24. Через шерстерню 29, закрепленную на валу 24, движение передается шерстерне 27, на одном валу с кокорой сидит щерстерня 28, сцепленная с зубчатым колесом 26 и приводящая во вращение кулак 25 (эксцентрик). Последний приводит периодический во вращение цепь Галля, которая захватывает обойму с костяными пластинками и подает ее сверху вниз. Для Свободного проскакивания обоймы из их ящика к захватывающей цепи Галля необходимо, чтобы грузик 13, периодически через определенные промежутки времени приподымался кулачком 14 (эксцентриком), сидящим на валике, который приводится в движение посредством червячной и гибкой передачи 15, 16, 17, 18.
В процессе изготовления пуговиц отдельные коробки Ко набиваются шестью обоймами Оз) при чем каледая из них вмещает три костяные пластинки Oi (фиг. В, 4, 5) сбоку зубцами. В дне каждой коробки имеется отверстие О для прохода обоймы, а у одной из стенок -пружина Р, которая через пластинку PI нажимает на обоймы в коробке. По выходе первой обоймы через отверстие Oi, следующая рядом стоящая с ней вторая обойма занимает положение первой. Отдельные коробки, в количестве трех, вставляются в гнезда магазинной коробки К, прикрепленной к станку и имеющей отверстие О,, под отверстие Oi отдельной коробки. После того, как выйдут в работу последовательно обоймы из первой коробки, то последнюю удаляют и вставляют новую набитую обоймами коробку, для установления прежней силы нажима пружин в магазинной коробке с дверцей g. Над обоймой О, в вертикальной плоскости подымается груз 13 кулачком 14 и опускается вниз под действием силы своей тяжести. Груз 13, ударяя по обойме, стоящей над отверстиями Oi и Oj, заставляет последнюю сдвинуться вниз, преодолевая силу трения, полученную от нажатия пружины Р. Обойма проходит в отверстие 0,05 и упирается в цепь Галля, движущуюся периодически, которая ставит ее в положение Я. Далее платформы сходятся и сверла производят отверстия в пластинах в шахматном порядке, а затем платформы расхо дятся, а вместе с ними и отходят сверла. В это время цепь Галля с помощью кулака 25 (эксцентрика)
(фиг. 2) передвинется на определенную величину и подаст обойму отверстиями соответственно положению Яз, при чем платформы сходятся и пластинки будут приготовлены к новой операции, в которой перки обрабатывают поверхность пуговиц. Перки приводятся во вращение электромотором через шестерню 8. После второй операции обойма с пластинками пуговиц, обработанных с .одной стороны, подается цепью вниз в положение //S, против нижнего ряда перок. Платформы сходятся и производится третья операция процесса изготовления пуговиц (фиг. 8), в которой обрабатываются противоположные поверхности пуговиц. В дальнейшем первая нижняя , пластинка подвигается вниз, а идуш,ая за ней подвергается тем же трем операциям и т. д. Отработанная обойма с изготовленными пуговицами выталкивается цепью в ящик 35, а вместо нее поступает новая, проталкивающаяся первоначально грузом, а затем производятся подачи и операции обработки пластин.
ил.6. ыл,.7. .ил.8.
-
Предмет патента.
1. Устройство для подачи костяных пластин в многошпиндельных станках для изготовления пуговиц, отличающееся тем, что, с целью подачи очередной пачки пластин из пружинящей магазинной коробки К станка, последняя вставлена в обойму (фиг. 1, 2 и 3), снабженную по бокам зубцами, которые, находясь в зацеплении с перекинутыми через звездочки 11 звеньями цепи Галля 12, приводимой периодически в движение эксцентриком 25, служат для периодического же перемещения пластины по вертикали вниз для прохождения ряда последовательных. операций.
2. При указаннол в п. 1 устройстве, для сообщения начального перемещения обойме с пластинами, применение ударника, состоящего из подымаемого периодически эксцентриком и свободно падающего грузика 13, который, ударяясь в очередную пачку пластин Oj, стоящую под вырезами ,, проталкивает ее вертикально вниз.
Л.
р ЗЛ.Ъ.
S.ut,5. Оз р Ка - Л,
г р
. |в iS-p
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления костяных пуговиц | 1929 |
|
SU25722A1 |
| Шнек для передвижения материалов | 1925 |
|
SU14444A1 |
| Приспособление для получения рельефных кинематографических изображений | 1927 |
|
SU10046A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Многошпиндельный станок для сверления пуговиц | 1930 |
|
SU21438A1 |
| Машина для обработки выдувных стаканов | 1935 |
|
SU49248A1 |
| Станок для сборки цепей Галля | 1944 |
|
SU65847A1 |
| Машина для штампования пуговиц из порошкообразной или подобной ей массы | 1930 |
|
SU28653A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |

