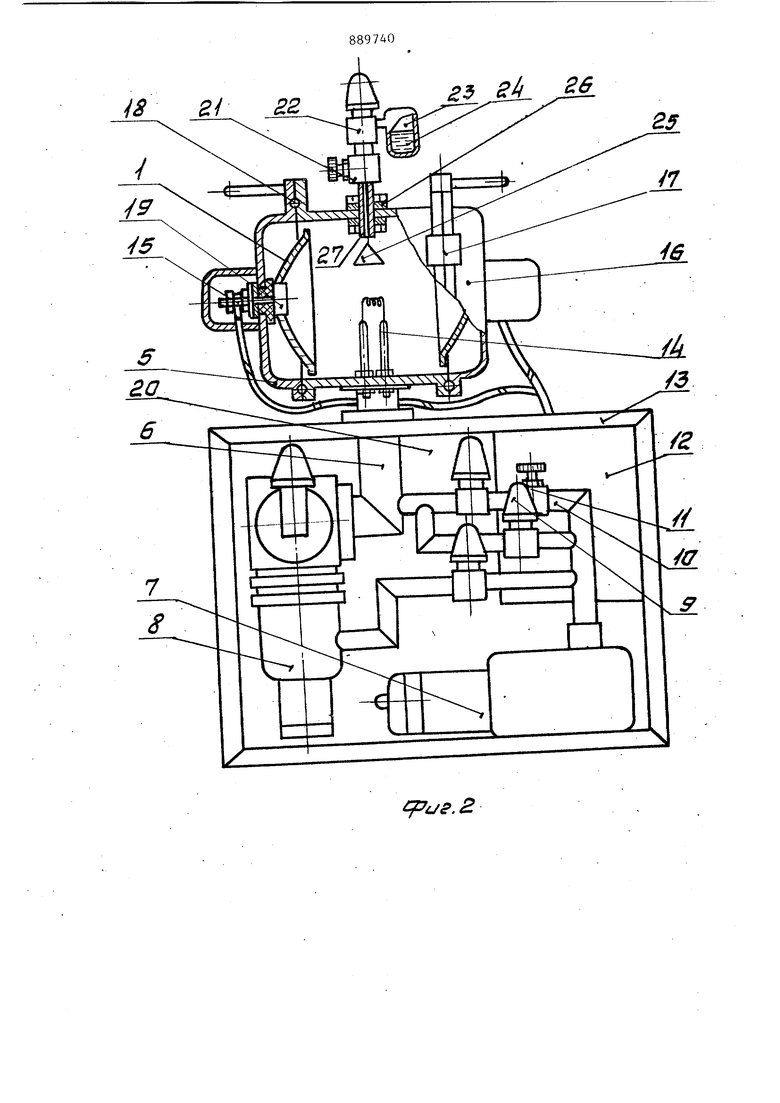
3 куумный насосы 7 и 8 и соответствующие вакуумные вентили 9 и коммуникации , в том числе вакуумпровод 10с дозирующим вентилем 11., Вакуумная камера 5, средства откачки 6, а также блок 12 управления установкой смонтированы на тележке 13. В вакуумной камере 5 смонтированы испаритель 14 металла, приспособление 15 для Крепления изделий 1. Изделие 1 с приспособлениями 15 представляют собой изолированные от корпуса камеры 5 и расположенные соосно относительно друр друга элект роды, вставленные в откидные крышки (16, прикрепленные к вакуумной камере 5 на шарнирах 17. Крьш1ки 16 снабжены уплотнительными кольцами 18 из вакуумной резины,. Конструкция приспособлений 15с целью обеспечения легкого съема и моитажа рефлекторов снабжена подпружиненными цангами 19. Электроды вне камеры 5 соединены с источником питания 20. Камера 5 снабжена также дозаторами химического соеди-. нения. Каждое такое устройство состо ит из дозирзчощего вентиля 21, запорного электромагнитного, вентиля 22 и в случае подачи паров химического соединения из емкости 23 для жидкого соединения 24. Кроме того, в месте присоединения дозирующего вентиля 21 внутри камеры 5 смонтировано приспособление 25 для равномерной подачи паров химического соединения к поверхности изделий 1, представляющее собой конус, обращенный своей вершиной к выпускному отверстию 26 штуцера 27 устройства для дозированной подачи химического соединения в камеру 5. Установка периодического действия состоит из вакуумной камеры 5, соеди ненной с системой откачки вакуума - через штуцеры 28 и 29 и через вакуум провод 10с дозирующим вентилем 11. Камера 5 снабжена устройствамй для доаиррванной подачи паров химического соединения, или газов. . - Эта установка состоит из запорного электромагнитного вентиля 22 с до . зирующим вентилем 21 и емкости 23 для жидкого исходного соединения 24, В месте подвода паров исходных соединений в камере 5 смонтировано приспособление 25 дпя равномерной по дачи паров исходных соединений к из.далиям 1, выполненное в виде систеNQJ труб 30 с отверстиями 31, диаметр оторых увеличивается в направлении одачи исходного газообразного соедиет-ся. Изделия 1 закреплены в изолиованном от корпуса камеры 5 вращаюемся барабане 32, состоящем из электрически изолированных друг от руга радиальных секций. Потенциал оочередно подводится к соосно расоложенным друг относительно друга зделиям - электродам 1,.расположенньЕ-1 в упомянутых противоположных секциях барабана 32. Внутри полости барабана 32 размещен испаритель 14, округ которого осуществляется вращение изделий 1. Конвейерная установка работает следующим образом. Вакуумные камеры 5 (фиг.2) непрерывно перемещаются тележками 13 при помощи замкнутого цепного конвейера 3 {фиг.1). На позиции загрузки в каждую камеру 5 (фиг.2) вставляют изделия }5 например отражатели с подготовленной для нанесения отражающего покрытия поверхностью, и закладьюают в испаритель 14 алюминий. После этого закрывают крышки 16 камеры 5 и остальные операции осуществляются автоматически. Во время перемещения по конвейеру 3 (фиг.1) в вакуумной камере 5 (фиг.2) достигается предварительный вакуум порядка рт.ст,, а затем вакуум порядка 10 мм рт.ст., при котором производят металлизацию. По завершении испарения алюминия и кратковременного остывания вольфрамового распыливателя.вакуумная камера 5 изолируется от высоковакуумного насоса 8 и соединяется посредством вакуумпровода 10 с форвакуумным насосом 7. Затем осуществляется подача в камеру 5 паров химического соединения и создается тлеюш1ий разряд между изделиями 1 , являющимися электродами. По завершении нанесения защитной пленки выключается тлеюш ий разряд, прекращается подача паров исходного соединения в камеру 5 и после прокачки камер 5 с целью эвакуации газообразных продуктов реакции камера 5 изолируется от системы откачки бив нее подается воздух. Затем осуществляется выгрузка металлизированных отражателей, загрузка заготовок отражателей в камгру 5 и испаряемого алюминия в испаритель 14, после чего цикл повторяется.
Установка периодического действия работает следующим образом.
Перед началом работы в емкость 23 (фиг.З) заливают исходное органическое соединение 24 в количестве, рассчитанном на многоцикловую работу. Загрузка алюминия в испаритель 14 и изделий 1 в барабан 32 производится вручную перед началом очередного цикла. После загрузки в барабан 32 изделий 1 и алюминия в испаритель 14 оператор закрывает дверь, после чего остальные операции осуществляют автоматически. При этом сначала форвакуумным насосом через штуцер 28 . достигается предварительное разрежение в камере 5, затем высоковакуумным насосом через штуцер 29 - рабочий вакуум, при котором производится распыление алюминия при предварительно включенном вращении барабана 32. По окончании распыления алкминия камера 5 изолируется от высоковакуумного насоса. Затем вентиль.22 открывется, осуществляется подача паров химического органического соединения и включается тлеющий разряд при откачке через вакуумпровод 10 с дозирующим вентилем 11.
После нанесения защитной пленки . прекращается подача паров химического соединения, выключается тлеющий разряд и вращение барабана 32, осуществляется прокачка камеры 5 от
остатков химического соединения.
Камера 5 изолируется от системы откачки, в нее подается воздух, происходит ее разгерметизация. Готовые изделия 1 вынимают из камеры 5.
По сравнению с известными устройствами для нанесения покрытия в вакууме полимеризацией паров химического соединения предложенное устройство обеспечивает снижение энергоемкости в 3-4 раза, поскольку электродами являются сами изделия. Кроме того, по тем же причинам, а также вследствие соосного расположения изделий друг относительно друга, устройство позволяет значительно повысить равномерность покрытия.
Формула изобретения
Устройство для нанесения покрытий в вакууме полимеризацией паров исходного химического соединения, содержащее вакуумную камеру с дозатором химического соединения, электродами и подложкодержателями, о т л и ч аю щ е е с я тем, что, с целью снижения энергоемкости процесса и повышения равномерности покрытия, подложкодержатели установлены соосно один другому и находятся под потенциалом относительно корпуса.
Источники информации, принятые во внимание при экспертизе
1. Данилин Б.С. Вакуумное нанесение тонких пленок. М., Энергия, 1967, с. 277-298.
м
V
|
иг.2
иг.Э
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ ПАРОГАЗОВОЙ ФАЗЫ | 2000 |
|
RU2194088C2 |
| Установка модифицирования поверхности заготовок для режущих пластин | 2021 |
|
RU2762426C1 |
| Многопозиционный карусельный полуавтомат для нанесения покрытий испарением в вакууме | 1960 |
|
SU139176A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1966 |
|
SU223563A1 |
| СПОСОБ СИНТЕЗА КОМПОЗИТНЫХ ПОКРЫТИЙ TiN-Cu И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2649355C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ ЭЛЕКТРОДУГОВЫМ НАПЫЛЕНИЕМ | 1991 |
|
RU2022055C1 |
| ВАКУУМНАЯ СИСТЕМА ДЛЯ ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКИ | 1995 |
|
RU2099659C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МУЛЬТИСЛОЙНЫХ ВАКУУМНО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1995 |
|
RU2087585C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2077604C1 |